You might also like
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- (EW-512-4) - Discontinuities and Defects - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Document10 pages(EW-512-4) - Discontinuities and Defects - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Ahmed Shaban KotbNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Unit 6 Soldering and BrazingDocument4 pagesUnit 6 Soldering and BrazingRohitNo ratings yet
- Welding, Brazing & Soldering PDFDocument9 pagesWelding, Brazing & Soldering PDFSuryakant PrabhuNo ratings yet
- Brazing vs Soldering GuideDocument5 pagesBrazing vs Soldering Guideraja020No ratings yet
- Expt 5,6,7Document15 pagesExpt 5,6,7wocison461No ratings yet
- Basic Mechanical - Engineering-Soldering Brazing and WeldingDocument10 pagesBasic Mechanical - Engineering-Soldering Brazing and WeldingRavichandran GNo ratings yet
- Mechanical Engineering Joining ProcessesDocument11 pagesMechanical Engineering Joining ProcessesalysonmicheaalaNo ratings yet
- Elements of Mechanical Engineering-CompliedDocument10 pagesElements of Mechanical Engineering-CompliedzingadayNo ratings yet
- Joining MethodsDocument15 pagesJoining MethodsAliyu Ibrahim SalihuNo ratings yet
- Major Types of Welding Electrode CoatingsDocument11 pagesMajor Types of Welding Electrode CoatingsMANISH BHADAURIANo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- 7.2 Soldering: Sngce Ece DeptDocument5 pages7.2 Soldering: Sngce Ece DeptSai KiranNo ratings yet
- Mep July 23Document24 pagesMep July 23chandramohandass22No ratings yet
- Overview of Brazing and Soldering TechniquesDocument53 pagesOverview of Brazing and Soldering TechniquesNasir MaqsoodNo ratings yet
- Soldering, Brazing & WeldingDocument52 pagesSoldering, Brazing & WeldingChandrakantha K100% (1)
- Manuale Saldatura WellerDocument0 pagesManuale Saldatura WellerTorero CamomilloNo ratings yet
- Mod 7 Book 8 Sheet Metal Work PipelinesDocument71 pagesMod 7 Book 8 Sheet Metal Work Pipelinesranjit prasadNo ratings yet
- How to Solder Guide for BeginnersDocument26 pagesHow to Solder Guide for BeginnersbehzadNo ratings yet
- Soldering Is A Process in Which Two or More Metal Items Are Joined Together by MeltingDocument3 pagesSoldering Is A Process in Which Two or More Metal Items Are Joined Together by MeltingBhaskara P AcharNo ratings yet
- SolderingDocument18 pagesSolderingMarian MarianNo ratings yet
- Hoja de Datos de Producto: Soldering 101 - A Basic OverviewDocument4 pagesHoja de Datos de Producto: Soldering 101 - A Basic OverviewAnil BabuNo ratings yet
- Soldering ReportDocument8 pagesSoldering ReportParthaS HukaiNo ratings yet
- Unit 2 - Manufacturing Process - WWW - Rgpvnotes.inDocument11 pagesUnit 2 - Manufacturing Process - WWW - Rgpvnotes.inIPL 2020 LIVE100% (1)
- Join Metal Parts with Gas Welding, Brazing & SolderingDocument105 pagesJoin Metal Parts with Gas Welding, Brazing & SolderingAnuj Verma100% (1)
- Manufacturing Process DA-1Document11 pagesManufacturing Process DA-1Suhas AthreyaNo ratings yet
- Welding and Joining Process: Basic Concept of WeldingDocument7 pagesWelding and Joining Process: Basic Concept of WeldingNaresh kumarNo ratings yet
- Soldring MechineDocument16 pagesSoldring MechinePrabir Kumar Pati100% (1)
- 15 MM 74Document28 pages15 MM 74Sravan Kumar50No ratings yet
- Joining Processes WeldingDocument74 pagesJoining Processes WeldingdhasdjNo ratings yet
- 1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryDocument17 pages1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryMohit GodiaNo ratings yet
- Brazing and SolderingDocument18 pagesBrazing and SolderingbendutsNo ratings yet
- Workshop PresentationDocument11 pagesWorkshop Presentationaadityaray2004No ratings yet
- Welding Upto Gas WeldingDocument26 pagesWelding Upto Gas Weldingrams789No ratings yet
- Soldering TechniqueDocument23 pagesSoldering TechniquemokongNo ratings yet
- Welding Guide: Processes, Safety, and ApplicationsDocument23 pagesWelding Guide: Processes, Safety, and ApplicationsPRATIK PODDARNo ratings yet
