You might also like
- 5 - Ölçüm Sisteminin AnaliziDocument22 pages5 - Ölçüm Sisteminin AnaliziUmit KaramanNo ratings yet
- Surec-Makina Yetenek AnaliziDocument40 pagesSurec-Makina Yetenek AnaliziAli Ihsan DumanNo ratings yet
- DEÜ - Çekme Deneyi Raporu (Taslak)Document9 pagesDEÜ - Çekme Deneyi Raporu (Taslak)Mavi AdamNo ratings yet
- Gedung Kemasyarakatan Desa Sukaraja 2023 1Document4 pagesGedung Kemasyarakatan Desa Sukaraja 2023 1Arie AyatullahNo ratings yet
- Kesinlik (Precision)Document16 pagesKesinlik (Precision)Ahmet AltunNo ratings yet
- Strain GaugesDocument36 pagesStrain GaugesKadir Alf GünaydınNo ratings yet
- Power ElectronicsDocument23 pagesPower ElectronicsŞefik Avni ÇakıroğluNo ratings yet
- Çekme Deneyi RaporuDocument9 pagesÇekme Deneyi RaporuSamet Zümbül60% (5)
- Deney Raporunun HazirlanmasiDocument9 pagesDeney Raporunun HazirlanmasixcereyannNo ratings yet
- Çekme Testi Ölçüm Belirsizliği HesabıDocument7 pagesÇekme Testi Ölçüm Belirsizliği HesabıDelil Ozan100% (1)
- Jeotermal Enerji̇li̇ Konut Isitma Si̇stemleri̇Document8 pagesJeotermal Enerji̇li̇ Konut Isitma Si̇stemleri̇Önder ÜnverNo ratings yet
- 10 5281-Zenodo 4069563-1272226Document8 pages10 5281-Zenodo 4069563-1272226Bulut M.No ratings yet
- HaftaDocument52 pagesHaftabahozkazaylek1150No ratings yet
- Z - 4 Zeminlerde Tane Dalm Ve AnalizleriDocument16 pagesZ - 4 Zeminlerde Tane Dalm Ve Analizleriismailhakkibayram88No ratings yet
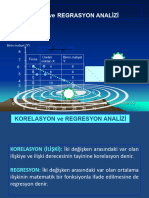
- Korelasyon Ve RegresyonDocument44 pagesKorelasyon Ve Regresyonn24zz5hvjwNo ratings yet
- Turbo Makineler Final YtüDocument2 pagesTurbo Makineler Final YtühotaniNo ratings yet
- El Dev - 2 Dny5 Siirt 2019313141547466Document8 pagesEl Dev - 2 Dny5 Siirt 2019313141547466minonob614No ratings yet
- DK DBP TRDocument2 pagesDK DBP TRsacitNo ratings yet
- DERS 3 - SPT Deneyi - 2020Document27 pagesDERS 3 - SPT Deneyi - 2020Redik .D ShanksNo ratings yet
- Elektrik Makineleri Deneyleri Motor Ve Alternatör Ders KitabıDocument60 pagesElektrik Makineleri Deneyleri Motor Ve Alternatör Ders KitabıÖmer AlanNo ratings yet
- AlfaSpare RAPRO Universal Hoses TR SONDocument13 pagesAlfaSpare RAPRO Universal Hoses TR SONHakan SengunNo ratings yet
- Doğruluk (Accuracy)Document14 pagesDoğruluk (Accuracy)Ahmet AltunNo ratings yet
- Proses Kontrol Deneyi (Düzenlenmiş Hali)Document14 pagesProses Kontrol Deneyi (Düzenlenmiş Hali)emad hayekNo ratings yet
- EDTlab 02Document3 pagesEDTlab 02mugur_ist100% (2)
- ReaktorDocument3 pagesReaktorEngin EnginNo ratings yet
- Vet 104 Hafta 13Document26 pagesVet 104 Hafta 13şüheda özörnekNo ratings yet
- Kopya Otomatik - Kumanda - Temrinleri 1Document17 pagesKopya Otomatik - Kumanda - Temrinleri 1Emirhan DemirNo ratings yet
- Çekme DeneyiDocument6 pagesÇekme DeneyiburakoztomsukNo ratings yet
