Professional Documents
Culture Documents
Cylinder Filling Plants and Bulk Transfer Facilities For Depots and Filling Plants
Uploaded by
Sivareddy InduriOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Cylinder Filling Plants and Bulk Transfer Facilities For Depots and Filling Plants
Uploaded by
Sivareddy InduriCopyright:
Available Formats
DEP SPECIFICATION
CYLINDER FILLING PLANTS AND BULK TRANSFER
FACILITIES FOR DEPOTS AND FILLING PLANTS
Copyright Shell Group of Companies. No reproduction or networking permitted without license from Shell. Not for resale
DEP 30.06.10.14-Gen.
February 2013
DESIGN AND ENGINEERING PRACTICE
DEM1
© 2013 Shell Group of companies
All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, published or transmitted, in any form or by any means, without the prior
written permission of the copyright owner or Shell Global Solutions International BV.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 2
PREFACE
DEP (Design and Engineering Practice) publications reflect the views, at the time of publication, of Shell Global Solutions
International B.V. (Shell GSI) and, in some cases, of other Shell Companies.
These views are based on the experience acquired during involvement with the design, construction, operation and
maintenance of processing units and facilities. Where deemed appropriate DEPs are based on, or reference international,
regional, national and industry standards.
The objective is to set the standard for good design and engineering practice to be applied by Shell companies in oil and
gas production, oil refining, gas handling, gasification, chemical processing, or any other such facility, and thereby to help
achieve maximum technical and economic benefit from standardization.
The information set forth in these publications is provided to Shell companies for their consideration and decision to
implement. This is of particular importance where DEPs may not cover every requirement or diversity of condition at each
locality. The system of DEPs is expected to be sufficiently flexible to allow individual Operating Units to adapt the
information set forth in DEPs to their own environment and requirements.
When Contractors or Manufacturers/Suppliers use DEPs, they shall be solely responsible for such use, including the
quality of their work and the attainment of the required design and engineering standards. In particular, for those
requirements not specifically covered, the Principal will typically expect them to follow those design and engineering
practices that will achieve at least the same level of integrity as reflected in the DEPs. If in doubt, the Contractor or
Manufacturer/Supplier shall, without detracting from his own respons bility, consult the Principal.
The right to obtain and to use DEPs is restricted, and is typically granted by Shell GSI (and in some cases by other Shell
Companies) under a Service Agreement or a License Agreement. This right is granted primarily to Shell companies and
other companies receiving technical advice and services from Shell GSI or another Shell Company. Consequently, three
categories of users of DEPs can be distinguished:
1) Operating Units having a Service Agreement with Shell GSI or another Shell Company. The use of DEPs by these
Operating Units is subject in all respects to the terms and conditions of the relevant Service Agreement.
2) Other parties who are authorised to use DEPs subject to appropriate contractual arrangements (whether as part of
a Service Agreement or otherwise).
3) Contractors/subcontractors and Manufacturers/Suppliers under a contract with users referred to under 1) or 2)
which requires that tenders for projects, materials supplied or - generally - work performed on behalf of the said
users comply with the relevant standards.
Subject to any particular terms and conditions as may be set forth in specific agreements with users, Shell GSI disclaims
any liability of whatsoever nature for any damage (including injury or death) suffered by any company or person
whomsoever as a result of or in connection with the use, application or implementation of any DEP, combination of DEPs
or any part thereof, even if it is wholly or partly caused by negligence on the part of Shell GSI or other Shell Company. The
benefit of this disclaimer shall inure in all respects to Shell GSI and/or any Shell Company, or companies affiliated to these
companies, that may issue DEPs or advise or require the use of DEPs.
Without prejudice to any specific terms in respect of confidentiality under relevant contractual arrangements, DEPs shall
not, without the prior written consent of Shell GSI, be disclosed by users to any company or person whomsoever and the
DEPs shall be used exclusively for the purpose for which they have been provided to the user. They shall be returned after
use, including any copies which shall only be made by users with the express prior written consent of Shell GSI. The
copyright of DEPs vests in Shell Group of companies. Users shall arrange for DEPs to be held in safe custody and Shell
GSI may at any time require information satisfactory to them in order to ascertain how users implement this requirement.
All administrative queries should be directed to the DEP Administrator in Shell GSI.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 3
TABLE OF CONTENTS
1. INTRODUCTION ........................................................................................................ 4
1.1 SCOPE........................................................................................................................ 4
1.2 DISTRIBUTION, INTENDED USE AND REGULATORY CONSIDERATIONS ......... 4
1.3 DEFINITIONS ............................................................................................................. 4
1.4 CROSS-REFERENCES ............................................................................................. 7
1.5 SUMMARY OF MAIN CHANGES ............................................................................... 7
1.6 COMMENTS ON THIS DEP ....................................................................................... 7
1.7 DUAL UNITS ............................................................................................................... 7
1.8 BASIC PRINCIPLES ................................................................................................... 8
2. CYLINDER FILLING AND STORAGE ....................................................................... 8
2.1 GENERAL ................................................................................................................... 8
2.2 DESIGN, LAYOUT AND CYLINDER FILLING EQUIPMENT ..................................... 9
2.3 BUILDINGS ............................................................................................................... 11
2.4 CYLINDER STORAGE ............................................................................................. 12
2.5 MOVEMENT OF CYLINDERS.................................................................................. 13
2.6 SPECIAL HANDLING EQUIPMENT ......................................................................... 15
2.7 IN-LINE HANDLING AND FILLING EQUIPMENT .................................................... 16
2.8 WORKSHOP EQUIPMENT ...................................................................................... 19
2.9 ELECTRICAL EQUIPMENT ..................................................................................... 21
2.10 PIPING AND LAYOUTS ........................................................................................... 22
2.11 MISCELLANEOUS SERVICES ................................................................................ 23
3. BULK TRANSFER ................................................................................................... 24
3.1 LOADING/DISCHARGING FACILITIES ................................................................... 24
3.2 PUMPS AND COMPRESSORS ............................................................................... 25
3.3 METERS ................................................................................................................... 25
3.4 ODORISATION FACILITIES..................................................................................... 25
3.5 SAFEGUARDING SYSTEMS - EMERGENCY SHUTDOWN .................................. 25
3.6 FIRE SAFETY REQUIREMENTS ............................................................................. 25
3.7 BULK VEHICLE LOADING AND UNLOADING ........................................................ 28
3.8 BULK VEHICLE LOADING PRODUCT CONTROL - EQUIPMENT AND
PROCEDURES ......................................................................................................... 30
3.9 RAIL TANK WAGON LOADING AND UNLOADING ................................................ 32
4. ADDITIONAL REQUIREMENTS FOR BULK TRANSPORT BY MARINE
TANKERS AND OTHER WATERBORNE CRAFT.................................................. 33
4.1 GENERAL ................................................................................................................. 33
4.2 EMERGENCY SHUTDOWN SYSTEMS .................................................................. 33
4.3 LOADING ARMS/HOSES ......................................................................................... 34
4.4 EARTHING AND BONDING ..................................................................................... 35
5. REFERENCES ......................................................................................................... 36
APPENDICES
APPENDIX A HAZARDOUS ZONES AND APPROPRIATE PRECAUTIONS ..................... 38
APPENDIX B DRAWINGS AND FIGURES FOR DEPOT AND FILLING PLANT
INSTALLATIONS ............................................................................................ 51
APPENDIX C METHOD OF ESTABLISHING THE DIFFERENTIAL PRESSURE
REQUIRED FOR A BULK ROAD VEHICLE PUMP ....................................... 61
APPENDIX D TYPICAL RAIL HEAD DESIGN AND LAYOUT FOR RAIL TO ROAD
LPG TRANSFER ............................................................................................. 65
APPENDIX E TERMINAL REQUIREMENTS FOR BULK TRANSPORT BY TANKERS
AND OTHER WATERBORNE CRAFT ........................................................... 66
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 4
1. INTRODUCTION
1.1 SCOPE
This DEP specifies requirements and gives recommendations for the layout, location,
safety and operability aspects of receipt, filling and dispatch facilities in LPG depots and
filling plants. LPG includes commercial propane, commercial butane and mixtures thereof.
This DEP closely aligns with DEP 30.06.10.16-Gen. that covers LPG pressure vessel
storage at ambient temperatures in fixed cylindrical vessels and spheres and
DEP 30.06.10.13-Gen. that covers LPG bulk road, rail and pipeline transportation.
This DEP does not cover;
a) LPG pressure vessel storage at ambient temperatures in fixed cylindrical vessels
and spheres
b) LPG cylinders or cartridges
c) LPG Transportation
d) Refrigerated LPG storage
e) LPG fuelling and storage at Retail sites.
This DEP contains mandatory requirements to mitigate process safety risks in accordance
with Design Engineering Manual DEM 1 – Application of Technical Standards.
This DEP (now reintroduced) was previously withdrawn in November 1994; see (1.5).
1.2 DISTRIBUTION, INTENDED USE AND REGULATORY CONSIDERATIONS
Unless otherwise authorised by Shell GSI, the distribution of this DEP is confined to Shell
companies and, where necessary, to Contractors and Manufacturers/Suppliers nominated
by them. Any authorised access to DEPs does not for that reason constitute an
authorisation to any documents, data or information to which the DEPs may refer.
This DEP is intended for use in facilities related to distribution and supply/marketing. This
DEP may also be applied in other similar facilities.
When DEPs are applied, a Management of Change (MOC) process shall be implemented;
this is of particular importance when existing facilities are to be modified.
If national and/or local regulations exist in which some of the requirements could be more
stringent than in this DEP, the Contractor shall determine by careful scrutiny which of the
requirements are the more stringent and which combination of requirements will be
acceptable with regards to the safety, environmental, economic and legal aspects. In all
cases, the Contractor shall inform the Principal of any deviation from the requirements of
this DEP which is considered to be necessary in order to comply with national and/or local
regulations. The Principal may then negotiate with the Authorities concerned, the objective
being to obtain agreement to follow this DEP as closely as possible.
1.3 DEFINITIONS
1.3.1 General definitions
The Contractor is the party that carries out all or part of the design, engineering,
procurement, construction, commissioning or management of a project or operation of a
facility. The Principal may undertake all or part of the duties of the Contractor.
The Manufacturer/Supplier is the party that manufactures or supplies equipment and
services to perform the duties specified by the Contractor.
The Principal is the party that initiates the project and ultimately pays for it. The Principal
may also include an agent or consultant authorised to act for, and on behalf of, the
Principal.
The word shall indicates a requirement.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 5
The capitalised term SHALL [PS] indicates a process safety requirement.
The word should indicates a recommendation.
1.3.2 Specific definitions
Term Definitions
ALARP As Low As Reasonably Practicable. The point at which the cost (in time,
money and effort) of further Risk reduction is grossly disproportionate to
the Risk reduction achieved.
CBM Conventional Buoy Mooring
Cylinder A refillable, portable pressure vessel of up to 150 litres (40 gal) water
capacity designed and manufactured to a recognised standard.
Cylinder A shut-off device, which may be self-closing or closed manually (i.e., hand
Valve wheel type), designed to isolate the cylinder from the service application.
DBV Double (interlocked) block valves associated with ERS.
Enforcing This is the authority responsible for enforcing national and local health and
Authority safety legislation and other relevant statutory requirements. (Can either be
a national body or a local authority).
ERC Emergency Release Coupling
ERS Emergency Release System; a system for quickly and safely
disconnecting with minimal product spillage, consisting of a PERC and
two isolation valves (DBVs), one upstream and one downstream of the
coupler
ESD Emergency Shut Down
ESD-1 Emergency shutdown of the transfer operation in a quick controlled
manner by closing the shutdown valves and stopping the transfer pumps.
On board ships, this stage is commonly referred to as emergency
shutdown (ESD).
ESD-1 Emergency shutdown of the transfer operation (ESD-1) and simultaneous
uncoupling of the LAs (operation of the PERC) after closure of both the
DBVs.
Evaporation Safe ground adjacent to LPG storage vessel(s) where LPG can evaporate
Area and disperse safely.
Filling Plant A place where LPG cylinders of all types are filled with LPG, tested and)
maintained, including buildings, service areas and bulk storage tanks.
Fire A material’s ability to resist a fire for specific periods of time, if tested from
Resisting either side, whilst still retaining properties of insulation, integrity and
stability.
Fire Wall A screen, wall, or dividing partition set up in open air to protect LPG
(Radiation vessels, pipes or equipment from radiated heat and to ensure enough
Wall) dispersion distance in the event of a leak from a protected vessel.
Flameproof Type of protection in which the parts which can ignite an explosive
atmosphere are placed in an enclosure which can withstand the pressure
developed during an internal explosion of an explosive mixture and which
prevents the transmission of the explosion to the explosive atmosphere
surrounding the enclosure. (Taken from IEC 60079).
GRP Glass-fibre Reinforced Plastic
GVW Gross Vehicle Weight
Hazardous Area in which an explosive gas atmosphere is present, or may be
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 6
Term Definitions
Zone expected to be present, in quantities such as to require special
precautions for the construction, installation and use of apparatus.
HEMP Hazards and Effects Management Process
High Risk A high population density within 500 m (1640 ft) of the installation, (e.g.,
Location blocks of flats) low mobility population (e.g., hospital, home for elderly) or
public building such as library, concert hall, school).
ISO International Organization for Standardization.
Large >15 Kg (33 lb)
Cylinder
LFL Lower Flammability Limit
Liquefied The generic description of liquefiable gases mainly comprising C3 and C4
Petroleum hydrocarbons.
Gas (LPG)
Mounded A storage vessel partly buried or above ground and covered by a mound
Vessel of earth or other inert material.
Nominally A cylinder that has had most but not necessarily all LPG liquid removed
Empty and still contains LPG vapour.
Cylinder
Non- Will not support combustion when tested in accordance with recognised
Combustible standards.
Material
OCIMF Oil Companies International Marine Forum
PERC Powered emergency release coupling
PLC Programmable Logic Controller - is a digital computer used for automation
of electromechanical processes. Unlike general-purpose computers, the
PLC is designed for multiple inputs and output arrangements, extended
temperature ranges, immunity to electrical noise, and resistance to
vibration and impact. Programs to control machine operation are typically
stored in battery-backed-up or non-volatile memory (can retain the stored
information even when not powered).
Point of The point at which liquid transfer connections and disconnections are
Liquid made.
Transfer
PPE Personal Protective Equipment
PRV Pressure Relief Valve. A device fitted to an LPG tank or cylinder which
releases pressure when a pre-set gas pressure occurs.
PTW Permit To Work
QCDC Quick Connect/DisConnect couplings
RCCB Residual Current Circuit Breaker
ROV - A shut-off valve that can be activated remotely to automatically shut when
Remotely engulfed by fire, deprived of actuating power or some other hazardous
Operated condition is detected.
Emergency
Shut Down
Valve
RTW Rail Tank Wagon
Separation The horizontal distance between a specified feature and the nearest part
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 7
Term Definitions
Distance of a storage vessel.
SIGTTO Society of International Gas Tanker and Terminal Operators Limited
Small ≤15 Kg (33 lb)
Cylinder
Underground A storage vessel buried below ground level.
Vessel
Vessel A container or tank of over 150 litres (40 gal) water capacity designed and
manufactured to a recognised pressure vessel code.
