You might also like
- Computational Methods for Process SimulationFrom EverandComputational Methods for Process SimulationRating: 3 out of 5 stars3/5 (1)
- O Futuro Dos ControladoresDocument13 pagesO Futuro Dos ControladoresRaissa BrancoNo ratings yet
- Overview of Control System Design: General RequirementsDocument32 pagesOverview of Control System Design: General RequirementsVijay RajaindranNo ratings yet
- Lecture-4 - MIMO-SISO - Process VariablesDocument16 pagesLecture-4 - MIMO-SISO - Process VariablesKshitij SoniNo ratings yet
- Eae533Document12 pagesEae533Duy KhổngNo ratings yet
- Lecture-5 - Classification of Process Variables - Control StrategiesDocument18 pagesLecture-5 - Classification of Process Variables - Control StrategiesKshitij SoniNo ratings yet
- Tuning of PID Controllers With Fuzzy Logic: AbstractDocument8 pagesTuning of PID Controllers With Fuzzy Logic: Abstractjames100% (1)
- Design and Implementation of A 2 DOF PID Compensation For MagneticDocument7 pagesDesign and Implementation of A 2 DOF PID Compensation For Magneticambachew bizunehNo ratings yet
- Chapter 13.process ControlDocument32 pagesChapter 13.process ControlAudrey Patrick KallaNo ratings yet
- A Dead-Time Compensating PID Controller Structure and Robust TuningDocument10 pagesA Dead-Time Compensating PID Controller Structure and Robust TuningAleksandar MicicNo ratings yet
- FractionalOrder PID Controller Design On Buck Converter With AntlionDocument7 pagesFractionalOrder PID Controller Design On Buck Converter With AntlionAmir Reza RoohbakhshNo ratings yet
- An Optimum Setting of Controller For A DC-DC Converter Using Bacterial Intelligence TechniqueDocument7 pagesAn Optimum Setting of Controller For A DC-DC Converter Using Bacterial Intelligence TechniqueGlan DevadhasNo ratings yet
- EEET 3046 Control Systems (2020) : Lecture 8: Controller Design by Heuristic TuningDocument14 pagesEEET 3046 Control Systems (2020) : Lecture 8: Controller Design by Heuristic Tuningbig NazNo ratings yet
- Control of Simple Distillation TowerDocument46 pagesControl of Simple Distillation TowerDian Ardiansyah100% (1)
- CPB 30004 - CHAPTER 1 - INTRO Sept 2014Document52 pagesCPB 30004 - CHAPTER 1 - INTRO Sept 2014Ashwin MNo ratings yet
- Digital Pid Controller 175Document6 pagesDigital Pid Controller 175andr14272No ratings yet
- Advanced Process Control Technology Implementation in Ammonia PlantDocument5 pagesAdvanced Process Control Technology Implementation in Ammonia PlantSSR4 XlxlNo ratings yet
- P01-06 - Control Loop - V8.1 - S0915 - ENDocument18 pagesP01-06 - Control Loop - V8.1 - S0915 - ENnelle69No ratings yet
- IJEAS0204042Document6 pagesIJEAS0204042erpublicationNo ratings yet
- Introduction To Process ControlDocument48 pagesIntroduction To Process ControlYi Ling GohNo ratings yet
- Implementación Del Control PID para El Dimensionamiento Longitudinal Con Retroalimentación Con Sensor UltrasónicoDocument7 pagesImplementación Del Control PID para El Dimensionamiento Longitudinal Con Retroalimentación Con Sensor UltrasónicoAbel Nohpal BrionesNo ratings yet
- Robust Controller by QFTDocument5 pagesRobust Controller by QFTkishan2016No ratings yet
- Design and Tuning of A Ratio ControllerDocument13 pagesDesign and Tuning of A Ratio ControllerEzgi CoşkunNo ratings yet
- One-Cycle Control of Switching Converters: GroupDocument9 pagesOne-Cycle Control of Switching Converters: GroupAnonymous Z1RHn9ENo ratings yet
- Pitch Control of Large Scale Wind Turbine Based On Expert PID ControlDocument4 pagesPitch Control of Large Scale Wind Turbine Based On Expert PID ControlDuyên Nguyễn NgọcNo ratings yet
- Introduction To Process ControlDocument16 pagesIntroduction To Process Control李承家No ratings yet
- PID Explained For Process Engineers - Part 1 - The Basic Control Equation PDFDocument8 pagesPID Explained For Process Engineers - Part 1 - The Basic Control Equation PDFCristian UrregoNo ratings yet