- 11 - Elektrik TeknikerliğiDocument283 pages11 - Elektrik TeknikerliğiDilsafa TokerNo ratings yet
- Agrega Gronulümetri̇si̇Document33 pagesAgrega Gronulümetri̇si̇sattiricNo ratings yet
- Bi̇yomedi̇kal Si̇nyal İşleme Dersi̇ 12Document11 pagesBi̇yomedi̇kal Si̇nyal İşleme Dersi̇ 12ColometaNo ratings yet
- ABC Systm Discussion AnswrsDocument3 pagesABC Systm Discussion AnswrsMa. Roycelean PascualNo ratings yet
- MAK311-Final 20-21 SpringDocument2 pagesMAK311-Final 20-21 SpringMurat ŞahinNo ratings yet
- Deney-1-Elektronik Elemanlarin Tanitimi Ve Akim Gerilim OlcumuDocument8 pagesDeney-1-Elektronik Elemanlarin Tanitimi Ve Akim Gerilim OlcumuFiras 01No ratings yet
- GMO Bildiri2012 Elis AtasayanDocument13 pagesGMO Bildiri2012 Elis Atasayanzb566yss9cNo ratings yet
- Deney 2 Ankastre Ki̇ri̇şlerde Geri̇ni̇m Ölçümleri̇Document6 pagesDeney 2 Ankastre Ki̇ri̇şlerde Geri̇ni̇m Ölçümleri̇Ümit DumanNo ratings yet
- 2018-2019 Güz Vize Cevap AnahtarıDocument3 pages2018-2019 Güz Vize Cevap AnahtarıonusNo ratings yet
- Mikrodalga DeneyiDocument11 pagesMikrodalga Deneyislgnc2534No ratings yet
- Hi̇droli̇k Si̇stemlerde Oransal Ve Servo ValflerDocument7 pagesHi̇droli̇k Si̇stemlerde Oransal Ve Servo ValflerRıfat BingülNo ratings yet
- Adblu Üre Enjektör1 PDFDocument22 pagesAdblu Üre Enjektör1 PDFbekyurekmehmetNo ratings yet
- Örnek SinavDocument5 pagesÖrnek SinavmehmetihsanduzgunNo ratings yet
- Geometrik ToleranslarDocument87 pagesGeometrik ToleranslarSinan Yücel100% (3)
- Silindir Etrafinda Akis Deneyi - Teorik BilgiDocument7 pagesSilindir Etrafinda Akis Deneyi - Teorik BilgiMahir HamdiyevNo ratings yet
- Slabline Rezonatorler Kullanılarak Üçlü Etkileşimli Tarak Hat FiltreDocument4 pagesSlabline Rezonatorler Kullanılarak Üçlü Etkileşimli Tarak Hat FiltreHüseyin Nuri GülmezNo ratings yet
- Tam MetinDocument6 pagesTam MetinMustafa Berat DemirNo ratings yet
- Derin Öğrenme ProjeDocument8 pagesDerin Öğrenme ProjeHülya HülyaNo ratings yet
- Metallerde Plastik Ve Şekil Verme SORULARIDocument46 pagesMetallerde Plastik Ve Şekil Verme SORULARIFırat Sosyal Paylaşım100% (1)
- ATV 5,5 TD Teknik ÖzelliklerDocument3 pagesATV 5,5 TD Teknik ÖzelliklerMehmet Ali GençayNo ratings yet
- MCE 302 Çalışma Soruları Ve CevaplarıDocument6 pagesMCE 302 Çalışma Soruları Ve CevaplarıEmre AkatınNo ratings yet
- Bernoulli Deney Rapor Kağıdı Grup 12Document7 pagesBernoulli Deney Rapor Kağıdı Grup 12Yiğit AkçayNo ratings yet
- 2012 13 Gerilme Analizi Deney Foyu 28092012Document13 pages2012 13 Gerilme Analizi Deney Foyu 28092012mertkemalsavurrrNo ratings yet
- Ipk 7 HFTDocument12 pagesIpk 7 HFTbengul.koksevenNo ratings yet
- Türbin DeneyiDocument5 pagesTürbin DeneyiKadir KancaNo ratings yet
- Benzin Motor TasarımıDocument49 pagesBenzin Motor TasarımıMertBolçay100% (4)
- Plta KracakDocument48 pagesPlta KracakdimasNo ratings yet