Water The water volume (in litres [gal] of water) that will completely fill a vessel.
Capacity
1.4 CROSS-REFERENCES
Where cross-references to other parts of this DEP are made, the referenced section
number is shown in brackets ( ). Other documents referenced by this DEP are listed in (5).
1.5 SUMMARY OF MAIN CHANGES
This is a re-introduction of a DEP of the same number withdrawn in November 1994. This
has been a major revision, and the changes are too numerous to list here.
1.6 COMMENTS ON THIS DEP
Comments on this DEP may be submitted to the Administrator using one of the following
options:
Shell DEPs Online Enter the Shell DEPs Online system at
https://www.shelldeps.com
(Users with access to
Shell DEPs Online) Select a DEP and then go to the details screen for
that DEP.
Click on the “Give feedback” link, fill in the online
form and submit.
DEP Feedback System Enter comments directly in the DEP Feedback
(Users with access to System which is accessible from the Technical
Shell Wide Web) Standards Portal http://sww.shell.com/standards.
Select “Submit DEP Feedback”, fill in the online form
and submit.
DEP Standard Form Use DEP Standard Form 00.00.05.80-Gen. to record
(Other users) feedback and email the form to the Administrator at
standards@shell.com.
Feedback that has been registered in the DEP Feedback System by using one of the above
options will be reviewed by the DEP Custodian for potential improvements to the DEP.
1.7 DUAL UNITS
This DEP contains both the International System (SI) units, as well as the corresponding
US Customary (USC) units, which are given following the SI units in brackets. When
agreed by the Principal, the indicated USC values/units may be used.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 8
1.8 BASIC PRINCIPLES
Equipment
All equipment used in LPG service shall be suitable for use with LPG, type approved,
meeting recognised standards and suitable for all operating conditions that the equipment
is likely to encounter during its service life. All fire safe, fail safe or electrical equipment and
piping shall be procured with relevant material certificates which shall be kept as a matter of
record.
2. CYLINDER FILLING AND STORAGE
Note that the following items are outside the scope of this DEP.
Refer to DEP 30.06.10.16-Gen. for:
• Bulk Storage Vessels
• Vessel Fittings, Pumps, Compressors, Piping
• Hazardous Area Classification for Electrical Equipment
• Security, Fire Precautions
2.1 GENERAL
a) LPG cylinder storage and filling plants vary considerably in layout and size
dependent upon the size limitations as well as the number of products being handled
and the number, size and type of cylinder filled; the method of product supply also
has a significant effect.
b) A decision should be made at the outset whether to go for minimum investment at
the start and invest further when production volume increases, or to invest in the
longer term solution from the start. This decision will be influenced by stability and
maturity of the market, cost of local labour and ability to maintain and support
advanced technology locally.
c) The smallest possible filling plant will be comprised of an LPG storage vessel and
one or more cylinder filling machines which are loaded manually with cylinders. The
next stage in size of filling plant would be to serve a number of in-line filling
machines with a chain or roller conveyor system. The largest capacity filling plants
will have carousels and chain conveyor systems. In practice at a large filling plant, a
combination of all these sizes of filling facility would be used, as there will be cylinder
types with a limited market volume that do not justify a high volume filling system.
d) The extent of automation in the design generally has a direct correlation with the
local cost of labour. All tasks associated with the handling, sorting, testing, filling and
transporting of cylinders can be automated, so that there is only the requirement for
manual intervention when a fault occurs in the system, however this is expensive.
e) As soon as it is economically viable, two or more storage vessels should be provided
for each of the products handled in order to cover emergency situations as well as
periodic inspection/testing/maintenance
f) Cylinder filling and storage may be located outdoors, on roofed plots or within
custom built filling and storage sheds.
g) Filling and storage shall be separated either by space, walls or water screens or a
combination of them.
h) When more than one product is handled, design should minimise the risk of cylinders
being filled with the wrong product.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 9
2.2 DESIGN, LAYOUT AND CYLINDER FILLING EQUIPMENT
2.2.1 Design
2.2.1.1 Design - Data
The following data are among the more important aspects which need to be considered:
a) The number of products to be handled.
b) The number of cylinder types/sizes to be filled and the number of cylinder valve
variants involved.
c) The throughput per product per cylinder size/type per cylinder valve variant for a
minimum period of five years.
d) Number of days worked per year and whether single or double shift.
e) Variation between average daily/weekly/monthly throughputs and peak
daily/weekly/monthly.
f) Market Cost Drivers: Local cost of labour, margin, utilities costs, etc.
g) Mode of inward and outward flow of cylinders, e.g., road or rail and parcel sizes.
h) Number of cylinders to be washed, repainted, tested, etc., e.g., as a percentage of
throughput.
i) How is bulk product received? Is bulk filling required? If so, throughput estimates for
five years by product should be available.
j) What stock of empty and full cylinders is to be held (based on distribution logistics)?
2.2.1.2 Design - Security
Boundary fence – Filling plants shall be enclosed with an industrial grade fence not less
than 1.8 m (5 ft 11 in) in height that has no less than two exits to allow safe exit under all
wind directions, which are not next to each other and are always freely accessible and
unlocked during operations. Where neighbouring properties prevent the installation of more
than one exit, the one exit shall be located at least 50 m (165 ft) from LPG installations.
Parts of the perimeter fence may be made up of radiation or other walls
2.2.1.3 Design - Area classification and appropriate precautions
All hazardous areas shall be clearly identified according to their zone classification and
marked accordingly.
For hazardous zone classification refer to (2.9.2). See also (Appendix A). This information
shall be documented on the site master plan.
Note that hazardous area classification is not linked in any way to separation distances.
Separation distances exist to increase safety by permitting access, reducing potential for
contact with risks, etc., whereas hazardous areas exist to prevent ignition of potentially
explosive atmospheres.
2.2.1.4 Design - Wind direction
The site shall have a wind direction indicator sited prominently to ensure that in the event of
an incident producing a release of gas the direction of travel will be readily apparent.
2.2.1.5 Design - Restricted access
The site shall be designed to restrict access to the general public, particularly to hazardous
zones.
Similarly, the site shall be designed to limit access to dealers, distributors, bulk Contractors
and rail operators, etc., to areas they require access only (e.g., the rail receipt area should
be fenced off to control rail operator access to the rest of the site).
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 10
2.2.2 Layout
2.2.2.1 Layout general
The layout of cylinder filling and storage facilities should be such that:
a) Good access is available for cylinder carrying vehicles.
b) Loading/unloading platforms are suitable for the number and size/type of vehicles
involved and with sufficient space for cylinders if movement is not directly from
vehicle to conveyor and vice versa.
c) There is adequate space or time for pre and post cylinder filling inspections/tests.
d) There is adequate space for the safe storage of both full and empty cylinders and
that this is segregated from filling and working areas (testing, revalving, etc.).
e) Maximum use is made of in-line facilities, i.e., location of equipment on the
conveyors, in order to minimise the movement of cylinders on and off conveyors and
minimise handling in general.
f) There is a simple/unimpeded flow of cylinders from unloading platform through
filling/working areas back to the loading area.
g) Filling facilities will be provided with a continuous supply of cylinders for filling and
that these will be quickly and effectively removed once filled.
h) Cylinder washing and painting facilities are sufficiently apart for atmospheric air
drying if driers are not provided.
i) Quick evacuation is possible in emergencies.
j) Opportunities for handling an expanded throughput are considered.
2.2.2.2 Layout of a basic cylinder filling plant
(Appendix B, Figure B.1) illustrates a basic cylinder filling plant (4 filling machines manually
loaded by an operator) handling up to about 100 domestic type cylinders per hour on a
single shift. Cylinder washing, painting and inspection and post filling checks take place at
other manual process stations.
2.2.2.3 Layout of a small sized cylinder filling plant
(Appendix B, Figure B.2) illustrates a layout for a small sized cylinder filling plant (in-line
filling system with filling machines in-line with the chain conveyor) handling up to about 200
domestic type cylinders/hr, i.e., approximately 4,000 tonnes per annum (tpa) on single shift
which includes cylinder washing, painting and inspection and post filling checks. The
conveyor is a continuous circuit designed for direct movement of cylinders from vehicles
onto it and vice versa. Expansion has been provided for by allowing space for a larger
carousel and for additional large cylinder filling scales.
2.2.2.4 Layout of a medium sized cylinder filling plant
(Appendix B, Figure B.3) illustrates a layout for a medium sized cylinder filling plant
handling up to about 600 domestic type cylinders/hr plus up to about 20/30 large
cylinders/hr, i.e., approximately 10,000 tonnes per annum (tpa) on single shift which
includes in-line cylinder washing, painting and inspection and post filling checks. The
conveyor is a continuous circuit designed for direct movement of cylinders from vehicles
onto it and vice versa. Expansion has been provided by allowing space for a larger carousel
and for additional large cylinder filling scales.
As and when the economics are favourable, more sophisticated machines could be added
to the conveyor system to handle, e.g., automatic checkweighing, leak testing and
automatic cylinder identification. Similarly, the layout would not prevent the introduction of
palletisation if this were allowed.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 11
2.2.2.5 Layout of a highly mechanised cylinder filling plant
(Appendix B, Figure B.4) illustrates a layout of a highly mechanised/partly automated
cylinder filling plant as designed by Kosan Crisplant, which can handle approximately
25,000 tpa on a single shift basis.
Cylinders arrive and leave the plant in pallets of 35 x 13 kg/unit (29 lb/unit) and are virtually
untouched by hand throughout the plant. The latest filling plants utilise barcodes or radio
frequency (rf) chips on each cylinder which allows the equipment to identify cylinder
product, net weight, tare weight, valve type and retest date, removing the need for any
operator intervention in the filling process.
2.2.3 Safety distances
The safety distances required for cylinder filling and storage areas/sheds and for cylinder
storage areas/shed are illustrated in (Appendix B, Figure B.5). The distances shown are
minimum and where deflection walls are used the required distances are the shortest
routes around the deflection wall to the boundary wall/building.
2.3 BUILDINGS
2.3.1 Structure
Buildings should be:
• of fire resistant material
• suit local climatic conditions
• either a roof structure alone or an open sided structure with cladding. The bottom of
the cladding finishing at least 2 m (6 ft 7in) above floor/platform level (when climatic
conditions are favourable).
Where climatic conditions require closed buildings, special attention shall be given to
ventilation, gas level in air monitoring and emergency evacuation (as well as the normal
building requirements).
2.3.2 Platforms/Floors
Floor levels – Floors within filling buildings shall be no lower than ground level. Whether
floors are raised or not, there shall be no unventilated spaces or recesses below floor level
where gas could accumulate.
Floor/ground openings – Any openings in the floor shall be ventilated adequately to avoid
the build-up of LPG vapour and there shall be no pits or ground depressions in the filling
building.
Usually platforms at truck deck height are provided to facilitate loading/unloading of road
vehicles. Whether the whole cylinder filling and storage area is at platform height or ground
level, will depend on the equipment used (particularly if there is a conveyor system).
Platforms and floors should be constructed of, or surfaced with, materials suitable to
withstand the impact of LPG cylinders, e.g., concrete (special finishes with non-sparking
characteristics are not considered essential).
Pits and channels in flooring should be avoided as far as possible. Where necessary for
conveyors, etc., they shall be sloped and provided with low level passageways to the free
air for ventilation and removal of water.
Floors and channels should be sloped to facilitate water draining both for washing down
and testing of water spray systems.
2.3.3 Ventilation
Adequate ventilation at floor and eaves level is essential. If natural ventilation is insufficient,
forced draught ventilation should be applied. The capacity should be based on the
requirement that under normal operating conditions, the air will never contain more than
25 % LFL.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 12
In large throughput plants in which filling capacity may be concentrated in small areas, e.g.,
carousels, extractor systems in such areas should be considered even when open-sided
structures are used.
Filling buildings shall have the following ventilation:
• In buildings with one open side - Low level vents in the opposite wall of at least
1.5 % of its surface area.
• In buildings with weather protection or other shutter systems – Filling shall
only be carried out when shutters are open, and filling operations shall shut down
automatically, with electric interlocks, if the shutters are closed.
• In buildings with no open sides – Floor level vents shall be provided (1.5 % of
wall area) combined with a ducted extractor fan system. The ducted fan system
shall draw evenly from the filling points with sufficient capacity to disperse LPG
vapour quickly enough to a safe height in the outside atmosphere and prevent it
ever rising above 25 % of the Lower Flammability Limit (LFL) under any conditions
in the ducting. The fan motor shall be suitable for Zone 1 operation and electrically
interlocked with the LPG supply to prevent unventilated filling.
• In buildings with two or more permanently open sides – No additional
ventilation is needed.
2.3.4 Fire resistance
All parts of a filling building structure shall be constructed of non-combustible material. Side
walls shall be fire resistant (Tested in accordance with ISO 834-1:1999) to a standard of at
least 2 hours.
2.3.5 Separation
Recommended separation distances are as shown in (Appendix B, Figure B.5).
2.3.6 Vehicle loading/unloading areas
All ground areas around a filling hall for loading/unloading should be constructed of
concrete as best practice, but if bitumen is used, it shall be to a highway grade
specification.
2.4 CYLINDER STORAGE
2.4.1 Segregation
Incoming cylinders shall be checked for satisfactory condition before transfer to the filling
equipment. If cylinder checking is not carried out on the conveyor system, then sufficient
space shall be provided in the platform/storage area.
Where practicable, incoming cylinders should move directly to the conveyor system and be
checked on it (in order to minimise manhandling). When conveyor systems are full,
offloading into the storage area is necessary. It is safety critical to visually check the
undersides of cylinders for corrosion. Where checking takes place on the conveyor, a mirror
shall be placed under the conveyor to facilitate this checking.
2.4.2 Empty and full cylinders
General
Storage space shall be adequate for the number of cylinders to be handled and will be
affected by the types/sizes involved. Allowing for gangways between stacks the 108 litre
2 2
(28.5 gal) water capacity type, large cylinder requires approximately 1 m (10.76 ft ) floor
area per 4 cylinders whereas the small cylinder, e.g., 26.2 litre (6.9 gal) water capacity
2 2
requires approximately 1 m (10.76 ft ) per eleven cylinders for stacks of reasonable height.
Full and empty cylinders shall be stored separately, in clearly delineated areas. Within
these areas cylinders should also be separated into different products and type/size.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 13
For safety reasons, the number of filled cylinders held in storage should be kept within the
site storage design limits, often legally regulated by the site operating license.
Large cylinders should be stacked vertically in rows of four with gangways between stacks.
Small cylinders should be in rows of up to 4 with a gangway between each stack of 4 rows
and between any stack and the wall or fence of the area. Cylinders should not be stacked
higher than is convenient for manhandling (three or four high).
Cylinders can be stored on pallets to suit the pallet design. Loaded pallets should be
stacked in single or double rows with gangways between double rows, and between stacks
and walls or fences of the storage area. Pallets should be stacked no higher than is suitable
for the mechanical handling equipment in use, type of pallet and the stability of the stack.
Gangways between cylinder stacks shall be wide enough for manhandling cylinders and for
easy manoeuvring of mechanical handling equipment and pallets.
If trailers or semi-trailers are used for cylinder transport, these can be used as storage
units.