- Takoradi PolytechnicDocument62 pagesTakoradi PolytechnicMichael Castro AbuduNo ratings yet
- Soldering and Brazing: A Guide to Joining MetalsDocument25 pagesSoldering and Brazing: A Guide to Joining MetalsNaram Appanna100% (1)
- WELDINGDocument36 pagesWELDINGSOURABH GANGWARNo ratings yet
- Brazing & SolderingDocument468 pagesBrazing & SolderingPaul Morrissette100% (4)
- Esab - Solid Wire & Rod - SWR-10000Document14 pagesEsab - Solid Wire & Rod - SWR-10000Carlos PadillaNo ratings yet
- Mech Mod 4Document82 pagesMech Mod 4brave playerNo ratings yet
- Sec11 SilverBrazing WebDocument8 pagesSec11 SilverBrazing Webdm1680No ratings yet
- Workshop 2Document9 pagesWorkshop 2Sceva AquilaNo ratings yet
- Hot Solder Dip Prevents RustDocument4 pagesHot Solder Dip Prevents RustDaoud MiourighNo ratings yet
- Wire BreaksDocument23 pagesWire BreaksAnderson LeitzkeNo ratings yet
- FabricationDocument9 pagesFabricationAnilkumar HatkarNo ratings yet
- Gas and Arc WeldingDocument173 pagesGas and Arc WeldingHarsha MallaNo ratings yet
- Soldering and Brazing: MENG16000: Design & Manufacture 1 Manufacturing ProcessesDocument10 pagesSoldering and Brazing: MENG16000: Design & Manufacture 1 Manufacturing ProcessesChen Zhi ShenNo ratings yet
- Internship Report On Railway Coach FactoryDocument39 pagesInternship Report On Railway Coach FactoryJyotiraj ThakuriaNo ratings yet
- F. Repair TechnologyDocument5 pagesF. Repair Technologypushpak2312No ratings yet
- Submerged Arc Welding (SAW)Document34 pagesSubmerged Arc Welding (SAW)Gaballah Aman0% (1)
- SOLDERING AND BRAZING Presentation #1Document24 pagesSOLDERING AND BRAZING Presentation #1hastavprantoNo ratings yet
- RAZING and SOLDERING Brazing Is A Process Which Differs From Braze Welding in One Very Important WayDocument63 pagesRAZING and SOLDERING Brazing Is A Process Which Differs From Braze Welding in One Very Important Wayblacklacquer004No ratings yet
- SolderingDocument7 pagesSolderingjitendrakitawatNo ratings yet
- Chapter 1Document6 pagesChapter 1D.RameshkumarNo ratings yet
- Welding and Hot Dip GalvanizingDocument9 pagesWelding and Hot Dip GalvanizingFarid Ma'rufNo ratings yet
- X Ray Security Scanners FanrDocument3 pagesX Ray Security Scanners FanrAhmed Shaban KotbNo ratings yet
- Asnt CP 105 2016Document133 pagesAsnt CP 105 2016Ahmed Shaban Kotb67% (3)
- Process Improvement Proposal (Procurement) PDFDocument21 pagesProcess Improvement Proposal (Procurement) PDFShah Jehan HanifNo ratings yet
- CWI AnswersDocument2 pagesCWI AnswersAhmed Shaban KotbNo ratings yet
- 5 - Module 5Document47 pages5 - Module 5Ahmed Shaban Kotb100% (1)
- CWIDocument27 pagesCWIAhmed Shaban KotbNo ratings yet
- Ml12157a586 PDFDocument53 pagesMl12157a586 PDFAhmed Shaban KotbNo ratings yet
- CWI Exam Sample Question Paper For Practice - UpWeldDocument16 pagesCWI Exam Sample Question Paper For Practice - UpWeldAhmed Shaban Kotb100% (2)
- CWIDocument27 pagesCWIAhmed Shaban KotbNo ratings yet
- Control of Monitoring, Measuring and Testing Devices: PurposeDocument9 pagesControl of Monitoring, Measuring and Testing Devices: PurposeAhmed Shaban KotbNo ratings yet
- (EW-512-4) - Discontinuities and Defects - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)Document41 pages(EW-512-4) - Discontinuities and Defects - Training Workbook-Hobart Institute of Welding Technology (Yasser Tawfik)kirubha_karan2000100% (2)
- 3 - Module 3-FinalDocument102 pages3 - Module 3-FinalGHULAM NABINo ratings yet
- Module 4 Welding Joints and SymbolsDocument68 pagesModule 4 Welding Joints and SymbolsAhmed Shaban KotbNo ratings yet
- نظام المختبرات الخاصةDocument440 pagesنظام المختبرات الخاصةAhmed Shaban KotbNo ratings yet
- Safe Practices For Welding Inspectors: 8/16/2018 AWS-CWI Seminar 1Document30 pagesSafe Practices For Welding Inspectors: 8/16/2018 AWS-CWI Seminar 1Ahmed Shaban KotbNo ratings yet
- Calibration Certificates for Radiation AlarmsDocument10 pagesCalibration Certificates for Radiation AlarmsAhmed Shaban KotbNo ratings yet
- 3 - Module 3-FinalDocument102 pages3 - Module 3-FinalGHULAM NABINo ratings yet
