You might also like
- ARL07008 IIW Design Report (Rev 01)Document72 pagesARL07008 IIW Design Report (Rev 01)Fareed KhanNo ratings yet
- Distribution Standard: Reference REV Title: Distribution Standard Date: OF Revision DateDocument56 pagesDistribution Standard: Reference REV Title: Distribution Standard Date: OF Revision DateWarren MorseNo ratings yet
- SEWA-E-C-001 Fiber Optic CableDocument34 pagesSEWA-E-C-001 Fiber Optic Cablezaheer2931100% (1)
- Design Engineering GuideDocument93 pagesDesign Engineering Guidesmanmugen100% (1)
- 5158 00 PI SPC 0005 - 1 Specification For ValvesDocument38 pages5158 00 PI SPC 0005 - 1 Specification For Valvesأحمد عبدالنعيمNo ratings yet
- Bechtel Corporation Engineering Design Guide FOR Fluid Flow IN Piping SystemsDocument9 pagesBechtel Corporation Engineering Design Guide FOR Fluid Flow IN Piping SystemsCristhianNo ratings yet
- Reference Manual: Power Factor Regulator BLR-CX-R / BLR-CX-TDocument40 pagesReference Manual: Power Factor Regulator BLR-CX-R / BLR-CX-Tbaharuddin amnurNo ratings yet
- Measurement of Fluid Flow in Closed Conduits Using Multiport Averaging Pitot Primary ElementsDocument6 pagesMeasurement of Fluid Flow in Closed Conduits Using Multiport Averaging Pitot Primary ElementsAbdul Hadi ButtNo ratings yet
- Efficiency in Power Transformers.: September 2016Document41 pagesEfficiency in Power Transformers.: September 2016Andres PonceNo ratings yet
- Nfxp4 TWJV SH PRC 00057 BDocument41 pagesNfxp4 TWJV SH PRC 00057 BAbdulhamit KAYYALINo ratings yet
- Design Basis - Package - B224-999-80-43 EDB-1002Document12 pagesDesign Basis - Package - B224-999-80-43 EDB-1002Esakki muthu100% (1)
- Civil Design CriteriaDocument13 pagesCivil Design CriteriaFikriansyahIndraSaputraNo ratings yet
- FOC Spec-CegelegDocument34 pagesFOC Spec-Cegelegprabha haranNo ratings yet
- Wu2013 PDFDocument198 pagesWu2013 PDFKarima Ben salahNo ratings yet
- VSC Report Version1Document51 pagesVSC Report Version1ankur rathiNo ratings yet
- MLX91209 Datasheet MelexisDocument19 pagesMLX91209 Datasheet MelexisSaif AbsarNo ratings yet
- 5210Document55 pages5210bahmanNo ratings yet
- 5158 00 CI SPC 0005 - 0 Specification For Fireproofing (Passive)Document25 pages5158 00 CI SPC 0005 - 0 Specification For Fireproofing (Passive)أحمد عبدالنعيمNo ratings yet
- CLX-Ex Online Residual Chlorine Monitor: Owner'S ManualDocument45 pagesCLX-Ex Online Residual Chlorine Monitor: Owner'S ManualIgor DoroshchukNo ratings yet
- H-10207 99cka 00-002f Fe-Cscs Hydroprocess Application Description - BDocument43 pagesH-10207 99cka 00-002f Fe-Cscs Hydroprocess Application Description - Bnguyen rinNo ratings yet
- UfiSpace CSGR S9500-30XS System SpecificationDocument36 pagesUfiSpace CSGR S9500-30XS System Specificationadilwx30357No ratings yet
- CP034 ManualDocument90 pagesCP034 Manualngoctuyen,ktNo ratings yet
- AP1000 Design Control Document: Tier 2 Master Table of Contents Section TitleDocument32 pagesAP1000 Design Control Document: Tier 2 Master Table of Contents Section TitleBob HavrNo ratings yet
- 00 Ytc MR - Tre 001 EngDocument81 pages00 Ytc MR - Tre 001 EngJessica RodriguezNo ratings yet
- Drp001 Ouf Spe K 000 018 b2 Analyzer SystemDocument87 pagesDrp001 Ouf Spe K 000 018 b2 Analyzer SystemSakthi venkatesh100% (1)
- Kriel Power Station - Delivery Installation and Cabling For Ring Main Units - Technical Specification Rev 3 SignedDocument31 pagesKriel Power Station - Delivery Installation and Cabling For Ring Main Units - Technical Specification Rev 3 SignedrehamNo ratings yet
- EPCI Capacitors and Resistors Mounting SurveyDocument33 pagesEPCI Capacitors and Resistors Mounting SurveyÀngel CandelaNo ratings yet