2.5 MOVEMENT OF CYLINDERS
2.5.1 General
Appropriate mechanical handling equipment should be provided for the handling of
cylinders. Small cylinders (≤15 kg (33 lb)) may be lifted manually. Large cylinders (>15 kg
(33 lb)) may be rolled on their foot rings. In small plants, cylinders may be moved by hand-
barrows/trolleys, jack-lift trucks, etc., but in large plants powered conveyors are usual. Fork-
lift trucks handling pallets are always used in large plants.
2.5.2 Simple handling equipment
a) Hand Barrows/Flat Trolleys
Double wheeled barrows with curved rails on which cylinders rest may be-used,
especially for tall cylinders. Flat trolleys with railings can also be used.
b) Skid Platforms/and Jack-lift Trucks
For handling six or eight large cylinders or a greater number of small cylinders, this
is a practical combination. The skid platform or pallet has a flat top and a light
shaped hood to drop over the tops of the cylinders to keep them stable. The jack-lift
truck raises the skid platform just clear of the floor with one stroke of the operating
lever.
2.5.3 Fork-lift trucks
When large numbers of cylinders are involved, particularly if palletisation has been
introduced, fork-lift trucks may be considered both as the cylinder conveyance or as a feed
to conveyor systems as in the highly mechanised/automated cylinder filling plants.
Fork-lift trucks shall not be used in the filling area as this is normally a Zone 2 hazardous
area. Fork-lift trucks may be used in storage areas. Fork-lift trucks may be used in all
unzoned areas, which includes cylinder storage areas. Refer to (Appendix A, Table A.4
area classification.
2.5.4 Conveyors
a) General
The choice of conveyor will depend on the layout of the plant, the throughput and
the operating procedures.
All parts of conveyors should be easily accessible for maintenance/repair.
Various types of conveyors are available but the most commonly used for cylinder
handling are roller conveyors and powered chain conveyors.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 14
Overhead mono-rail conveyors have been used in the past particularly with capped
cylinders but with the switch to shrouded cylinders, the advantages of the powered
chain conveyor, and their high maintenance cost has resulted in their almost total
replacement.
b) Gravity Roller Conveyors
These conveyors are provided with seamless steel rollers, having ball bearings and
with a roller pitch to suit the diameter of the cylinders. Conveyor slope varies with
the conditions, but as a general rule for straight sections, a slope of 3 % - 4 % for
empty and 2 % - 3 % for full cylinders can be assumed which should be increased
by up to approximately 50 % for bends.
Adjustable supports are recommended to allow for adjustment of the slope of the
various sections in a gravity roller conveyor installation.
If different types of cylinders have to be handled on the same conveyor, it is
recommended to choose slopes matching the cylinders with the major offtake.
Small sections of horizontal roller conveyors are normally used in mechanised
plants at the filling points.
c) Portable Conveyors
Portable roller conveyors can be used and are particularly useful for
loading/unloading trucks/rail cars.
d) Powered Roller Conveyors
These conveyors are of similar design to the gravity roller conveyors but are
equipped with a driving mechanism which may consist of a rotating flat roller belt
mounted under the rollers, or a chain transmission between the individual rollers.
Powered roller conveyors are normally used in combination with gravity roller
conveyors in order to avoid steep slopes which can cause cylinder instability
problems.
e) Powered Chain Conveyors
Powered chain conveyors consist of chains running in U sections located between
outer guides. The chains may slide on the steel U section in which case they are
noisy. Lubrication is necessary (soap solution) or the chain may slide on a plastic
friction plate which rests on the bottom of the U section.
1, 2 or 3 adjacent chains are used depending on the range of cylinder foot ring
diameters which have to be accommodated.
Driving units fitted with tensioning units draw the chain by sections. The number of
driving units is determined by the layout required and the load to be carried.
Chain conveyors are frequently assembled in channels in the floor thus minimising
the effort of loading and unloading them. They are also used on the floor and in
structures at convenient height above the floor.
Powered chain conveyors are advantageous because they cope with changes in
elevation and because cylinders on them may be stopped/held at any point in the
circuit without stopping the conveyor itself and thus, without stopping the
movement of other cylinders in other parts of the circuit.
The use of a powered chain conveyor facilitates the direct movement of cylinders
from transport vehicle to filling and handling facilities and vice versa. Also powered
chain conveyors facilitate the use of in-line equipment such as washer/brushing
units, painting booths and testing machines, thus minimising cylinder handling on
and off the conveyors and assisting in a smooth flow through the plant.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 15
f) Telescopic Conveyors
These powered conveyors are used to facilitate the movement of cylinders on and
off trucks and when used, are usually in conjunction with powered conveyor
circuits.
2.5.5 Conveyor safety
Powered conveyor start buttons should be located to ensure safe operation. Stop buttons in
a clearly marked and easily accessible location should be duplicated to facilitate emergency
stoppage.
Additionally, powered conveyors should be protected with automatic self-stoppage devices
to limit excessive damage in cases of overloading, breakdown, etc.
All drive units, motors and gears shall be protected by covers to prevent contact with
operators. Removal of the covers shall shutdown the power to the motors.
2.6 SPECIAL HANDLING EQUIPMENT
2.6.1 Counters
Counters can be used just for counting, but also to operate stoppers and shifters.
2.6.2 Stoppers
In conveyor plants, the flow of cylinders can be stopped by installing pneumatic/hydraulic
stoppers. With chain conveyors, such stoppages at one point do not hold up cylinders
elsewhere in the circuit.
2.6.3 Shifters
If cylinders need to be sent to other parts of the plant off the main track or if more than one
filling line is installed, manual handling can be avoided by installing pneumatic/hydraulic
shifters.
2.6.4 Lifting tables
Lifting devices are intended for incorporation in conveyor plants equipped with in-line
stationary filling scales. The lifting device is mounted directly on the weighing plate of the
filling machine and when in place, the cylinders are lifted free from the conveyor.
2.6.5 Palletisation
If large numbers of similar cylinders have to be handled/filled, consideration should be
given to the use of palletisation.
It should be noted however that palletisation at the cylinder filling and storage point is of
little advantage if it is not also used in the rest of the distribution system.
At the filling plant, a palletisation system consists of a pallet conveyor and pallet emptying
and filling units (commonly known as de-palletiser and palletiser). Pallets are placed on the
pallet conveyor, normally by fork-lift truck, and are moved to the unloading position when
the pallet is opened either manually or mechanically. A pusher moves cylinders from the
pallet to the main cylinder conveyor one row at a time. When the pallet is empty, it is moved
to the loading position where another pusher reverses the sequence of pushing filled
cylinders from the conveyor into the pallet one row at a time. The filled pallet is removed by
fork-lift truck either to the storage/stacking area or direct to the purpose designed transport
vehicle.
Palletiser/De-palletiser safety
A cage shall be installed around the palletiser that prevents operators reaching in to the
palletiser to release jammed cylinders. If palletisers or de-palletisers malfunction, the
design shall be such that the entry of operators or maintenance personnel is prevented by 2
layers of switches that isolate power to the drive system. One of these switches shall be
fitted to the gate of the cage. A risk analysis shall be performed to protect operators against
the risk of being hurt by moving parts.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 16
2.7 IN-LINE HANDLING AND FILLING EQUIPMENT
2.7.1 General
2.7.1.1 General design tolerances
The space and equipment required for handling and filling depends on the throughput and
the cylinder mix. Design and selection of cylinder filling equipment shall be appropriate for
the range of cylinder sizes to be filled and checked and the intended cylinder contents,
pressures and tolerances.
In the design of a filling plant, it is important to size/equip all parts of the cylinder
filling/handling system with machines of appropriate capacities, e.g., filling capacities of
1000 cylinders per hour are inappropriate if the conveyor or loading/unloading system
cannot work at equal speed.
2.7.1.2 Location
Cylinder filling equipment shall be installed in a location that has:
• Good ventilation.
• Easy access to each filling platform for placing/removing empty and full cylinders if
these activities are done by hand.
• Sufficient distance between each weighing platform to minimise health and safety
risks.
2.7.1.3 Filling by weight
This is the most widely adopted method. If using this method, the equipment used to check
cylinder weights after filling may need approval from the weights and measures department
of the country’s appropriate regulatory authority. The equipment used shall have a
minimum accuracy standard of one-tenth of the cylinder filling tolerance for each size of
cylinder. See (2.7.8). The weighing equipment shall be included in a regular maintenance
programme and checked with certified weights. The check weight should be equivalent to
the maximum single cylinder filled weight.
2.7.1.4 Filling by volume
This is the method usually adopted for smaller cylinders (typically <5 litres (<1.3 gal)). If
using this method:
• First stage equipment shall drain the cylinder’s residual liquid. For evacuation, see
(2.11.7).
• Second stage equipment shall fill the cylinder with a fixed volume of LPG
(compensated for temperature).
2.7.1.5 Excess LPG removal
Whichever filling method is adopted, the installation shall include equipment for removal of
excess LPG from any cylinders shown to be over-filled when checked. See (2.11.7).
2.7.1.6 Filling heads
Couplings between the filling head and the cylinder valve shall be compatible, with
minimum LPG leakage when disconnected. Connection procedures shall be designed to
prevent filling of cylinders with the wrong type or grade of LPG.
2.7.2 Washing/Drying
Common practice is to wash all cylinders on arrival at the plant, as this not only improves
their-appearance but also assists the subsequent sorting of cylinders into various
categories.
Existing washing machines fitted over the conveyor system utilise either hot/cold water jets
or a combination of these with brushes.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 17
Such washing machines can only handle the routine cleaning of normal cylinders. Small
numbers may require additional manual treatment off the conveyor.
Washing machines are normally placed in-line (over the conveyor) close to the unloading
platform and before the point where cylinders are checked and segregated.
Depending on climatic conditions and also the position of the washing machine with respect
to the repainting machine, drying may be required. Hot air is normally used.
2.7.3 Painting
Painting is normally done by semi- or fully-automated equipment. Semi-automated painting
units are typically a ventilated cabin incorporating a rotating table. Cylinders are fed to this
cabin by means of conveyors and using a manually-operated spray gun, the operator
applies paint to the rotating cylinders.
Fully-automated painting units are continuously fed via conveyors and cylinders painted
automatically on a rotating table by means of spray guns. The cabin is either forced
ventilated and/or provided with a water curtain to remove the excess paint. Thick layers of
paint overspray shall not be allowed to accumulate as there have been instances of self
ignition.
2.7.4 Marking
Branding and marking can be applied manually with the aid of silk screens but such an
approach is only practicable for small throughputs.
Automatically/mechanically operated machines are also available but they are sensitive to
varying cylinder dimensions, and they may have to be duplicated when there is significant
variation in cylinder types and sizes.
2.7.5 Capping/De-capping
In some markets cylinders do not have a shroud and the valve is protected by a screw-on
metal cap.
Apart from pneumatic operated hand tools, for removal of valve protecting caps, automatic
de-capping/re-capping machines are available. These machines basically consist of a
clamp to immobilise the cylinders temporarily, and a revolving head which is lowered to
unscrew or fit the cap.
2.7.6 Removal of valve sealing plugs
Before filling can start, the valve security plugs have to be removed. This operation is
normally carried out in small plants with a pneumatically-operated hand tool. For
sophisticated plants, automatic machines are available.
2.7.7 Evacuating, purging and draining
Evacuating/purging may need to be carried out before filling new/reconditioned cylinders or
cylinders returned to the plant with their valves open. Evacuation is normally carried out
with a vacuum pump, refer to (2.8.5). For purging equipment, refer to (2.8.6).
2.7.8 Filling equipment
a) Filling Machines
Electronic load cell machines that provide remote or automatic tare input, automatic
after-fill checking and self-learning from off-target filling are readily available.
Mechanical filling machines exist in a number of developing countries and
automatically shut-off when the gross filling weight is reached.
Modern filling machines automatically connect and disconnect from the cylinder.
Some machines are manually connected and automatically disconnect. (See
(Appendix B, Figure B.4) for modern filling machines on a carousel).
The accuracy of the filling machines should be in accordance with the tolerances
permitted by the local Weights and Measures Authorities. Filling tolerances should
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 18
be within ± 50 g (1.764 oz) for the 26.2 litre (6.9 gal) type cylinders and ± 100 g.
(3.528 oz) for the 108 litre (28.5 gal) type.
(Appendix B, Figure B.6.1) and (Appendix B, Figure B.6.2) indicate capacities/filling
times of stationary and carousel mounted filling machines. These Figures are based
on machines commonly used in the LPG Industry. When procuring new machines,
advice should be sought from Suppliers as the latest machines and carousels have
higher throughputs.
Filling scales may be equipped with single filling hoses/valves or with two filling
hoses/valves, the latter to cope either with pre-filling or with cylinders equipped with
different valves.
b) Filling Valves/Heads
Filling valves/heads are available in many variations to match the different cylinder
valves in use. They may be manual or of the mechanical/pneumatically operated
type. Automatic/mechanical/pneumatic filling valves should be of the fail safe type,
so that in the event of failure of the actuating medium, (e.g., loss of air pressure), the
filling valve remains connected and prevents escape of product from the cylinders
and the filling system.
c) Filling Hoses
Refer to ISO 2928.
d) Carousels
The use of a carousel enables large filling capacities to be handled by a minimum
number of operators.
As shown in (Appendix B, Figure B.4), carousels consist of a circular steel frame,
with filling scales positioned around its periphery, having supporting wheels, a driving
unit and a central control column for the supply of LPG and air.
The speed of rotation is variable as is the number of scales to be mounted on the
platform. Provided the latter is sized correctly at the outset, a wide variation of filling
capacities (increasing throughputs) can be coped with.
Carousels are normally fitted with automatic units for moving cylinders from the
supplying conveyor onto the filling scale as it reaches the appropriate position and
for moving the filled cylinder back onto the conveyor system.
The plant design shall be such that units associated with the filling equipment such
as leak detection machines, are capable of operating at the same rate as the filling
equipment. In some instances, this may require duplication/replication of the
associated numbers of a particular type of equipment.
2.7.9 Automatic inlet and outlet devices
a) Inlet Devices
The inlet device is mounted at the end of the conveyor at the entrance to the filling
carousel. This device is provided with stoppers and arms which push a cylinder onto
the platform of a filling scale as it reaches the correct position. If the platform is
occupied, the cylinder is held on the conveyor.
b) Outlet Devices
The outlet device pushes cylinders from the carousel to the conveyor as the filling
scale reaches the appropriate position. Unless the cylinder is correctly filled and
disconnected, the ejection system is designed not to operate.
An introduction/ejection unit can be seen in (Appendix B, Figure B.4).
2.7.10 Check on filling accuracy
Equipment shall be provided to check filling accuracies by re-weighing. In addition and for
quality control purposes, a check weighing scale shall be provided to perform a periodic
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 19
random check on filled cylinder stock. Approved weights, equal to the maximum mass to be
weighed, shall be provided to check the accuracy of this check weigh scale before use. See
(2.7.1.3).