- Control Inrtroduction ADocument48 pagesControl Inrtroduction Arhm 018No ratings yet
- Process Control BoilerDocument70 pagesProcess Control BoilerSteve WanNo ratings yet
- PL-05 Chapter04 Rev3Document38 pagesPL-05 Chapter04 Rev3kevin ArandiaNo ratings yet
- Task 4 PDFDocument48 pagesTask 4 PDFFathihah AnuarNo ratings yet
- Chapter 6 Basic Control TheoryDocument94 pagesChapter 6 Basic Control Theoryislahid0% (1)
- A125703 288 PDFDocument7 pagesA125703 288 PDFAnonymous G04WC68JXfNo ratings yet
- Controller Design For Temperature Control of Heat Exchanger System: Simulation StudiesDocument7 pagesController Design For Temperature Control of Heat Exchanger System: Simulation StudiesAnonymous G04WC68JXfNo ratings yet
- PID Functions and ResponsesDocument4 pagesPID Functions and ResponsesjustinNo ratings yet
- AIChE The Most Beneficial Technical ChemE SkillsDocument49 pagesAIChE The Most Beneficial Technical ChemE SkillsSubhradip BhattacharjeeNo ratings yet
- Process Control LoopsDocument40 pagesProcess Control LoopsjohnNo ratings yet
- Process Instrumentation: Prepared By: Sangmesh MalgeDocument38 pagesProcess Instrumentation: Prepared By: Sangmesh MalgeVarad100% (1)
- Younghooncho 2013Document11 pagesYounghooncho 2013ezloy80No ratings yet
- DC MotorDocument6 pagesDC MotoroshyenNo ratings yet
- Instrumentation & Process Control Fundamentals: Designed By: Hossam A. HassaneinDocument39 pagesInstrumentation & Process Control Fundamentals: Designed By: Hossam A. HassaneinDeepanshu DagarNo ratings yet
- REIS Prozess - GBDocument19 pagesREIS Prozess - GBJohan ZraghozNo ratings yet
- MIC 2010 3 1haugenDocument13 pagesMIC 2010 3 1haugenIvan CujiaNo ratings yet
- Accuracy Versus ResolutionDocument3 pagesAccuracy Versus ResolutionPablo BertoloneNo ratings yet
- An124 Tuning Control Loops With The IMC Tuning Method PDFDocument3 pagesAn124 Tuning Control Loops With The IMC Tuning Method PDFSyed Mian Fahim KakakhailNo ratings yet
- Control Engineering Practice: I. BoikoDocument8 pagesControl Engineering Practice: I. BoikoRitu RajNo ratings yet
- Pid Closed-Loop Control System Based On S7-300 PLC: LI Xin, LEI Ju-YangDocument5 pagesPid Closed-Loop Control System Based On S7-300 PLC: LI Xin, LEI Ju-YangChethan GowdaNo ratings yet
- Iccicct - 506 PDFDocument6 pagesIccicct - 506 PDFGlan DevadhasNo ratings yet
- PID Control With Fuzzy Compensation For Hydroelectric Generating Unit - For ThanhDocument5 pagesPID Control With Fuzzy Compensation For Hydroelectric Generating Unit - For ThanhLê Trung DũngNo ratings yet
- Lecture-6 - Control Stratefgies-Steps in Design of Control SystemDocument24 pagesLecture-6 - Control Stratefgies-Steps in Design of Control SystemKshitij SoniNo ratings yet
- The Good Gain Method For Simple Experimental TuninDocument12 pagesThe Good Gain Method For Simple Experimental TuninANVESH DONTULANo ratings yet
- 2306 413 Process Dynamic AND Control: How To Design A Control SystemDocument41 pages2306 413 Process Dynamic AND Control: How To Design A Control SystemTle SupawidNo ratings yet
- PID ControllerDocument15 pagesPID ControllerSalah El GhazaliNo ratings yet
- Decoupler and PID Controller Design of TITO SystemsDocument14 pagesDecoupler and PID Controller Design of TITO SystemsrajanNo ratings yet
- Instruction Manual: Pid Based Pressure Loop TrainerDocument28 pagesInstruction Manual: Pid Based Pressure Loop TrainerKiran BennyNo ratings yet
- Chapter Two: Controller PrinciplesDocument34 pagesChapter Two: Controller PrinciplesBekaluNo ratings yet
- MATLAB-Arduino As A Low Cost Microcontroller For 3 Phase InverterDocument5 pagesMATLAB-Arduino As A Low Cost Microcontroller For 3 Phase InverterDìieqo RomeroNo ratings yet
- Inferential ControlDocument25 pagesInferential ControlMelissa Yeo MixiaNo ratings yet