- SPMAG002 Rev1 Matimba ACC Fan Gearbox Gears Manufacturing Technical Specification SignedDocument13 pagesSPMAG002 Rev1 Matimba ACC Fan Gearbox Gears Manufacturing Technical Specification SignedAminNo ratings yet
- MM-55-3 - Ballast Water Treatment System Operation Manual Annex-463-550Document88 pagesMM-55-3 - Ballast Water Treatment System Operation Manual Annex-463-550Elias Dalens CastroNo ratings yet
- Technical ReportDocument59 pagesTechnical ReportTheophilus OrupaboNo ratings yet
- Air USDocument97 pagesAir USShraddhaNo ratings yet
- Bk51x0en PDFDocument138 pagesBk51x0en PDFLuis LopezNo ratings yet
- D64Rp18 Series B1 Digital Ground Fault Relay D64Rp18 Instruction ManualDocument17 pagesD64Rp18 Series B1 Digital Ground Fault Relay D64Rp18 Instruction ManualCarlosNo ratings yet
- II 08 Instrumentation PDFDocument235 pagesII 08 Instrumentation PDFabdulkidwai2009No ratings yet
- CP053 ManualDocument86 pagesCP053 Manualngoctuyen,ktNo ratings yet
- 41-24 - Design of Earthing SystemsDocument121 pages41-24 - Design of Earthing SystemsPrasad RaviproluNo ratings yet
- Decap PDFDocument89 pagesDecap PDFShivalika Singh100% (3)
- HFY-GEN-CP-SPC-0001 - D Specification For Piping and Pipeline Coating Code-ADocument37 pagesHFY-GEN-CP-SPC-0001 - D Specification For Piping and Pipeline Coating Code-ATahir FadhilNo ratings yet
- Wireless Components: ASK Single Conversion ReceiverDocument38 pagesWireless Components: ASK Single Conversion ReceiverJose M PeresNo ratings yet
- Seismic Isolation Design RequirementsDocument51 pagesSeismic Isolation Design RequirementsArifsalimNo ratings yet
- HSDPA Optimization Report - EricssonDocument96 pagesHSDPA Optimization Report - EricssonnghongvyNo ratings yet
- RK1000 Rockchip PDFDocument57 pagesRK1000 Rockchip PDFsecretobcnNo ratings yet
- 131 AcDocument25 pages131 AcTuấn VũNo ratings yet
- Cywdcb 7 UrDocument36 pagesCywdcb 7 UrTrịnh Quang ThắngNo ratings yet
- HSE PlaneDocument52 pagesHSE PlaneSatish SharmaNo ratings yet
- Artax SoftwareDocument68 pagesArtax SoftwareGavin KavindikizaNo ratings yet
- Pages From 56554411-3Document13 pagesPages From 56554411-3Ada LakNo ratings yet
- HSSM 1Document229 pagesHSSM 1Angel VegaNo ratings yet
- Tda 5200Document43 pagesTda 5200Sameh PhilippNo ratings yet
- LINDocument44 pagesLINRohit D. ChaudhariNo ratings yet
- Specification For Temporary Electrical Supplies For Construction & Maintenance WorkDocument27 pagesSpecification For Temporary Electrical Supplies For Construction & Maintenance WorkvisakhgsNo ratings yet
- 06 01 AspirationDocument42 pages06 01 AspirationROLAN MACALALAD100% (1)
- Piping Stress Analysis Calculation and Reports-2: Adnoc Gas ProcessingDocument2 pagesPiping Stress Analysis Calculation and Reports-2: Adnoc Gas Processingkbtvnr teja100% (2)
- 1mrk117-792 G en Abb 670 Series Version 1.2 - Iec 61850 MicsDocument138 pages1mrk117-792 G en Abb 670 Series Version 1.2 - Iec 61850 MicsCarlos Eduardo Dueñas UribeNo ratings yet
- BHP SpecDocument29 pagesBHP Spectam ngoNo ratings yet
- 4251-FD-00379827 - C - 02 - Piping Layout & DesignDocument22 pages4251-FD-00379827 - C - 02 - Piping Layout & Designsivaguruswamy thangaraj100% (1)
- Enquiry 33404 - Part 4 - Engineering Documents ListDocument98 pagesEnquiry 33404 - Part 4 - Engineering Documents ListRamahNo ratings yet
- Erbium-Doped Fiber Amplifiers: Fundamentals and TechnologyFrom EverandErbium-Doped Fiber Amplifiers: Fundamentals and TechnologyRating: 5 out of 5 stars5/5 (3)
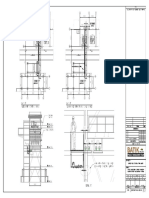
- LAYOUT VERTICAL TRAY PUMP HOUSE-alternatif 2Document1 pageLAYOUT VERTICAL TRAY PUMP HOUSE-alternatif 2Yery Awan SusantoNo ratings yet
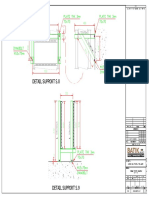
- Detail Support Cable Tray S.8 & S.9Document1 pageDetail Support Cable Tray S.8 & S.9Yery Awan SusantoNo ratings yet