2.7.11 Leak testing after filling
a) General
Dependent on the type of cylinder-valve employed and the operating procedures
followed, leak testing of the following may be appropriate:
(i) Valve/cylinder joint
(ii) Valve seat
(iii) Spindle seals
(iv) Seals, e.g., 0-rings in valves outlets (which match with regulator connectors)
(v) Cylinder shell
For which the following methods can be used.
b) Water Test Bath
Immersion of cylinders in water allows all items mentioned above to be checked
except item (iv). Item (ii) can be tested if the valve is closed and unplugged or item
(iii) can be tested if the valve is open and plugged. This test is generally practical
only for small cylinders, such as the 26.2 litre (6.9 gal) or the 30 kg (67 lb) water
capacity type. Equipment is available for automatic and batch handling,
c) Soap Solution Test
With this manual test, using a brush and soap solution, items (i), (ii) and (iii) in (a)
above can be checked.
This method is only suitable for small throughputs.
d) Bubble - Cap Test
A bubble test cap consists of a hood, provided with a sealing sleeve, which is placed
over the cylinder valve/bung. Leakage from the valve or its joint with the cylinder
(items (i) and (ii) in (a) above) displaces the air in the hood, which then bubbles
through the water in a transparent cylinder connected to the hood indicating the
leakage. This method is only suitable for small throughputs.
e) Automatic Leak Testing Instruments
In automated filling plants, automatic instruments are normally used for leak
detection and are commonly of the hood type. Detection of leakage may be by
sensitive pressure measurement, by electrical conductance/capacitance
measurement or by flammable gas detection. Items (i) to (iv) in (a) above, can be
tested in-line by a series of machines.
2.7.12 Refitting of security nuts/plugs
This operation requires equipment similar to that described in (2.7.6).
2.7.13 Capping
This operation is carried out with the same type of equipment as described in (2.7.5) in
reversed direction.
2.8 WORKSHOP EQUIPMENT
2.8.1 General
Testing of cylinders and testing/minor repair of cylinder valves are normally carried out in
the filling plant. These special operations are generally carried out in an area close to, but
separated from the cylinder filling and storage areas.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 20
NOTE: Cylinder reconditioning which requires hot work is not covered here, as this requires special facilities
and is normally contracted out.
2.8.2 Cleaning
Depending on the number of cylinders involved, manual or mechanical equipment can be
used for cleaning.
2.8.3 Draining
Cylinders are drained of liquid product by inverting them on a rack. They are preferably
drained through a closed system into appropriate vessels. If a cylinder is drained to
atmosphere (only done in exceptional cases), it shall be ensured that the area is safe
(adequately ventilated, supervised and that no sources of ignition are present). Complete
draining of heavy-ends, water or other deposits may require valves to be removed.
If cylinder valves are fitted with excess flow valves, then a control valve or orifice shall be
included in the system to restrict the flow to a level below that at which the excess flow
valve is designed to close.
2.8.4 De- and re-valving
This operation can be carried out manually with the aid of a clamp which holds the cylinder,
(see (Appendix B, Figure B.7)) and a manual or pneumatic hand tool. Pneumatic/hydraulic
cylinder clamps, are also available as are more mechanised valve off-and-on screwing
machines. When re-valving, the correct tightening torque should be applied to the valve.
2.8.5 Evacuation
Vacuum pumps are frequently used for the removal of air and air/vapour mixtures from
cylinders. Any vacuum pump capable of drawing a vacuum of 700 mm (27.58 in) of
mercury may be used for evacuating cylinders. The suction capacity of the pump in terms
of free air intake per hour should be about 15 to 20 times the total volumetric capacity of the
cylinders to be handled per hour. An intermediate receiver should be provided on the
suction of the pump as close to the evacuation point as possible. It shall be provided with a
vacuum gauge and a drain which discharges outside the building to a safe location. The
discharge from the pump should be fitted with a liquid trap and a vertical riser of at least
3 m (10 ft).
If cylinder valves are fitted with excess flow valves, then a control valve or orifice shall be
included in the system. This is to restrict the flow to a level below that at which the excess
flow valve is designed to close.
2.8.6 Purging equipment
The simplest purging equipment consists of a small diameter pipe, complete with shut off
valve and connection to a butane supply, which is inserted through the bung hole. Liquid
LPG (approximately 1 % of cylinders volume) is introduced to the bottom of the cylinder and
allowed to vaporise slowly and drive the air out. On completion, the exercise is often
repeated. The dip tube is then withdrawn and the cylinder valve is fitted.
Where cylinders are purged with valves still fitted, the use of a fixed purging system is
recommended, utilising a 3-way valve to introduce LPG to the cylinder. This vents it to a
venting system and closes the system down.
If purging/venting is not carried out in a closed system then a safe location and supervision
is essential.
2.8.7 Hydraulic testing equipment
Test headers can be used for the hydraulic test. Where the frequency and extent of
hydraulic testing does not justify maintaining a permanent test header, a simple manual test
pump may be connected to the cylinder by means of a suitable hose/adaptor, screwed into
the cylinder valve bung boss.
A non-return valve, with manual release, and a pressure gauge calibrated to about 50 %
above maximum test pressure should be fitted in the connecting system.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 21
The test header incorporates: a water system for filling and draining the cylinders, a
separate hydraulic pump connection for the pressurisation and test, and additionally, a
compressed air system for speeding the drainage on completion of the test.
Such a system can be manually or mechanically operated.
2.9 ELECTRICAL EQUIPMENT
2.9.1 General
All electrical equipment used in cylinder filling and storage plants shall conform to
DEP 33.64.10.10-Gen. Appendix 1. Selection of Electrical Apparatus for Explosive Gas
Atmospheres shall apply.
Any electrical equipment, including wiring, cabling and enclosures used in hazardous areas
shall be to the appropriate standard for the zone classification. It shall be designed,
manufactured, installed, tested and maintained to the appropriate local, regional or
international standards, with certification where certification is required.
2.9.2 Hazardous zones and their classification
Refer to (Appendix A), and Table A.1 that indicates the hazardous area zone classification
to be applied for the various facilities.
1. Where any area is classified under more than one category, the more restrictive
classification should prevail.
2. Any pit or depression falling within a Zone 1 or Zone 2 area should be treated as a
Zone 1 area throughout.
3. Pumps and compressors with a canopy are considered to be in open air.
2.9.3 Electrical/electrostatic hazard precautions
The following requirements apply to electrical systems used in or near a cylinder filling
plant:
a) The main switchgear shall be outside any Zone 0, Zone 1 or Zone 2 area.
b) Switchgear room ventilation shall be of the forced type.
c) Electrical circuits shall be earthed with high quality, individual connections, separated
from those on storage tanks and pipework.
d) LPG hoses, pipes and fittings shall have full electrical continuity plus a fully tested
earth connection – including items such as ball valves that use non-conducting
seals, where the ball and actuating lever shall be bonded to adjacent pipework.
e) The maximum permissible electrical resistance to ground of static earth points is 1x
106 ohms.
f) Residual Current Circuit Breakers (RCCBs) shall be used where appropriate.
g) Electrical circuits shall be capable of full or part isolation, with clearly identified
emergency stop buttons/switches suitable for the zone in which they operate.
h) Each item of electrical equipment shall have a complete circuit break, i.e., isolation of
neutral and all phases, with the facility for locking in the off position.
i) All rotating equipment (pumps and compressors) require local lockable isolation.
j) All electrical equipment for use in hazardous areas shall have certification for the
appropriate zone, gas group and temperature classification as detailed in
IEC 60079-14. The electrical installation shall conform to relevant national standards
or recognized international standards, e.g., IEC 60079-14.
2.9.4 Standby generators
Standby generators, if installed, should back up the main supply with the option of selecting
individual circuits.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 22
2.9.5 Portable electric equipment
Any portable electrical equipment or generators used temporarily within hazardous areas
shall be in accordance with the recommendations of IEC 60079 or equivalent standards
and covered by a permit to work scheme.
2.9.6 Competence
Electrical work within hazardous zones shall only be carried out by suitably trained
personnel who can prove competence in the type of work being undertaken.
2.10 PIPING AND LAYOUTS
2.10.1 General
Piping is the assembly, within designated plant boundaries, of pipes, elbows, flanges,
gaskets, fittings, valves and other components (e.g., expansion joints, strainers, devices for
mixing, separating, distributing, metering and flow control). It also includes pipe supports
and insulation.
Pipework/fittings shall all comply with the appropriate local or regional standards and the
DEP. In particular, emergency shutdown valves shall be fitted on all LPG line entry points in
the building. A risk analysis shall be performed to justify the number and position of
emergency shutdown valves on LPG lines. For information on emergency shutdown, refer
to (3.7.6).
2.10.2 Design and construction
Piping should be designed to accommodate the movement caused by thermal expansion
and contraction and the settlement of foundations. Long, sweeping bends should be used
in preference to sharp or right-angled bends.
Pipe sizes should be suited to the quantities of product to be handled and to control
pressure drops to within acceptable limits. The size of pipes on pump suctions is
particularly important. The provision of additional tankage and pumps should be
considered.
Piping should slope continuously downwards from vessel outlet to pump inlet.
Piping should be designed and constructed to facilitate plant commissioning/gas freeing
and should slope to high and low points fitted with bleed and drain valves; these should be
plugged or blanked off when not in use.
The supply line to the filling building should incorporate a pressure differential valve,
located outside but close to the point of entry to the building, and a return line to the
supplying vessel or pump suction dependent on layout. The pressure differential valve
setting should be slightly lower than the by-pass relief valve fitted to the pump.
Pipe and piping components shall be in accordance with DEP 31.38.01.11-Gen.
DEP 30.10.02.31-Gen. shall apply to material selection.
2.10.2.1 Piping classification
When referring to the above piping DEPs, the following minimum requirements shall apply.
Class 11000 for butane service
Class 31000 for propane and mixture service
2.10.3 Bonding/Earthing
To prevent the accumulation of static electricity, piping should be electrically continuous.
Normal pipe fittings, bolted flanges, etc., are generally sufficient to ensure this.
DEP 33.64.10.10-Gen. or DEP 33.64.20.10-Gen. shall apply as applicable.
2.10.4 Safety precautions
An emergency shut-off valve which will close automatically in the event of a fire should be
fitted in the supply line close to the point of entry into the filling shed. A pneumatic or
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 23
hydraulically operated valve is suitable for this purpose provided the pneumatic/hydraulic
actuation lines are taken through the filling/working area and fitted with fusible elements set
to fuse at approximately 75 °C (167 °F).
Hydrostatic pressure relief valves should be provided on all lengths of pipeline in which
liquid LPG may be trapped between closed valves.
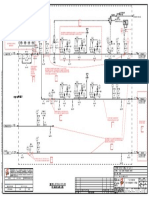
2.10.5 Flow diagram
A typical flow diagram for a filling/storage plant is shown in (Appendix B, Figure B.8).
2.11 MISCELLANEOUS SERVICES
2.11.1 Inert gas
Nitrogen is normally used for purging or to support pneumatic control equipment. Nitrogen
is usually supplied in cylinders individually or in pallets or banks. A low pressure alarm shall
be used if using nitrogen for back-up purposes, and since it is pressurised at up to 200 Bar
(20 MPa), appropriate pressure regulators and associated equipment shall be used.
2.11.2 Water
Water supplies, including all mains water but excluding fire-fighting water supplies, shall be
installed to local authority standards. Wash areas sited next to staff mess rooms shall
include staff showers, wash basins, toilets. If corrosive or harmful chemicals are used,
safety sprays and eye baths shall be provided adjacent to the risk area. Legionella bacteria
can be found in water systems, an effective monitoring and control programme shall be put
in place to control the health risk.
2.11.3 Process water
Where using closed circuit systems provide appropriate filters and add antifreeze and / or
inhibitors. Water used for purging shall be supplied from a header tank and drained into a
separate system to allow safe gas separation. Water from cylinder washing systems shall
go to a water treatment system approved by the local regulatory body. The cylinder
washing systems shall not be connected to oil water interceptors.
2.11.4 Drains
Drains in hazardous zones shall be designed to prevent gas leaks into the main sewers,
and shall employ water traps.
2.11.5 Steam heating
Steam may be used for safe heating inside hazardous zones. Live steam may also be used
to gas free cylinders. In either usage, if flame-fired steam boilers are used, they shall be
located in a non-hazardous zone.
2.11.6 Compressed air
Compressed air is used to operate filling equipment, tools, valves, emergency shutdown
systems etc. Supply systems shall be designed to the appropriate local or regional
standards and shall be blown through and pressure tested on installation. Additionally, they
shall include:
a) Back-up compressor or supply connections for inert gas.
b) Enough isolation valves to allow selective shutdown of the system.
c) Fail-safe LPG shutdown devices operating on air (i.e., moves to safe position on air
failure).
d) Location of compressors in safe zones.
e) Lubricators at air tool or valve operation points.
f) Pressure sustaining valves to maintain air supplies to essential equipment in the
event of excess usage elsewhere.
g) Equipment to remove compressor oil and moisture.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 24
h) Regulators and/or filters fitted upstream of individual items of control equipment.
2.11.7 Evacuation systems
These are commonly used to evacuate air or LPG out of cylinders (e.g., before filling,
before maintenance or removing excess LPG from overfilled cylinders). Two systems are
used:
Systems for air or LPG vapour – e.g., air or vapour is simply pumped out to a vent stack
(in safe location with flame arrestor) or freely released into the vent of an exhaust fan
system, connected to a vent stack. Specialist advice shall be sought if vapour is to be
flared.
Systems for LPG vapour and liquids – These are of more complex design and shall be
specified to take into account:
a) Likelihood of liquid accumulation between valves (determines need for hydrostatic
relief valves).
b) Liquid being drawn into the pump (install a suitable catch-pot).
c) Maximum likely vapour pressure (determines choice of pump, motor and drive).
d) Risks of vapour remaining above 25 % of the LFL before reaching the ground or an
ignition source (install a suitable flame arrestor in the vent stack – seek specialist
advice).
e) The need to monitor pump performance (install vacuum / pressure gauges).
2.11.8 Hydraulic systems
These are used to power evacuating pumps, cold reforming machines, hydrotest racks, etc.
Particular attention shall be paid to the cleanliness, replacement and disposal of hydraulic
fluid.
3. BULK TRANSFER
3.1 LOADING/DISCHARGING FACILITIES
3.1.1 General
The design layout and type of equipment for loading/discharging facilities is dependent on a
number of factors such as:
• whether the facility is for loading or discharging, or both;
• the number of grades (mixtures of C3 and C4) to be handled. Separate systems
should be used for each grade, although multi-product lines may be used. If multi-
product piping is used up to the loading/discharging facility, the design shall ensure
that inter-grade mixing does not result in off-specification product. Interlocks shall
be provided to prevent the flow of more than a single grade through the
loading/discharging facility. A product sampling system for monitoring product
quality shall be provided at these facilities.
• Loading velocity and bonding requirements of API RP 2003, Section 4 shall be met
to guard against hazards of static electricity.
• In deciding whether to use transfer hoses or loading arms, considerations of
degree of movement, scale and handling issues, local skills for maintenance and
inspection and availability of replacements, should be considered. Whatever is
appropriate to the local situation will determine selection of either hoses or loading
arms.
3.1.2 Safety distances
The requirements of DEP 80.00.10.11-Gen. shall be applied.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 25
3.1.3 Hoses
Hoses provide a low maintenance cost effective means of transfer. They should be used
with protective features such as dry-break couplings and local emergency shutdown valves
(ESDs). All hoses and hose assemblies used in LPG service/operations shall be
manufactured, tested, approved and maintained in accordance with EN 1762, EN 13766,
ISO 2928 or equivalent national standards.