- ATV 7,5 TD Teknik ÖzelliklerDocument3 pagesATV 7,5 TD Teknik ÖzelliklerMehmet Ali GençayNo ratings yet
- Elektrik Devreleri II Deney Foyu PDFDocument67 pagesElektrik Devreleri II Deney Foyu PDFmehmetNo ratings yet
- INSA354 LAB 7 (Serbest Basınç Deneyi Ve Kanatlı Kesici (Vane) Deneyi)Document7 pagesINSA354 LAB 7 (Serbest Basınç Deneyi Ve Kanatlı Kesici (Vane) Deneyi)Onur ÇilNo ratings yet
- ISBASI ISG KONUSMALARI-308-El Kol Titresimi Hakkinda Bilmeniz GerekenlerDocument2 pagesISBASI ISG KONUSMALARI-308-El Kol Titresimi Hakkinda Bilmeniz GerekenlerYavuz KeskinNo ratings yet
- ISBASI ISG KONUSMALARI-278-En Sık Rastlanan Dört İnşaat TehlikesiDocument1 pageISBASI ISG KONUSMALARI-278-En Sık Rastlanan Dört İnşaat TehlikesiYavuz KeskinNo ratings yet
- ISBASI ISG KONUSMALARI-282-Köpük Kulak Tıkacının Doğru KullanımıDocument1 pageISBASI ISG KONUSMALARI-282-Köpük Kulak Tıkacının Doğru KullanımıYavuz KeskinNo ratings yet
- PPAP HandbookDocument10 pagesPPAP HandbookYavuz Keskin75% (4)
- TS ISO 2859 1 Numune Alma PDFDocument88 pagesTS ISO 2859 1 Numune Alma PDFYavuz KeskinNo ratings yet
- ISBASI ISG KONUSMALARI-323-Hatalardan Ders AlmakDocument1 pageISBASI ISG KONUSMALARI-323-Hatalardan Ders AlmakYavuz KeskinNo ratings yet
- Sap Si̇stemi̇nden THBF Yanitlama PDFDocument11 pagesSap Si̇stemi̇nden THBF Yanitlama PDFYavuz KeskinNo ratings yet
- Isg ToolboxDocument1 pageIsg ToolboxYavuz KeskinNo ratings yet
- Isg Toolbox Konuşmaları - ForkliftDocument4 pagesIsg Toolbox Konuşmaları - ForkliftYavuz KeskinNo ratings yet
- Isbasi Isg Konusmalari-325-Genel Emniyet - DikkatsizlikDocument1 pageIsbasi Isg Konusmalari-325-Genel Emniyet - DikkatsizlikYavuz Keskin100% (1)
- Metaller Için Yüzey IşlemleriDocument33 pagesMetaller Için Yüzey IşlemleriYavuz KeskinNo ratings yet
- Isg Toolbox 2Document2 pagesIsg Toolbox 2Yavuz KeskinNo ratings yet
- ISBASI ISG KONUSMALARI-284-Alcak Yerlerdeki CalismalarDocument1 pageISBASI ISG KONUSMALARI-284-Alcak Yerlerdeki CalismalarYavuz KeskinNo ratings yet
- İSG Toolbox EğitimiDocument2 pagesİSG Toolbox EğitimiYavuz KeskinNo ratings yet
- REACH-TUZUGU - TURson Hali PDFDocument147 pagesREACH-TUZUGU - TURson Hali PDFYavuz KeskinNo ratings yet
- TS en Iso 3834 2 PDFDocument11 pagesTS en Iso 3834 2 PDFYavuz Keskin0% (1)
- TS en Iso 3834 2 PDFDocument11 pagesTS en Iso 3834 2 PDFYavuz KeskinNo ratings yet
- Ch22-Talasli Imalat Yontemleri PDFDocument19 pagesCh22-Talasli Imalat Yontemleri PDFYavuz KeskinNo ratings yet
- Kayış KasnakDocument77 pagesKayış KasnakYavuz KeskinNo ratings yet
- Msa PDFDocument6 pagesMsa PDFYavuz KeskinNo ratings yet
- Makrolara Giris PDFDocument19 pagesMakrolara Giris PDFYavuz KeskinNo ratings yet
- Kalıp Yaşam FişiDocument3 pagesKalıp Yaşam FişiYavuz KeskinNo ratings yet
- Makrolara Giris PDFDocument19 pagesMakrolara Giris PDFYavuz KeskinNo ratings yet