- Aws Welding Metallurgy PDFDocument34 pagesAws Welding Metallurgy PDFAhmed Shaban Kotb100% (1)
- Engg Ispection ArabicDocument560 pagesEngg Ispection ArabicAhmed Shaban KotbNo ratings yet
- Gamma Alarm MB40Document2 pagesGamma Alarm MB40Ahmed Shaban KotbNo ratings yet
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbNo ratings yet
- Review of Asme IxDocument21 pagesReview of Asme IxAhmed Shaban KotbNo ratings yet
- Welding ConsumablesDocument22 pagesWelding ConsumablesAhmed Shaban KotbNo ratings yet
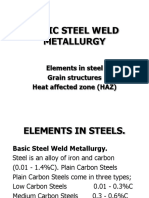
- SC Basic Weld MetallurgyDocument25 pagesSC Basic Weld MetallurgyAhmed Shaban KotbNo ratings yet
- 01 Samss 035Document27 pages01 Samss 035Ahmed Shaban KotbNo ratings yet
- Certified Quality Auditor (ASQ Sample Exam Paper)Document24 pagesCertified Quality Auditor (ASQ Sample Exam Paper)Farhan Shariff86% (7)
- Asme IxDocument132 pagesAsme IxAhmed Shaban Kotb100% (1)
- Heat Treating Industry Processes EquipmentDocument75 pagesHeat Treating Industry Processes EquipmentAhmed Shaban Kotb100% (1)
- 10 DIY Kettle BellDocument7 pages10 DIY Kettle BellcagedraptorNo ratings yet
- Solenoid Valves 3/2 551 553Document12 pagesSolenoid Valves 3/2 551 553frghertyertyergfhdftyertyNo ratings yet
- Ball Valve Catalouge - ParkarDocument60 pagesBall Valve Catalouge - Parkardevesh@inboxNo ratings yet
- Air Bend Force Chart - SheetMetal PDFDocument4 pagesAir Bend Force Chart - SheetMetal PDFsunilbholNo ratings yet
- Heat Treatment and Tooling DesignDocument28 pagesHeat Treatment and Tooling DesignAfzan Noor HisyamNo ratings yet
- A 36 - A 36M - 03 Qtm2ltazqqDocument4 pagesA 36 - A 36M - 03 Qtm2ltazqqfekihassan0% (1)
- As 7703 Iso Fe Serie enDocument8 pagesAs 7703 Iso Fe Serie enprihartono_diasNo ratings yet
- E Line TlsDocument42 pagesE Line TlsmarchentoNo ratings yet
- Questions For RiggersDocument5 pagesQuestions For RiggersJitendra Kumar Anand100% (2)
- Metallurgy Dual Phase Steel: November 29Document4 pagesMetallurgy Dual Phase Steel: November 29roseNo ratings yet
- GoedhartVCI P 2012 en Version1 IDocument24 pagesGoedhartVCI P 2012 en Version1 IRodrigo GonçalvesNo ratings yet
- English For Technical StudentsDocument138 pagesEnglish For Technical StudentshappinesNo ratings yet
- Carbon Steel 1030 Availability from North American SuppliersDocument4 pagesCarbon Steel 1030 Availability from North American SuppliersShailendra SharmaNo ratings yet
- List of en Standards: SR No Code/Standard DescriptionDocument4 pagesList of en Standards: SR No Code/Standard DescriptionAnilNo ratings yet
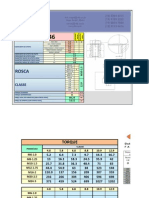
- Torque and clamp load calculation for M10 boltsDocument4 pagesTorque and clamp load calculation for M10 boltsmajonas77No ratings yet
- ASME V Liquid Penentrant ExaminationDocument10 pagesASME V Liquid Penentrant ExaminationAlejandroNo ratings yet
- Heavy Metal PresentationDocument18 pagesHeavy Metal PresentationluvlytemperantalNo ratings yet
- Soldering, Brazing and WeldingDocument18 pagesSoldering, Brazing and WeldingJaydeep Nayak100% (1)
- Magnetic Effects of Stainless SteelDocument2 pagesMagnetic Effects of Stainless SteelIkhsan LyNo ratings yet
- 6 Different Types of Electrical ConduitsDocument2 pages6 Different Types of Electrical Conduitskash30No ratings yet
- Alluminium SheetsDocument7 pagesAlluminium SheetsVaibhav ShuklaNo ratings yet
- ACFAA67 ASTM Specialty HandbookDocument8 pagesACFAA67 ASTM Specialty HandbookSusana PiresNo ratings yet
- Sae SymbolDocument1 pageSae Symbolnate anantathatNo ratings yet
- Stock AnalysisDocument286 pagesStock AnalysisMBNo ratings yet
- Welding Processes PresentationDocument101 pagesWelding Processes PresentationKentDemeterio100% (1)
- Outokumpu Stainless - Steel GradesDocument1 pageOutokumpu Stainless - Steel GradesNshuti Rene FabriceNo ratings yet
- Colour ChartDocument1 pageColour ChartgawaNo ratings yet
- CameronDocument4 pagesCameronhermon_agustio0% (1)
- 0801 1 MineralsDocument48 pages0801 1 MineralsAlexNo ratings yet
- Galvanic ChartDocument2 pagesGalvanic ChartJason WilliamNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)