The materials used in the construction of hoses and hose assemblies shall be resistant to
the action of LPG both as a liquid and a vapour. If woven wire braid is used to restrain the
hose against elongation and dampen vibrations, and heavy steel wire reinforcements are
used in the hose construction, they shall be of stainless steel. The manufacturing
specification shall clearly state the maximum working pressure. Hoses shall be
manufactured in one length without intermediate joints or couplers. All hoses shall be
electrically continuous.
3.1.4 Loading arms
The term “loading arm” refers to all metal self-supported loading and unloading arms with
articulated swivel joints and also, if required by the operation, quick connect/disconnect
couplings (QCDCs), power system (for large marine arms), control system, operational
controls, range control system, purge system, emergency release system (ERS) and jacks
(supports).
All loading arms and loading arm assemblies used in LPG service/operations shall be
approved, manufactured, tested and maintained in accordance with DEP 31.06.15.10-Gen.
3.2 PUMPS AND COMPRESSORS
DEP 30.06.10.11-Gen. shall apply, or DEP 30.06.10.16-Gen., Section 5 shall apply as
required.
3.3 METERS
DEP 30.06.10.11-Gen. shall apply.
3.4 ODORISATION FACILITIES
The requirements of DEP 30.06.10.11-Gen., Section 8 shall be applied.
3.5 SAFEGUARDING SYSTEMS - EMERGENCY SHUTDOWN
In view of the potential consequences of an LPG liquid/vapour release, systems for
safeguarding the integrity of the plant and equipment SHALL [PS] be incorporated in the
design to limit the quantity of released product.
The requirements of DEP 30.06.10.20-Gen. shall be applied to Marine transfers.
3.6 FIRE SAFETY REQUIREMENTS
DEP 80.47.10.30-Gen. and DEP 80.47.10.31-Gen. shall apply.
3.6.1 Water supplies and facilities
3.6.1.1 Requirements
Based on the potential risks, local regulations, discussions with the local fire brigade, the
following requirements shall be specified:
a) Pump and sprinkler locations.
b) Suitable range of pump delivery capacities.
c) Suitable sprinkler nozzle designs.
d) Suitable system operating pressures.
e) Back-up pump with independent energy source.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 26
f) Emergency water supply capacity/duration (not less than 60 minutes).
3.6.1.2 Special water application areas
The design of the site fire protection system shall include fixed water monitors and/or
sprinklers for application of water to the following:
a) Cylinder filling points.
b) Cylinder storage areas.
c) Points at which road tankers, rail and ship off-load.
d) Pumps and compressors.
NOTE 1: Water is the only suitable medium for fire protection systems above cylinder fill points. CO2 is not an
acceptable alternative.
3.6.1.3 Hydrants
These may form part of a fire protection system, provided:
a) They comply with local or regional standards.
b) Each hose line outlet has its own fire hose, couplings and combination spray and jet
nozzle. (An alternative is to install fixed monitors).
c) Enough standpipes, keys and cover lift-up levers are provided for each underground
hydrant.
d) Hydrants are spaced evenly, covering all areas with no other protection.
e) Hydrants are always easily accessible.
3.6.1.4 Manual/automatic fixed drenching systems
Requirements which shall be followed when specifying these are:
a) The firewater distribution should be a “ring main” system if justified by the risk
assessment. A “ring main” reaches all storage facilities, filling plant,
loading/unloading facilities, warehouse, workshop, offices, utilities, etc.
To achieve maintenance of the firewater distribution system without stopping the
LPG activity, there are alternative design considerations, if a “ring main” system is
not used. One example is an external seal box to maintain the availability of the fire
system in the event of a leak in the firewater system. Another is the isolation of the
main firewater pipe and using mobile fire devices during repair time. Reducing the
likelihood of water leaks can be achieved by corrosion prevention coatings. The
pipework can be flanged, threaded, clamped or gruvlocked.
b) DEP 80.47.10.31-Gen. shall be consulted when designing firewater distribution
systems.
c) The firewater distribution system components shall be installed underground in plant
areas where explosions cannot be excluded and in installations where the ambient
temperature can drop below 0 °C (32 °F) for prolonged periods. When installed
underground, placement shall be in accordance with DEP 31.38.01.11-Gen. and
materials of construction shall be glass-fibre reinforced plastic (GRP) in accordance
with DEP 31.40.10.19-Gen.
d) Loads on underground pipes (crossing roads and railways) shall be equalised by
pipe sleeves or culverts.
e) Above-ground pipes shall not be laid in pipe tracks at risk from potential spill fires.
They shall be installed with self-draining or frost protection devices and protected
from potential physical damage. Galvanised pipings shall be used throughout.
f) Manual valves shall be installed in safe zones to facilitate control of water distribution
in an emergency.
g) The system shall be tested at least monthly.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 27
h) The quality of the water used in such systems shall be such that it will not cause
excessive corrosion.
3.6.1.5 Discharge rates
The objective is to sustain a film of water over the entire surface area, including the
supports and ends of the storage tanks. Since some water will immediately drain or splash
2
off, the drenching apparatus needs to be set to deliver at a rate of 9.8 litres/minute/m of
surface covered.
The drenching rate for application on cylinder filling points shall be a minimum of
2
7.5 litres/minute/m over the required floor area.
3.6.1.6 Fire brigade connection points
The fire protection system shall include points in safe zones for connecting fire brigade
appliances to the fixed drenching system supply.
3.6.2 Fire extinguishers
Requirements - Sufficient portable, dry powder fire extinguishers shall be provided for first-
aid protection at strategic parts of the site. Advice on size, siting, inspecting, testing and
maintenance shall be obtained from local or regional standards.
3.6.3 Detectors
3.6.3.1 Requirements
The requirement for gas or fire detection systems will depend on local legislation, site staff
levels, site location and the period of time when the site is unattended.
3.6.3.2 Type and selection
The type of detector selected shall be one which detects an emergency, activates the site
alarm and commences flow of water drench systems simultaneously. Detection systems
are highly complex, and specialist advice shall be obtained.
3.6.4 Alarms
3.6.4.1 Purpose
An alarm system shall be installed to alert all personnel on site that a problem exists, so
that everyone can undertake the actions assigned to them in the site emergency response
plan.
3.6.4.2 Audibility
Alarms shall be unmistakable and clearly audible over the area concerned and, as required,
remote control and security rooms. Site staff shall be trained to recognise and react swiftly
to the sound of the alarm.
3.6.4.3 Manual activation
Alarms can be activated in a number of ways, e.g., manually, hydraulically, pneumatically,
and electrically. Where alarm systems are manual, buttons shall be positioned around the
site at critical locations, e.g., within the filling buildings, at tanker loading/unloading points.
Their locations shall be prominently marked, readily accessible and well known to site staff.
Buttons shall be situated on the escape route from probable incident scenarios.
3.6.4.4 Automatic activation
Alarms shall be activated by fire and/or gas detectors located strategically on site.
Automatic alarms shall also have manual activation points, at least one of which shall be
located outside the storage and filling areas. Automatic alarms shall be interlocked with
shutdown devices on site so that drenching systems and LPG supply lines and pumps are
shut down as soon as the alarm goes off. At sites where interlocked systems do not exist, a
risk assessment shall be carried out to evaluate whether the existing system is acceptable
or whether improvements are required.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 28
3.7 BULK VEHICLE LOADING AND UNLOADING
3.7.1 General
The system selected for loading bulk LPG vehicles shall be fully integrated with the
hardware (pumps, loading arms, ESD and alarm systems, instrumentation, measurement,
data capture and product/security control systems, etc.) and optimised in accordance with
the Principal's chosen software systems, loss control, invoicing, vehicle routing, stock
control, etc.
Custody transfer into bulk vehicles shall be made via a weighbridge or a meter (mass or
volumetric). Rotary gauges shall not be used for that purpose because of the difficulties of
accurately calibrating and reading the gauge.
If measurement of the consigned volume is made by meter and vapour return systems are
used, then both the liquid and returned vapour shall be metered in order to calculate the net
quantity of product transferred.
3.7.2 Overfill protection
The loading of LPG SHALL [PS] be automated to ensure that both the safe filling volume
and the GVW are not exceeded. Overfill protection shall be provided at the loading point.
In manually operated loading gantries, the liquid content shall be monitored carefully using
the rotogauge, or equivalent, to verify that the maximum safe filling level is not exceeded
(Refer to DEP 30.06.10.13-Gen., Section 3.2.3). For these manually operated facilities, the
GVW after loading shall be confirmed by use of a weighbridge.
3.7.3 Driveaway prevention and protection
The following features are required at loading facilities.
3.7.3.1 Driveaway prevention
Driveaway prevention SHALL [PS] be implemented.
Vehicle immobilisation, e.g., by locking up the vehicle's braking system while the vehicle's
hose is unstowed, provides protection against driveaway in delivery situations. The design
of the system shall be such that the vehicle is immediately operational after the hose has
been stowed and the vehicle cannot be inadvertently immobilised while in the drive mode.
An alternative scheme for driveaway prevention is by using a boom gate that cannot be
opened until the hose arms have been disconnected.
3.7.3.2 Breakaway couplings
Breakaway couplings at loading and discharge points SHALL [PS] be implemented.
Breakaway couplings separate with minimal product release before the hose or loading arm
is damaged.
Breakaway couplings used on loading arms shall be of a type in which the breakaway
action, i.e., the separation of the two halves of the coupling, occurs just before the arm is
extended to the limit of its safe working envelope. The force causing the break shall not be
applied directly via the piping components of the arm but through a separate mechanism
(e.g., by a cable, which is tensioned by movement of the arm), applying sufficient force to
break the coupling before the arm reaches the limit of its safe working envelope.
Breakaway couplings actuated by tension in the piping sections of the arm can result in a
progressive and non-instantaneous breaking of the coupling (if couplings are connected by
notched or waisted bolts) with the possibility of a major release occurring before the
coupling finally separates. Also, arms under tension separate with a whiplash action when
the coupling breaks; this could cause injury and damage.
3.7.4 Loading point
3.7.4.1 General
DEP 80.00.10.11-Gen. shall apply.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 29
3.7.4.2 Piping systems
For product piping components, (2.10) and DEP 30.06.10.12-Gen. shall apply.
Product piping shall be adequately supported and provisions made to cope with expansion,
contraction and vibration. The end of fixed piping shall be securely anchored at the
filling/discharging point. All piping and associated equipment shall be protected by barriers
against possible collision damage.
Remotely operated ESD valves SHALL [PS] be as follows:
• Fail-safe
• Fire-safe
• Be installed close to the loading point to limit spillage in the event of equipment
failure. Manual shut-off valves should also be installed in the fixed piping for
operational purposes.
• Location of the ESD valve determined by means of a risk assessment.
A typical flow diagram for a filling/storage plant is shown in (Appendix B, Figure B.8).
3.7.4.3 Instrumentation
The instrumentation provided at loading points shall fully support the operating procedures
and control systems. The specification of the measurement, product quality, product
security and loss control systems, together with the instrumentation for data capture and
automation (if applicable), should detail the type of equipment and its performance.
DEP 32.31.00.32-Gen. shall apply.
3.7.4.4 Loading arms/hoses and couplings
If the use of loading arms for both liquid and vapour is being considered, careful attention
shall be paid to the configuration of connections on all bulk vehicles loading at the plant. It
is not always possible to connect two hard arms (liquid and vapour) to a bulk vehicle
because of the location of the couplings on the vehicle. In these situations, it is necessary
to make the vapour connection from the vehicle to the loading arm by means of a short
flexible hose or by using a separate vapour hose instead of the arm.
Self-sealing breakaway couplings shall be used at all loading points. Couplings shall be
fitted in accordance with the Manufacturer's instructions.
Loading arms/hoses shall be equipped with a close-coupled shut-off valve and coupling.
This valve shall be of a design that will not open if the hose or arm end is dropped. For safe
disconnection, a depressuring/bleed valve shall be fitted close to, or in, the connecting
flange/coupling to release the very small LPG volume between the tanker valve and the
LPG arm/hose valve. Couplings on loading arms/hoses should be compatible with those on
vehicles loading at the plant. Adapters should be avoided.
For each installation where ACME couplings are installed GO/NO GO thread gauges
SHALL [PS] be supplied to ensure both male and female ACME couplings are checked for
wear at least every 6 months.
The use of dry-break loading/unloading couplings should be considered for dedicated bulk
vehicle fleets.
3.7.4.5 Filling on weighbridges
Filling on a weighbridge is the preferred custody transfer system in large terminals and
installations. This enables bulk vehicle filling time to be minimised by using high flow rates
and a vapour return system whilst still achieving a high degree of measurement accuracy.
Weighbridges equipped with load cells have proven to be reliable and accurate.
3.7.4.6 Emergency showers and eye wash facilities
Loading gantries shall be provided with emergency showers and eye wash units. The eye
wash units shall be connected to a water supply able to deliver a minimum water supply
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 30
pressure, as specified by the Manufacturer. The cold feed to emergency showers and eye
wash units shall not be subject to unacceptable heat gains.
3.7.5 Unloading
3.7.5.1 Unloading at depots
The depot’s pump or compressor usually unloads bulk bridging vehicles. A benefit of using
a compressor is that it enables the vessel to be depressurised after the liquid contents have
been discharged, thereby increasing the quantity of product delivered.
In a number of cases, the vehicle unloading to a depot may use its own vehicle pump.
(Appendix C) gives an example of a method to establish differential pressure requirements
for a bulk vehicle pump.
3.7.6 Emergency shut-down switches
Emergency Shut Down (ESD) switches SHALL [PS] be provided close to the filling point on
escape routes, and at other locations in the vicinity which are safely accessible in an
emergency and in the control room or areas which function as a control centre.
ESD switches SHALL [PS]:
• override all other controls
• immediately stop product flow by:
o stopping the loading pumps
o closing ESD valves
o closing flow control valves (if fitted)
• actuate an alarm in the control room/area
The alarm may also be used to activate the fire pumps and open the water spray system to
the loading area. If automated flow control is installed, the in-line valve should be of a type
which closes automatically when the power is cut off, i.e., fail-safe.
3.7.7 Emergency shutdown valves
For information on ESD valves, refer to DEP 30.06.10.16-Gen., Section 3.6.
3.7.8 High and low pressure alarms
For information on High and Low Pressure alarms, refer to DEP 30.06.10.16-Gen,
Section 3.7.
3.7.9 Electrostatic precautions
For information on Electrostatic Precautions refer to DEP 30.06.10.16-Gen, Section 3.8.
3.7.10 Lightning protection
For information on Lightning Protection refer to DEP 30.06.10.16-Gen, Section 3.9.
3.8 BULK VEHICLE LOADING PRODUCT CONTROL - EQUIPMENT AND PROCEDURES
The operating functions and controls of a typical vehicle loading facility at a large LPG
installation are shown in the control diagram in (Appendix B, Figure B.9). These shall be
considered during the design of a loading facility.