- Study Clash Pipe Platform Coal HandlingDocument1 pageStudy Clash Pipe Platform Coal HandlingYery Awan SusantoNo ratings yet
- Spherical - Tank Erection ProcessDocument30 pagesSpherical - Tank Erection ProcessJavierfox9889% (9)
- GTC Installation Method Rev Rev.0B30.03Document26 pagesGTC Installation Method Rev Rev.0B30.03Yery Awan Susanto100% (1)
- Gas in FlaringDocument42 pagesGas in FlaringYery Awan SusantoNo ratings yet
- Me8381 CadDocument20 pagesMe8381 CadSiva RamanNo ratings yet
- QLASSICDocument64 pagesQLASSICAbd Aziz Mohamed100% (1)
- Presentation 1b - Critical Quality Attributes During PD Lifecycle - T. FinnDocument32 pagesPresentation 1b - Critical Quality Attributes During PD Lifecycle - T. FinnmmmmmNo ratings yet
- BS 7334 Part 5 - Measuring Instruments For Building ConstrucDocument18 pagesBS 7334 Part 5 - Measuring Instruments For Building Construcnawadh athumanNo ratings yet
- Quick Guide To Precision Measuring Instruments: Catalog No. E11003Document52 pagesQuick Guide To Precision Measuring Instruments: Catalog No. E11003Juan Posada GNo ratings yet
- Ashwin - Resume 2018fdDocument2 pagesAshwin - Resume 2018fdManjunath KotagunasiNo ratings yet
- Activity 7.3 Tolerances: © 2012 Project Lead The Way, Inc. IED Activity 7.3 Tolerances - Page 1Document3 pagesActivity 7.3 Tolerances: © 2012 Project Lead The Way, Inc. IED Activity 7.3 Tolerances - Page 1CaBreon WiseNo ratings yet
- CS Steel Pipe Selection GuideDocument40 pagesCS Steel Pipe Selection GuideImran HussainNo ratings yet
- DatumsDocument22 pagesDatumsAlberto LobonesNo ratings yet
- Stieber Clutch Bearings CatalogueDocument96 pagesStieber Clutch Bearings CatalogueCardoso MalacaoNo ratings yet
- Catalogue PDFDocument32 pagesCatalogue PDFDeepak KumarNo ratings yet
- BS en 10113-2-1993 (1998)Document14 pagesBS en 10113-2-1993 (1998)Martijn Groot100% (1)
- ASTM A600-92a High Speed SteelDocument14 pagesASTM A600-92a High Speed SteelRidhoPutranovaRahmatNo ratings yet
- Design and Analysis of A Two Stage Reduc PDFDocument74 pagesDesign and Analysis of A Two Stage Reduc PDFVijay KrishnasamyNo ratings yet
- Tolanalyst PDFDocument7 pagesTolanalyst PDFvipulNo ratings yet
- TV4000 PDFDocument6 pagesTV4000 PDFLe DucNo ratings yet
- DD Env 10080-1996Document31 pagesDD Env 10080-1996Ialomiteanu DanNo ratings yet
- BS EN 295-1 - 1991 Vitrified Clay Pipes and Fittings and Pipe Joints For Drains and Sewers PDFDocument20 pagesBS EN 295-1 - 1991 Vitrified Clay Pipes and Fittings and Pipe Joints For Drains and Sewers PDFwastedsunsetsNo ratings yet
- IntroductionDocument24 pagesIntroductionVictor PirvulescuNo ratings yet
- 2021 Book AdvancesOnMechanicsDesignEnginDocument449 pages2021 Book AdvancesOnMechanicsDesignEnginisabelNo ratings yet
- Dip Reading Management: ContentsDocument22 pagesDip Reading Management: Contentsrgil252No ratings yet
- Taguchi Loss FunctionDocument19 pagesTaguchi Loss FunctionSabir AliNo ratings yet
- ISO 1328-1 1995 Vs 2013 COMPARISON - 196-199Document5 pagesISO 1328-1 1995 Vs 2013 COMPARISON - 196-199FarzanNo ratings yet
- A 125 - 96 (2013) E1Document6 pagesA 125 - 96 (2013) E1ruben carcamo100% (1)
- Production Part Approval Process (PPAP) Submission AssessmentDocument15 pagesProduction Part Approval Process (PPAP) Submission Assessmentffppxxzz100% (1)
- BC Wire Rope 2017 Product Catalog Full PDFDocument88 pagesBC Wire Rope 2017 Product Catalog Full PDFogun tokucNo ratings yet
- OrientationDocument39 pagesOrientationKumar ChowdaryNo ratings yet
- SM WA450-3 SN 53001-Up SEBM015501.PDF-part-6Document47 pagesSM WA450-3 SN 53001-Up SEBM015501.PDF-part-6Anyelo BravoNo ratings yet
- Drawing SymbolsDocument56 pagesDrawing Symbolsmohan reddyNo ratings yet
- MotorDocument16 pagesMotorjakkakiransNo ratings yet