- Optimal Control: Linear Quadratic MethodsFrom EverandOptimal Control: Linear Quadratic MethodsRating: 4 out of 5 stars4/5 (2)
- Synthesis, Characterization and Microwave Absorption Properties of Dendrite-Like Fe O Embedded Within Amorphous Sugar Carbon MatrixDocument10 pagesSynthesis, Characterization and Microwave Absorption Properties of Dendrite-Like Fe O Embedded Within Amorphous Sugar Carbon Matrix李承家No ratings yet
- Applied Catalysis A: General: Wei Di, Jihong Cheng, Shuxun Tian, Jing Li, Jingyun Chen, Qi SunDocument16 pagesApplied Catalysis A: General: Wei Di, Jihong Cheng, Shuxun Tian, Jing Li, Jingyun Chen, Qi Sun李承家No ratings yet
- Raman Microspectroscopy of Soot and Related Carbonaceous Materials. Spectral Analysis and Structural Information PDFDocument12 pagesRaman Microspectroscopy of Soot and Related Carbonaceous Materials. Spectral Analysis and Structural Information PDFDavidNo ratings yet
- Carbon Monoxide As A Selective Reducing Agent in Organic ChemistryDocument10 pagesCarbon Monoxide As A Selective Reducing Agent in Organic Chemistry李承家No ratings yet
- 1 s2.0 S0021951713003734 MainDocument9 pages1 s2.0 S0021951713003734 Main李承家No ratings yet
- Oxygen Pathways in Oxidative Coupling of Methane and Related ProcessesDocument11 pagesOxygen Pathways in Oxidative Coupling of Methane and Related Processes李承家No ratings yet
- Catalysts 04 00226Document30 pagesCatalysts 04 00226李承家100% (1)
- Problem Set 4.5: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - EdDocument8 pagesProblem Set 4.5: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - Ed李承家No ratings yet
- Studies On Oxidative Coupling of Methane UsingDocument14 pagesStudies On Oxidative Coupling of Methane Using李承家No ratings yet
- Advances and Innovations of Heterogeneous Catalysis - v2 (YCL)Document15 pagesAdvances and Innovations of Heterogeneous Catalysis - v2 (YCL)李承家No ratings yet
- Chapter 2 Introduction To Integrated Circuit FabricationDocument19 pagesChapter 2 Introduction To Integrated Circuit Fabrication李承家No ratings yet
- Problem Set 4.4: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - EdDocument18 pagesProblem Set 4.4: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - Ed李承家No ratings yet
- Chapter 3 Semiconductor Basics and Wafer ManufacturingDocument44 pagesChapter 3 Semiconductor Basics and Wafer Manufacturing李承家No ratings yet
- Problem Set 4.3: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - EdDocument15 pagesProblem Set 4.3: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - Ed李承家No ratings yet
- Problem Set 4.3: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - EdDocument15 pagesProblem Set 4.3: Advanced Engineering Mathematics, by Erwin Kreyszig 10 - Ed李承家No ratings yet
- Introduction To Process ControlDocument16 pagesIntroduction To Process Control李承家No ratings yet
- Chapter 13Document16 pagesChapter 13李承家No ratings yet
- Control System Instrumentation: Transducers and TransmittersDocument7 pagesControl System Instrumentation: Transducers and Transmitters李承家No ratings yet
- Chapter 14Document6 pagesChapter 14李承家No ratings yet
- Control System Instrumentation: Transducers and TransmittersDocument7 pagesControl System Instrumentation: Transducers and Transmitters李承家No ratings yet
- Chapter 10Document13 pagesChapter 10李承家No ratings yet
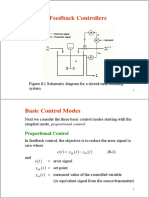
- Feedback Controllers: Proportional ControlDocument14 pagesFeedback Controllers: Proportional Control李承家No ratings yet
- Transfer Function Models: Development of Transfer FunctionsDocument16 pagesTransfer Function Models: Development of Transfer Functions李承家No ratings yet
- Development of Empirical Models From Process Data: - An Attractive AlternativeDocument10 pagesDevelopment of Empirical Models From Process Data: - An Attractive Alternative李承家No ratings yet