3.8.1 Interlocks
Interlocks shall prevent product from flowing until all the various checks are satisfied and
the control system indicates that loading can safely commence. Only then interlocks allow
the product control valve to open and product flow to start. In the event of manual
intervention, power failure, breakdown or defined irregularity, the product flow shall be
stopped by automatically closing the valve and subsequently, stopping the relevant pumps.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 31
3.8.2 Earthing/Bonding
The product flow control valve (solenoid type or electro-pneumatic) SHALL [PS] be
interlocked into the earth circuit such that flow is only permitted while continuity is
maintained between the loading/unloading facility and the vehicle. See also (2.10.3).
3.8.3 Filling
A solenoid-operated lock may be fitted to hold the loading arm/hose in the stowed position
until the correct sequence of preliminary operations has been completed prior to start of
loading.
A proximity switch should be fitted to indicate when the loading arm/hose has been
removed or disconnected and is correctly stowed after loading is complete.
3.8.4 Barrier arm
Before starting to load, the barrier arm shall be lowered to prevent the vehicle from being
driven off. A traffic light or flashing light should also be used. Once this condition has been
satisfied the loading operation can start.
As soon as the loading operation is finished, indicator lights at the loading bay should be
used to signal that all past loading procedures have been correctly executed (e.g., loading
arm properly stowed, hose disconnected, bonding link disconnected, etc.) and that the
barrier arm may be raised.
3.8.5 Weighbridge applications
A weighbridge should be provided at the loading point to directly control the amount of
product to be loaded. The process design should typically cover the following:
a. The driver or gantry operator earths the vehicle, connects the filling arm (and vapour
return) and then slowly opens the manual product valve.
b. Tare weight is taken and displayed in the control room. If a vehicle loads regularly at
the plant, the data system should include all relevant information on the vehicle, e.g.,
the water capacity of the vessel, tare weight, pressure rating. The load quantity is
then calculated based on the procedure in place for the safe filling of LPG vehicles. In
plants where reliable temperature and density information are available and are
routinely monitored, the maximum safe filling quantity SHALL [PS] be based on the
vehicle's vessel not being more than 97 % full when the loaded product is at the
Assessed Temperature for Safe Filling. The quantity ordered and maximum GVW is
also considered when calculating the load quantity.
c. Loading is initiated by the control room operator.
d. The computer controls the loading based on the predetermined weight, logs the
transaction and, as a safeguard, highlights any discrepancy beyond a specified
tolerance between the net weight calculated and the load as measured by the
weighbridge. This system prevents overfilling of the vehicle.
3.8.6 Product temperature
The temperature of the product being loaded can be measured accurately (to within 0.1 °C
or (0.1 °F)) by means of a platinum resistance probe inserted in the product supply line
close to the loading bays or at the meters upstream of each loading arm. The loading
control system monitors the probes (and all the other instrumentation devices) at regular
intervals and can therefore relate the temperature to the volume flowing through the meter
on a continuous basis. The loading control system calculates the average temperature,
thence, the volume at a standard temperature, and the safe filling volume. A risk analysis
shall be performed to identify the need of barriers to reduce as low as reasonably
practicable identified (ALARP) risks.
3.8.7 Meter applications
Coriolis mass meters with a Programmable Logic Controller (PLC) should be used. This
type of meter can measure mass flow, temperature and density directly and provide the
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 32
mass of LPG transferred plus a calculated volume at standard temperature. With the latter
system, the entire loading operation can be monitored via the gantry control system, i.e.,
pre-setting of a safe filling mass and closure of the flow control valve in the event of
abnormally low flow rates.
Consideration should be given to ‘ramping up’ the flow of product at the start of filling and
‘ramping down’ the flow of product at the end of filling.
Having recognised the driver and vehicle at the loading bay and the quantity of product to
load, and having checked that the safety interlocks have been satisfied, the control system
should release the correct meter to supply only the appropriate product. The flow of product
may then be started (solenoid valve open and pump started).
The meter pulse unit should transmit signals to the control system which records the
volume metered and detects completion of the safe filling volume for loading, at which point
the system shuts down.
For vehicles not fitted with an overfill prevention system, after completion of loading, it
SHALL [PS] be ensured that the vehicle is not overfilled by checking on a weighbridge.
3.8.8 Leaving the loading point
The control system SHALL [PS] ensure that correct disengagement of all equipment and
proper placement of loading arms or hoses into a stowed position is completed before the
vehicle can drive away.
3.9 RAIL TANK WAGON LOADING AND UNLOADING
3.9.1 General
Rail Tank Wagons (RTWs) may be loaded/unloaded by using the methods referred to in
(3.7).
A typical arrangement using a compressor is shown in (Appendix B, Figure B.10).
As the loading/unloading systems do not differ in principle from those for bulk road vehicles,
refer to (3.7.5), (3.7.6) and (3.7.7).
For protection in the event of a RTW moving away while loading arms or hoses remain
connected, (3.7.3.2) shall be applied with regard to breakaway couplings and excess flow
DEP 30.06.10.13-Gen., Section 4.2 on the automatic closure of hydraulic safety valves
shall be applied.
ESD valves SHALL [PS] be installed at the RTW siding end of the permanent piping to
contain spillage in the event of loading arm/hose failures.
Safety systems shall be set up to prevent access by other rail vehicles to the sidings while
RTWs are still connected to the loading or unloading facilities, e.g., by using barriers or
gates and a system similar to a permit to work to control communications between rail
operators and the operations of the loading or unloading facilities. This includes readiness
to enter the loading area and readiness to remove wagons.
For details on sidings, pulling equipment, capstans, mules and locomotives, etc., expert rail
industry advice shall be sought.
3.9.2 Rail heads
Sites (at which LPG transfers are made directly between RTWs and bulk road vehicles) are
referred to as rail heads. (Appendix D) shows a typical rail head design and layout.
Where transfer of LPG takes place between rail tank wagons and road tankers with no fixed
LPG storage on the site, all of (3.6) on firefighting shall apply and the other requirements of
this Section on transfer operations. Where separation distances cannot be met, a firewall
shall be used to provide the separation distance around the wall. Where the installation is
operated by a road tanker driver only, remote monitoring shall be provided. For very remote
locations where there are normally no people on the premises, no major roads or
passenger rail routes within 100 m (109 yd) of the installation (and all other requirements
above are met), a risk assessment may be performed to see if the local emergency service
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 33
response would provide adequate water cooling in an emergency instead of an installed
system.
Refer to IP Model Code of Safe Practice, Part 9 for further guidance.
4. ADDITIONAL REQUIREMENTS FOR BULK TRANSPORT BY MARINE TANKERS AND
OTHER WATERBORNE CRAFT
4.1 GENERAL
The following documents shall apply:
• “Liquefied gas handling principles (on ships and in terminals)”, by SIGTTO;
• “Safety guide for terminals handling ships carrying liquefied gas in bulk“, by OCIMF;
• Shell Marine Manual.
The design of the cargo carrying space and product transfer facilities in LPG tankers is
based on handling either pressurised, semi-refrigerated/semi-pressurised or fully
refrigerated product.
Tanks used in transporting ambient temperature product are conventional pressure
vessels. Tankers designed to handle pressurised product are comparatively expensive to
3 3
build and are generally less than 5,000 m (176,573 ft ) cargo capacity. They are commonly
employed in coastal and short sea marketing distribution operations.
Tanks for holding fully refrigerated product are of much lighter construction, designed for
pressures slightly above atmospheric and insulated to minimise heat inflow to the product.
Tankers in this category are designed to carry cargoes between refrigerated and large
3
pressurised storage terminals. Their cargo capacity ranges from around 20,000 m
3 3 3
(706,293 ft ) to 150,000 m (5,297,200 ft ).
Semi-refrigerated/semi-pressurised tankers fill the capacity gap and meet operational
needs between the small pressurised tankers and large fully refrigerated carriers. Their
cargo tanks are designed to handle fully and partially refrigerated product at
correspondingly reduced pressures.
4.2 EMERGENCY SHUTDOWN SYSTEMS
4.2.1 General
Ship/shore ESD systems should be integrated according to the SIGTTO
“Recommendations and guidelines for linked ship/shore emergency shut-down of liquefied
gas cargo transfer”. The use of an alternative system is subject to the approval of the
Principal.
The design of the ESD system and associated ship/shore link shall include a detailed
operating procedure for use by shore personnel and shall meet the requirements of OCIMF
“Ship/shore safety check list guidelines”.
(Appendix E, Figure E.1) shows typical emergency situations that would give rise to system
shutdown.
4.2.2 Emergency shutdown systems
The Terminal Emergency Shutdown (ESD) system has been developed to minimise
potential risks during the transfer of liquefied gases between ship and shore loading and
unloading installations.
Because of the large volumes of flammable vapours formed on liquid spillage and the high
liquid transfer rates at many terminals, the emergency scenarios envisaged at the
ship/shore interface all require initial action to stop the transfer operation in a quick, safe
and controlled manner (Appendix E, Figure E.1) (ESD-1).
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 34
To avoid damage to the loading arms or to the ship (e.g., due to ship drift under adverse
weather or current conditions) a rapid disconnection of the loading arms from the ship
(Appendix E, Figure E.1) (ESD-2) SHALL [PS] be installed as well.
DEP 30.06.10.20-Gen. shall apply with respect to design and installation requirements of
both ESD-1 and ESD-2 systems at LPG export and import terminals.
ESD-1 (First Stage Emergency Shutdown System):
Terminals SHALL [PS] be equipped with an ESD-1 system to stop the transfer operation in
a quick, safe and controlled manner.
The ESD-1 system shall consist of:
a) ESD valves
b) Push buttons located at various strategic locations on the jetty and on the shore,
which are unlikely to be affected by an incident at the berth.
c) A pendant box placed on board the ship prior to loading/discharging for ships, which
are not equipped with a compatible ESD system.
d) A ship/shore link to convey the shutdown signal for ships equipped with a compatible
ESD system.
e) The ESD-1 logic control system.
ESD-2 (Second Stage Emergency Shutdown System):
Terminals SHALL [PS] be equipped with an ESD-2 system, also called the emergency
release system (ERS), to uncouple the loading arms, where fitted, quickly with minimum
spillage.
The ESD-2 system, shall consist of:
• The Emergency Release Coupling (ERC).
• Two isolation valves (the ERS valves), one upstream and one downstream of the
ERC.
• The ESD-2 logic control system.
In the case where hoses are specified, dry break couplings shall be included
4.2.3 Pressure surge
DEP 30.06.10.20-Gen. and SIGTTO “Guidelines for the alleviation of excessive surge
pressures on emergency shutdown” shall apply.
4.3 LOADING ARMS/HOSES
4.3.1 Selection
Loading arms should normally be used rather than hoses (refer to (3.7.4)). Separate arms
are usually provided for liquid and vapour, although arms which incorporate two integral
booms ‘piggy back’ style, are also available.
Hoses may be used at berths where tanker-discharging operations are infrequent and
discharge rates are low. Suitable submarine hoses shall be used at conventional buoy
mooring (CBM) berths. Floating hoses SHALL [PS] not be included in the design or
provided to the facility.
4.3.2 Loading arm working envelope
Each loading arm has a safe working envelope (refer to (Appendix E, Figure E.2)) and
movements outside this envelope will give rise to damage to the arm and possible release
of product. Arms should incorporate alarm systems to warn of excessive movement.
DEP 30.06.10.20-Gen. shall apply.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 35
Loading arms are normally provided with an over-travel detection system. This should be a
two-stage system, particularly for the larger arms (150 mm (6 in) diameter and larger), as
follows:
a) An alarm is actuated when the arm approaches predetermined limits based upon
acceptable movements of the ship at the berth. The alarm sensor may also initiate
an ESD-1.
b) If the arm continues its movement in excess of the acceptable limits, a second alarm
will be activated and, if an ERS is provided, an ESD-2 will be initiated.
If no alarms are fitted, precautionary measures should be agreed between the ship and the
terminal to give early warning before a critical situation is reached. For guidance, refer to
the OCIMF “Design and construction specification for marine loading arms”.
4.4 EARTHING AND BONDING
Earthing and bonding of the ship/shore interface shall be in accordance with:
• ISGOTT 5
• DEP 33.64.10.10-Gen.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 36
5. REFERENCES
In this DEP, reference is made to the following publications:
NOTES: 1. Unless specifically designated by date, the latest edition of each publication shall be used,
together with any amendments/supplements/revisions thereto.
2. The DEPs and most referenced external standards are available to Shell staff on the SWW (Shell
Wide Web) at http://sww.shell.com/standards/.
SHELL STANDARDS
DEP feedback form DEP 00.00.05.80-Gen.
Equipment in LPG installations DEP 30.06.10.11-Gen.
Pressurised bulk storage installations for LPG DEP 30.06.10.12-Gen.
LPG bulk transfer and transportation DEP 30.06.10.13-Gen.
Pressurised bulk storage installations for LPG depots and filling
DEP 30.06.10.16-Gen.
plants
ESD systems for loading and discharging liquefied gas carriers DEP 30.06.10.20-Gen.
Metallic materials - Prevention of brittle fracture in new assets DEP 30.10.02.31-Gen.
Marine loading arms (amendments/supplements to OCIMF design DEP 31.06.15.10-Gen.
and construction specifications for marine loading arms)
Piping - General requirements DEP 31.38.01.11-Gen.
Glass-fibre reinforced plastic pipeline and piping systems DEP 31.40.10.19-Gen.
Instruments for measurement and control DEP 32.31.00.32-Gen.
Electrical engineering design DEP 33.64.10.10-Gen.
Electrical engineering design for North American application DEP 33.64.20.10-Gen.
Layout of onshore facilities DEP 80.00.10.11-Gen.
Assessment of the fire safety of onshore installations DEP 80.47.10.30-Gen.
Active fire protection systems and equipment for onshore facilities DEP 80.47.10.31-Gen.
Design Engineering Manual DEM 1 – Application of Technical DEM 1
Standards. http://sww.manuals.shell.com/HSSE/
Shell Marine Manual
AMERICAN STANDARDS
Protection against ignitions arising out of static, lightning, and stray API RP 2003
currents
BRITISH STANDARDS
IP Model Code of Safe Practice, Part 9: Liquefied petroleum gas. IP 9
Vol.1. Large bulk pressure storage & refrigerated LPG
Issued by: The Institute of Petroleum (now The Energy Institute)
Design and construction specification for marine loading arms OCIMF
Safety guide for terminals handling ships carrying liquefied gas in OCIMF
bulk
Ship/shore safety check list guidelines OCIMF
Issued by: The Oil Companies International Marine Forum
Guidelines for the alleviation of excessive surge pressure on SIGTTO
emergency shut-down
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 37
Liquefied gas handling principles (on ships and in terminals) SIGTTO
Recommendations and guidelines for linked ship/shore emergency SIGTTO
shut-down of liquefied gas cargo transfer
Issued by: Society of International Gas Tanker and Terminal Operators Ltd.
EUROPEAN STANDARDS
Explosive atmospheres – Part 14: Electrical installations design, IEC 60079-14
selection and erection
Explosive atmospheres – Explosion prevention and protection – EN 1127-1
Part 1: Basic concepts and methodology
Rubber hoses and hose assemblies for liquefied petroleum gas, LPG EN 1762
(liquid or gaseous phase), and natural gas up to 25 bar (2,5 MPa) -
Specification
Thermoplastic multi-layer (non-vulcanized) hoses and hose EN 13766
assemblies for the transfer of liquid petroleum gas and liquefied
natural gas - Specification
INTERNATIONAL STANDARDS
International Safety Guide for Oil Tankers and Terminals (ISGOTT), ISGOTT 5
5th Edition
Rubber hoses and hose assemblies for liquefied petroleum gases ISO 2928
(LPG) in the liquid or gaseous phase and natural gas up to 25 bar
(2.5 MPa) - Specification
Fire-resistance tests –Elements of building construction, Part 1: ISO 834-1:1999
General requirements
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 38
APPENDIX A HAZARDOUS ZONES AND APPROPRIATE PRECAUTIONS
A.1 ABOUT THIS APPENDIX
A1.1 This Appendix sets down the minimum requirements for assessing and minimising the risk
to employees from explosive atmospheres by defining hazardous zones where LPG is
transferred or stored at terminals, filling plants, depots and distribution centres.
A1.2 This Appendix takes account of developing legislation, which takes a risk based approach
to protection of workers in hazardous environments. In particular, the European Union has
issued its Directive 1992/92/EC (Minimum Requirements for Improving the Safety and
Health Protection of Workers Potentially at Risk from Explosive Atmospheres).
A number of official bodies, including at least one global body, have taken the general EU
guidance and applied its risk-based methodology to LPG. For that reason the guidance has
been incorporated into this DEP for worldwide application.
A1.3 A number of new concepts and definitions are included in this Appendix and covered
further in (A.2).
A1.4 Notwithstanding this Appendix, local laws and regulations shall always be observed.
A.2 LPG PROPERTIES AND HAZARDS
A.2.1 Composition
LPG comprises Commercial Propane and Commercial Butane and mixtures thereof. They
are hydrocarbon gases that can be changed into a liquid and changed back into a gas by
the simple application and release of pressure.
A.2.2 Density
LPG vapour is at least 50 % heavier than air and does not dissipate well. Being heavier
than air, it sinks when released and gathers in drains, pits, cellars and other depressions.
As a colourless liquid, LPG occupies around 0.4 % of its vapour volume, but is about half
the density of water and will float on water before vaporising.
A.2.3 Cooling effect
LPG vaporises and cools rapidly; it can therefore inflict severe cold burns if spilt on the skin
or if some types of LPG equipment are touched.
A.2.4 Risk to breathing
LPG has an anaesthetic effect when mixed in high concentrations with air. The greater the
concentration, (i.e., as available oxygen declines), the greater the risk of suffocation.
A.2.5 Smell
What people know and recognise as the ‘LPG smell’ is usually added to LPG before
distribution. This smell can be detected if the LPG content of air is as little as 0.4% or just
20 % of the lower limit of flammability. However, odour is not the only means of detection.
Large leaks will also be obvious through hissing or condensation or frosting around the
leak; small leaks will show up as bubbles if detergent mixed with water is applied to the
suspected leak area. NEVER try to detect leaks with a naked flame or other ignition
sources!
A.2.6 Flammability
LPG can ignite when it forms between 2 % and 10 % of a vapour/air mixture, so the risks
associated with poor handling, storage or usage should be obvious. Uncontrolled ignition of
LPG can cause serious fires or explosions (i.e., if ignited within a confined space). A fire
started some distance from an LPG leak can very quickly travel back to the source of the
leak itself. An LPG cylinder or cartridge involved in a fire may overheat and rupture
violently. The power and intensity of an LPG fire or explosion should never be
underestimated.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 39
A.2.7 Empty cylinder and cartridge hazards
LPG cylinders and cartridges can be dangerous when they are normally empty. This is
because air can seep into them via an open or leaking valve and mix with an LPG residue
to form a flammable vapour and an explosion risk. At the same time, if a valve is leaking, or
has been left open, the residue of LPG can diffuse out of the cylinder or cartridge into the
immediate storage area.
A.2.8 Expansion
LPG liquid has a high coefficient of expansion. Cylinders and cartridges shall be protected
against the high pressure resulting from liquid expansion with temperature rise.
A.3 BASIC PRINICPLES
A.3.1 The underlying basic principles to ensure that explosion risk is managed at LPG
installations are summarised as follows:
a) Prevention and protection against explosions
b) Assessment of explosion risks
c) Measures to ensure safety and health of workers
d) Responsibility to coordinate these measures to protect other workers such as
contractors in the workplace
e) Classify areas where explosive atmospheres may occur into zones and mark the
zones with signs at the point of entry
f) Document this process
A.3.2 Documentation of the explosion prevention process is part of the overall Hazards and
Effects Management Process (HEMP) and the Explosion Protection Document required by
EU Directive 1992/92/EC summarises the requirements:
a) Explosion risks have been determined and assessed.
b) Adequate measures have been taken to protect workers
c) Sites where an explosion risk exists have been classified into zones
d) Appropriate organisational and technical measures have been taken to minimise
the risk
e) The workplace and work equipment, including warning devices, are designed,
operated and maintained with due regard for safety
A.3.1 Maintenance work in hazardous areas may already be covered by Permit to Work Systems,
but procedures shall be reviewed to ensure that explosion risks are specifically covered.
A.4 DEFINITIONS
Whilst the concepts of zones and hazardous areas have been with us for many years, a
risk-based approach to hazardous areas has introduced a number of new definitions and
concepts. The zoning for dusts has been included because there are circumstances, for
example, paint overspray, which can and have produced hazards.
The temporary hazardous area has been introduced as a matter of logic and necessity.
Sources of ignition are not permitted in a hazardous area and that includes bulk and
packed vehicles which have multiple sources of ignition.
A.4.1 Normal Operation
For the purpose of this standard normal operation occurs when the installation is used
within its design parameters (as defined within EC Directive Annex 1, Note 2). Failures
(such as the breakdown of pump seals, flange gaskets or spillage caused by accidents) are
not normal operations.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 40
A.4.2 Grades of release
Three grades of release are defined, as listed below in order of decreasing frequency and
likelihood of an explosive gas atmosphere being present.
• Continuous grade
• Primary grade
• Secondary grade
A source of release may give rise to any one of these grades of release, or to a
combination of more than one.
A.4.2.1 Continuous grade of release
Release which is continuous or is expected to occur frequently or for long periods (typically
over one thousand hours per annum). This would not normally occur in a LPG operation.
A.4.2.2 Primary grade of release
Release which can be expected to occur periodically or occasionally during normal
operation (typically between 10 and one thousand hours per annum). An example might be
the area immediately around a cylinder filling head.
A.4.2.3 Secondary grade of release
Release which is not expected to occur in normal operation and, if it does occur, is likely to
do so only infrequently and for short periods (typically less than 10 hours per annum). An
example might be the area within a cylinder filling building where a cylinder might
occasionally be found to leak.
A.5 HAZARDOUS AREAS
An area in which an explosive gas atmosphere is present, or may be expected to be
present, under “normal operations” in quantities such as to require special precautions.
Practically, for LPG, these are areas where the percentage of LPG in air by volume may be
between 2 % and 10 %.
A.5.1 Zone 0 hazardous area
An area in which an explosive atmosphere consisting of a mixture of air with flammable
substances in the form of gas vapour or mist is present continuously or for long periods or
frequently.
NOTE: In the LPG industry, there are no Zone 0 areas. Even the inside of an LPG storage vessel does not
satisfy the definition of Zone 0 because there is no mixture with air.
A.5.2 Zone 1 hazardous area
An area in which an explosive atmosphere consisting of a mixture of air with flammable
substances in the form of gas vapour or mist, is likely to occur in normal operation
occasionally.
NOTE: This would normally be the result of a “primary grade of release”.
A.5.3 Zone 2 hazardous area
An area in which an explosive atmosphere consisting of a mixture of air with flammable
substances in the form of gas vapour or mist is not likely to occur in normal operation but, if
it does occur, will persist for a short time.
A.5.4 Non-hazardous area
An area in which an explosive gas atmosphere is not expected to be present in quantities
such as to require special precautions for the construction, installation and use of
apparatus.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 41
A.5.5 Temporary hazardous area
A hazardous area existing only while equipment is temporarily present and operated to give
the possibility of the presence of an explosive atmosphere. As a consequence, temporary
activity will lead to a temporary hazardous area, e.g., there would be a temporary
hazardous area at an LPG road tanker loading bay while the tanker ullage gauge is in use
or the hose is being disconnected.
A.5.6 Zoning for dusts and flammable liquids
Whilst we focus in the LPG business on the risks associated with the release of LPG,
similar measures are necessary for potentially explosive dust atmospheres and flammable
liquids. For most combustible dusts, a deposit less than 1 mm (0.039 in) deep evenly
distributed over the whole floor area is sufficient, if raised into the air, to completely fill a
room of normal height with an explosive dust/air mixture. Such conditions could occur
during grit blasting of cylinders, or from paint overspray. Flammable liquids can include
solvents, additives, fuels and cleaning materials. The same zones as for gases apply to
flammable liquids. Zones 20, 21 and 22 refer to dusts.
NOTES: a) It is not necessary to have a Zone 2 area immediately adjacent to Zone 1 hazardous area. In
determining hazardous areas, one area does not depend on another, so the area adjacent to a
Zone 1 area can be classified as non-hazardous.
b) All normal operations are conducted in a closed system. The only release to atmosphere is the
breaking of connections after filling or through the use of content gauges such as “rotary gauges”
or “maximum fill gauges”. In these situations, a temporary hazardous area is created. A temporary
hazardous area exists only when the activity is taking place.
A.6 ASSESSMENT OF EXPLOSIVE RISKS
A.6.1 Assessment criteria
Explosion hazard shall be incorporated in the overall site risk assessment. The information
in this DEP shall be used in this risk assessment. For site specification and design, the
references in (A.7) should be applied by competent persons.
Assessment of the explosion hazard does not depend solely on whether sources of ignition
are present or may arise.
The following four conditions shall be satisfied simultaneously for explosions with
hazardous effects to occur:
• a high degree of dispersion of the flammable substances
• concentration of the flammable substances in air within their combined explosion
limits
• hazardous quantities of an explosive atmosphere
• an effective source of ignition
To check whether these conditions are met, explosion risks can be assessed by means of
seven questions.
Figure A.1 shows an assessment flowchart, with the questions underlined. A well designed
LPG facility complying with Shell Standards shall apply the Area Classification
requirements of Table A.4. Further information on answering the questions from the chart
can be found in (A.7).
The first four questions are used to determine, in principle, whether there is an explosion
risk and whether explosion protection measures are necessary at all. Only if this is the case
should the other three questions be considered to determine whether the proposed
protective measures limit the explosion risk to an acceptable level.
Various protective measures are provided in (A.7). There may need to be several iterations
against a question to ensure that reliable prevention is indeed in place.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 42
A.7 EXPLOSION PROTECTION MEASURES
A.7.1 Technical measures for explosion prevention
A.7.1.1 Prevention of hazardous explosive atmospheres
A.7.1.1.1 Use of substitutes for flammable substances
This is the preferred option. In the case of paint, for example, a water-based paint could be
used which is non-flammable
A.7.1.1.2 Limiting concentrations
Keeping releases to the minimum by, for example, good maintenance of filling heads to
minimise leakage.
A.7.1.1.3 Inerting
Using inert material such as nitrogen to prevent LPG mixture with air, however, the
additional risk of asphyxiation shall be considered.
A.7.1.1.4 Preventing or limiting the formation of explosive atmospheres in the vicinity of plant
Minimising leakage and ensuring adequate ventilation can prevent formation of explosive
atmospheres or limit them.
A.7.1.1.5 Removal of dust deposits
Good housekeeping and care when cleaning filters will minimise accumulations of
flammable dust.
A.7.1.1.6 Gas alarms
Gas alarms can be used to shut down systems on detection of releases. However gas
alarms shall be calibrated and tested and they cannot be considered 100 % reliable.
A.7.1.2 Avoidance of ignition sources
A.7.1.2.1 Zoning of hazardous areas
As a basis for determining the extent of protective measures, hazardous areas are
classified in terms of zones.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 43
Are flammable substances present? No No explosion protection measures
Yes necessary
Can sufficient dispersal in air give rise to an No explosion protection measures
explosive mixture? No necessary
Yes
Where can explosive atmospheres occur?
Is the formation of an explosive atmosphere
possible? No No explosion protection measures
Yes necessary
Explosion protection
measures necessary
Prevent the formation of hazardous explosive
atmospheres as far as possible
Is the formation of hazardous explosive
Apply adequate explosion protection
atmospheres reliably prevented? Yes
measures necessary
No
Further explosion protection
measures necessary
To what zones can the places with hazardous
explosive atmospheres be assigned?
Avoid effective ignition sources in places with
hazardous explosive atmospheres as per
zoning
Is the ignition of hazardous explosive
atmospheres highly improbable? Yes Apply adequate and proportionate
No mitigation measures
Further explosion
protection measures
Mitigate the detrimental effects of an
explosion so as to ensure the health and
safety of the workers
Figure A.1 Explosion risk assessment flow chart
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 44
A.7.1.2.2 Extent of protective measures
The extent of protective measures depends on the likelihood that hazardous explosive
atmospheres will arise (zoning) and should therefore be determined in accordance with
Table A.1 below.
Table A.1 Extent of protective measures in the various zones
Zoning Ignition sources* to be reliably avoided
• In normal operation (no malfunction)
0 or 20 • In foreseeable cases of malfunction and
• In the event of rare malfunction
• In normal operation (no malfunction) and
1 or 21
• In foreseeable cases of malfunction
2 or 22 • In normal operation (no malfunction)
*In Zones 20, 21 and 22, the possibility of deposited dust ignition shall also be taken into
account.
The Table applies to all types of ignition source.
A.7.1.2.3 Types of ignition source
All sources of ignition shall be excluded from hazardous areas. These include:
a) Matches, cigarette lighters, or other sources of naked flames.
b) Cameras, pagers, mobile phones or other electrical equipment which is not
appropriately classified or intrinsically safe.
c) All engines, unless certified for use in the appropriate hazardous area.
d) Smoking areas.
e) Flame-fired boilers.
f) Unsuitable electrical equipment
g) Grinding or welding equipment.
h) Spark-generating processes or equipment (and storage areas for such equipment).
Standard EN 1127-1 distinguishes thirteen types of ignition source:
a) hot surfaces
b) flames and hot gases
c) mechanically generated sparks
d) electrical apparatus
e) stray electrical currents, cathodic corrosion protection
f) static electricity
g) lightning
h) electromagnetic fields in the frequency range from 9 kHz to 300 GHz
i) electromagnetic radiation in the frequency range from 300 GHz to 3 x 106 GHz or
wavelength range from 1000 µm to 0.1 µm (optical spectrum)
j) ionising radiation
k) ultrasonics
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 45
l) adiabatic compression, shock waves, gas flows
m) chemical reactions
A.7.1.2.4 Requirements for work equipment
When introducing equipment and tools to do work in a hazardous area, the items and
materials used shall be suitable for use in that area.
Selection of work equipment
Equipment and protective systems in hazardous areas shall be chosen in accordance with
the categories listed in Table A.2.
Further criteria such as temperature class, type of protection and explosion group shall also
be considered. These criteria depend on the combustion and explosion properties of the
substances used. For LPG the table gives minimum requirements of II 2 G for Zone 1 and
II 3 G for Zone 2. The temperature class for LPG is T2. Hence, suitable equipment would,
as a minimum, be marked Ex II 3 G and Ex? IIA T2, (where ? is the type of protection, e.g.,
“e” or “i” indicating explosion proof or intrinsically safe) and IIA is the gas group for propane.