- More General Transfer Function Models: Bs Gs AsDocument21 pagesMore General Transfer Function Models: Bs Gs As李承家No ratings yet
- Chapter 5Document20 pagesChapter 5Ana PereiraNo ratings yet
- Theoretical Models of CH Ilp Chemical ProcessesDocument14 pagesTheoretical Models of CH Ilp Chemical Processes李承家No ratings yet
- Laplace Transforms: LinearDocument11 pagesLaplace Transforms: Linear李承家No ratings yet
- Introduction To Process ControlDocument16 pagesIntroduction To Process Control李承家No ratings yet
- Xtract V 3 0 8Document72 pagesXtract V 3 0 8Don Ing Marcos LeónNo ratings yet
- Prelim FinalDocument440 pagesPrelim FinalRon AquinoNo ratings yet
- Steady State and Generalized State Space Averaging Analysis of TheDocument6 pagesSteady State and Generalized State Space Averaging Analysis of TheTedNo ratings yet
- Sec-L CBNST Lab FormatsDocument12 pagesSec-L CBNST Lab FormatsPiyush KashyapNo ratings yet
- D - AlgorithmDocument17 pagesD - AlgorithmpkashyNo ratings yet
- Game Theory and Business Strategy: Individual Assignment 2Document2 pagesGame Theory and Business Strategy: Individual Assignment 2PKNo ratings yet
- CS50 NotesDocument2 pagesCS50 NotesFelix WongNo ratings yet
- Chibesa Physics PDFDocument156 pagesChibesa Physics PDFMusanta Simmon SimzNo ratings yet
- Math 27 Lecture Guide Unit 3. Applications of The Definite IntegralDocument22 pagesMath 27 Lecture Guide Unit 3. Applications of The Definite IntegralBryan Gerard GuillermoNo ratings yet
- Nowak 2017Document8 pagesNowak 2017Bogdan Marian SorohanNo ratings yet
- Array RotationDocument3 pagesArray RotationAnshulNo ratings yet
- Basic Simulation Modeling: The Nature of SimulationDocument18 pagesBasic Simulation Modeling: The Nature of SimulationlinhNo ratings yet
- Plastic Processing OperatorDocument51 pagesPlastic Processing OperatorRam Avtar DhariwalNo ratings yet
- CED 426 Quiz # 2 SolutionsDocument26 pagesCED 426 Quiz # 2 SolutionsMary Joanne AninonNo ratings yet
- Mathematics Memorandum Grade 8 November 2018Document11 pagesMathematics Memorandum Grade 8 November 2018Kutlwano TemaNo ratings yet
- Developing Health Management Information Systems: A Practical Guide For Developing CountriesDocument60 pagesDeveloping Health Management Information Systems: A Practical Guide For Developing CountriesRahul DharNo ratings yet
- Peter Maandag 3047121 Solving 3-Sat PDFDocument37 pagesPeter Maandag 3047121 Solving 3-Sat PDFVibhav JoshiNo ratings yet
- MFT Solution of The Ising Model - Franz UtermohlenDocument18 pagesMFT Solution of The Ising Model - Franz UtermohlenLance AvilesNo ratings yet
- DSPDocument21 pagesDSPBindu MadhaviNo ratings yet
- Peta Jaringan Layanan Angkutan UmumDocument1 pagePeta Jaringan Layanan Angkutan UmumARFICONo ratings yet
- Torreti - Bachelard e FenomenotecnicaDocument19 pagesTorreti - Bachelard e FenomenotecnicaGabriel Kafure da RochaNo ratings yet
- Chapter 14 1Document83 pagesChapter 14 1Юлия КириченкоNo ratings yet
- Advanced Composite Engineering Using MSC - Patran and FibersimDocument15 pagesAdvanced Composite Engineering Using MSC - Patran and FibersimSandeep BandyopadhyayNo ratings yet
- XI AssignmentDocument5 pagesXI AssignmentPrashant DangiNo ratings yet
- Engineering Drawing Form 4 - Figure of Equal AreaDocument13 pagesEngineering Drawing Form 4 - Figure of Equal AreaDo The CuongNo ratings yet
- A Handbook of Mathematical Mode - Dr. Ranja SarkerDocument232 pagesA Handbook of Mathematical Mode - Dr. Ranja SarkerJohn100% (1)
- StatisticsDocument2 pagesStatisticsmarydahyllamarinduqueNo ratings yet
- Retinal Problems and Its Analysis Using Image Processing A ReviewDocument6 pagesRetinal Problems and Its Analysis Using Image Processing A ReviewSandeep MendhuleNo ratings yet
- Sigma Plot UserguideDocument526 pagesSigma Plot UserguideCleber JadoskiNo ratings yet
- Lab Report 1Document2 pagesLab Report 1api-249188694No ratings yet