Equipment is often made to a more demanding temperature classification, so the higher
classification of T6 is often found and is, therefore, also acceptable.
If equipment and tools are used in both Zone 1 and Zone 2, they shall satisfy the
requirements for operation in Zone 1.
Exceptions are permissible if there are suitable procedures to ensure safe operation for the
whole period in which the equipment and tools are in use. They may be used only by
suitably trained personnel
Table A.2 Equipment for use in the various zones
Zones Categories If designed for
• gas/air mixture
0 II 1 G • vapour/air mixture
• mist
• gas/air mixture
1 II 1 G or 2 G • vapour/air mixture
• mist
• gas/air mixture
2 II 1 G or 2 G or 3 G • vapour/air mixture
• mist
20 II 1 D dust/air mixture
21 II 1D or 2 D dust/air mixture
22 II 1 D or 2 D or 3 D dust/air mixture
A.7.2 Procedures for explosion protection
A.7.2.1 Operating instructions
Procedures shall be in place describing the explosion hazards that exist on a site, and have
instructions for the use of tools and equipment and Personal Protective Equipment (PPE).
A.7.2.2 Competence
As part of induction and ongoing training, all personnel who may enter a hazardous area
shall have appropriate training in the nature of the hazard, the area in which the hazard
exists, the protective measures taken, correct use of equipment, appropriate PPE and
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 46
mobile equipment that can be brought into the area. Records of this training and refresher
training shall be kept.
A.7.2.3 Maintenance
All maintenance work performed in a hazardous area shall be done under the control of a
work permit. In particular, the competence of personnel working on hazardous area
electrical equipment should be rigorously assessed. Where hazardous area electrical
equipment is to be isolated at a switch-panel in an unzoned area, multiple locking of switch-
panel isolators should be strongly considered. Each Permit To Work (PTW) signatory
should hold a key.
A.7.2.4 Inspection and checking
At a site where hazardous explosive atmospheres may occur, its overall explosion safety
shall be verified. Before it is used for the first time, and after any damage or alterations with
safety implications, its safety shall be verified.
The effectiveness of the explosion protection measures taken in a plant shall be checked at
regular intervals. The frequency of such checks depends on the type of measure. All
checks may be carried out by competent persons only. Examples of equipment to be
routinely checked for performance would be ventilation systems and gas detectors.
A.7.2.5 Marking of hazardous areas
Hazardous areas shall be marked with signs such as ‘no smoking’ or ‘naked lights’,
‘authorised staff only’, in addition to the necessary international signs for a hazardous zone.
Signs shall comply with any statutory requirements
The points of entry to hazardous areas shall be marked with the following warning sign:
Figure A.2 Warning sign for areas where explosive atmospheres may occur
This sign is required, e.g., for rooms or areas in which a hazardous explosive atmosphere
may arise (such as cylinder filling buildings or fenced enclosures where flammable liquids
are stored). If the hazardous area is not the whole space concerned, but only part of it, that
part may be marked by yellow/black diagonal stripes on the floor.
Other details may be added to the warning sign, indicating, e.g., the nature and when the
explosive atmosphere may exist. It may be desirable to place other warning signs for
example forbidding smoking, etc.
A.8 EXPLOSION PROTECTION DOCUMENT FOR EU COUNTRIES
Those operating units within the European Community are required under
Directive 1999/92/EC to have drawn up an explosion protection document and kept it up-to-
date. This document shall at least demonstrate:
a) that the explosion risks have been determined and assessed;
b) that adequate measures will be taken to manage the risks;
c) those areas which have been classified into zones;
d) those areas where the minimum requirements set out in (4) of this standard will
apply;
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 47
e) that the workplace and work equipment, including warning devices, are designed,
operated and maintained with due regard for safety;
f) that arrangements have been made for the safe use of work equipment.
The explosion protection document shall be drawn up prior to the commencement of work
and be revised when the workplace, work equipment or organisation of the work undergoes
significant changes, extensions or conversions.
The operating unit may combine existing risk assessments, documents or other equivalent
reports and incorporate them into the explosion protection document.
A.8.1 Implementation
Typical headings for an explosion protection document are shown in Table A.3.
Table A.3 Typical headings for an explosion protection document
Description of the workplace and working areas
Description of the process steps and/or activities
Description of the substances used/safety parameters
Results of the risk analysis
Explosion protection measures taken
Implementation of the explosion protection measures
Coordination of the explosion protection measures
Annex to the explosion protection document
A.9 EXPLOSION PROTECTION RISK ASSESSMENT FOR NON-EU COUNTRIES
All operating units shall demonstrate that they have met the requirements of (A.8) within
their risk assessments, but they do not need to produce a formal Explosion Protection
Document.
A.10 APPLICATION OF AREA CLASSIFICATION TO LPG OPERATIONS
Table A.4 Area classification
AREA
ACTIVITY LOCATION Notes
CLASSIFICATION
1. Discharge of LPG
Depot Temporary Zone 1: 0.5 m (1 ft 8 in)
Disconnection of discharge hose or
radius around coupling-to-coupling
hard arm following discharge of LPG Terminal 1,8
break point or bleed point for
into storage from road tanker. Cylinder Filling Plant release of inter-coupling product.
Depot Temporary Zone 1: 0.5 m (1 ft 8 in)
Disconnection of discharge hose or
radius around coupling-to-coupling
hard arm following discharge of LPG Terminal 1,8
break point or bleed point for
into storage from rail tanker. Cylinder Filling Plant release of inter-coupling product.
Temporary Zone 1: 2.5 m (8 ft 3 in)
Disconnection of discharge hose or
radius around coupling-to-coupling
hard arm following discharge of LPG Jetty 2,8
break point or bleed point for
into storage from ship or barge.
release of inter-coupling product.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 48
AREA
ACTIVITY LOCATION Notes
CLASSIFICATION
2. Loading of LPG
Depot Temporary Zone 1: 0.5 m (1 ft 8 in)
Disconnection of loading hose or
radius around coupling-to-coupling
hard arm following loading of an Terminal 1,8
break point or bleed point for
LPG road tanker. Cylinder Filling Plant release of inter-coupling product.
Depot
Temporary Zone 1: 0.5 m (1 ft 8 in)
Disconnection of loading hose or Terminal radius around coupling-to-coupling
hard arm following loading of an 1,8
Cylinder Filling Plant break point or bleed point for
LPG rail tanker.
release of inter-coupling product.
Temporary Zone 1: 2.5 m (1 ft 8 in)
Disconnection of loading hose or
radius around coupling-to-coupling
hard arm following loading of an Jetty 2,8
break point or bleed point for
LPG ship or barge.
release of inter-coupling product.
3. Other Depot Activities and Equipment
Cylinder Filling Plant , Zone 1: 0.5 m (1 ft 8 in) radius
around LPG wetted external pump
LPG pumps and compressors. Terminals 3
shaft seals. Unclassified for
Depots canned or magnetic drive pumps.
Terminals
Zone 1: 0.5 m (1 ft 8 in) radius
LPG additive injection, including Depots around wetted external pump shaft
methanol and ethyl mercaptan, 3
Cylinder Filling Plant seals. Unclassified for canned or
typically at terminals and depots
magnetic drive pumps.
Transfer facilities
Terminals Zone 1: 0.5 m (1 ft 8 in) radius
Bulk storage in depots, terminals,
around the bleed point for fixed
and commercial premises, above Depots 1
ullage gauge or rotogauge type
ground, underground or mounded Cylinder Filling Plant contents gauge(s)
Filling cylinders inside a building at a Zone 1: in a range of radii between
cylinder filling plant 0.5 m (1 ft 8 in) and 1.5 m (5 ft)
around the filling machine
depending on the volume of LPG
Cylinder Filling Plants released when the cylinder filling 4
gun disconnects.
Zone 2: for the rest of the cylinder
filling building.
Zone 1: in a range of radii
between 0.5 m (1 ft 8 in) and 1.5 m
Filling cylinders in the open air at a (5 ft) around the filling machine
Cylinder filling Plants 5
cylinder filling plant depending on the volume of LPG
released when the cylinder filling
gun disconnects.
Venting residual LPG from cylinders
Zone 1: 2.5 m (1 ft 8 in) radius
in the open air prior to revalving or Cylinder filling Plants
around the cylinder venting area.
refurbishing
Cylinder Filling Plant
Dealers 6
LPG cylinder storage areas Non hazardous area
Distributors
Stockists
Cylinder Filling Plant
Cylinder loading and unloading Non hazardous area
Dealers
from the means of transport 6
Distributors
Stockists
Road transport and parking Covered under ADR, (outside scope of Directive 1999/92/EC). 1
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 49
AREA
ACTIVITY LOCATION Notes
CLASSIFICATION
Customer storage of LPG cylinders
Commercial premises Non hazardous area 7
in open air
LPG cylinders in use in open air Commercial premises Non hazardous area 7
NOTES:
1. See Ref 1, Chapter 9.7.8.2.of ADR 2007. This reference requires a 0.5 m (1 ft 8 in) radius Zone 1 around venting
devices.
2. A release of LPG takes place when a pressurized hose is disconnected. Normal practice would be to release this
pressure via a bleed screw of no more than 1.5 mm (0.0591 in) diameter until atmospheric pressure is reached.
The pressure of release declines rapidly from operating pressure to atmospheric. The worst poss ble case would
be for the pressure to remain constant throughout the release, creating a jet of LPG. This jet has a dispersion
distance of 2.5 m (1 ft 8 in) when calculated according to Ref 6, “Calculations in Support of IP15: Area
Classification Code for Petroleum Installations” published by The Institute of Petroleum (now The Energy
Institute), London.
3. Pumps with mechanical seals that are wetted by the product pumped will have a minute leakage rate which is
ventilated very rapidly to below the lower flammable limit by the minimum air movement conditions experienced.
To be conservative in the estimation of hazardous area 0.5 m (1 ft 8 in) zone is allowed around the pump seal.
Pumps of a completely sealed design, normally using a magnetic coupling between motor and pump, will not
create a hazardous area.
4. When LPG cylinders are being filled, the release rate to atmosphere depends on the type of cylinder valve and
the type of filling head used to fill it. The volume released each time a fill head disconnects is quantifiable and the
frequency of disconnection is also defined. Calculating the dispersion to lower flammability limit of typical
releases produces distances from 0.5 m (1 ft 8 in) to 1.5 m (5 ft). As rectification of leaking cylinders and other
work involving cylinders may take place in a filling centre, the whole building is classified as Zone 2 because
occasional unplanned releases may take place at random locations.
5. When filling cylinders in open air, the liquid released when a filling head disconnects is the same as for indoor
operations and results in the same Zone 1 around the filling machines. The minor releases of vapour occurring
during other cylinder rectification operations do not give rise to a zone as they do not normally occur and are
rapidly diluted to the lower flammability limit by natural ventilation.
6. Prior to transporting empty LPG cylinders to a filling plant for filling, the driver checks them for leakage, as it is not
permissible to transport leaking cylinders. The empty cylinders will be stored at the filling plant prior to filling.
During the filling process and after filling, the cylinders are inspected and will not leave the filling centre if they are
leaking. In addition to having a closed valve, the cylinders are capped as a secondary seal. There is, therefore,
no situation in normal operations where a cylinder will release LPG to atmosphere.
7. Due to the wide variety of possible types of intermediate cylinder storage premises, it is not possible to say
categorically that they are all unzoned, as the length of storage, the state of the cylinders and the state of the
building cannot be predicted. A well-ventilated building within a well-run operation, with a good standard of
cylinder, and segregation of any dubious cylinders, would not normally have a flammable atmosphere present
and would not generate a hazardous zone.
8. Temporary hazardous areas, as defined in the following point 9, shall be marked and shall not have any
permanent equipment installed in the area that would create a source of ignition, i.e. for the installation of
equipment it is to be treated as a permanent zone. When the operation which creates the temporary zone is not
taking place, normal industrial equipment may enter the area. Procedures and controls shall be in place to ensure
that the temporary hazardous area is enforced during the operation requiring it. This includes marking and
signage for the area.
9. Temporary hazardous area - A hazardous area existing only while equipment is temporarily present and operated
to give the poss bility of the presence of an explosive atmosphere. As a consequence, temporary activity will lead
to a temporary hazardous area. For example, there would be a temporary hazardous area at an LPG road tanker
loading bay while the tanker ullage gauge is in use or the hose is being disconnected.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 50
A.11 REFERENCES USED FOR APPENDIX A
1. European Agreement Concerning the International Carriage of Dangerous Goods by Road,
January 2007, (ADR) Chapter 9.7.8.2, United Nations publication.
http://www.unece.org/trans/danger/publi/adr/adr2007/07ContentsE.html
th
2. EU Directive 1999/92/EC of the European Parliament and the Council of 16 December
1999, on the minimum requirements for improving the safety and health protection of workers
potentially at risk from explosive atmospheres.
http://sww.shell.com/downstream/lpg/functions/hse/standards/external/european directives.h
tml
rd
3. EU Directive 94/9/EC of the European Parliament and the Council of 23 March 1994, on the
approximation of the laws of the member states concerning equipment and protective
systems intended for use in potentially explosive atmospheres.
4. EN 60079-10:2003. (IEC 60079-10:2002), Electrical apparatus for explosive gas
atmospheres- Part 10: Classification of hazardous areas.
http://sww.shell.com/downstream/lpg/functions/hse/standards/external/british standards.html
5. IP Model Code of Safe Practice Part 15. Area Classification Code for Installations Handling
Flammable Fluids.
6. Calculations in Support of IP15: The Area Classification Code for Petroleum Installations,
November 2001, by P T Roberts, Shell Global Solutions (UK), published by The Institute of
Petroleum, London
7. IP Publication, A risk-based approach to hazardous area classification, November 1998.
8. Communication from the Commission concerning the non-binding guide of good practice for
implementing Directive 1999/92/EC of the European Parliament and of the Council on
minimum requirements for improving the safety and health of workers potentially at risk from
explosive atmospheres. Brussels, 25.8.2003 Com (515) final. Also called ATEX Guidance:
http://sww.shell.com/downstream/lpg/functions/hse/standards/external/european directives.h
tml
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 51
APPENDIX B DRAWINGS AND FIGURES FOR DEPOT AND FILLING PLANT
INSTALLATIONS
Figure B.1 Example of a basic cylinder filling plant design
(By Courtesy of Kosan Crisplant)
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 52
Descriptions
A - Unloading/loading area E – Check scale and manual leak detector
B – Driving unit for chain conveyor F – Roller conveyor for rejected cylinders
C – Control desk for control of cylinder flow G – Cylinder clamp
D – Filling machines H – Tiltable evacuation rack
Figure B.2 Example layout of a small sized filling plant
(By Courtesy of Kosan Crisplant)
(In-line filling system with filling machines in-line in chain conveyor)
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 53
Figure B.3 Example layout of a medium sized filling plant
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 54
Figure B.4 Example layout of a highly mechanised/partly automated filling plant
(By Courtesy of Kosan Crisplant)
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 55
Figure B.5 Safety distances for cylinder filling and cylinder storage
Deflection wall and solid boundary wall minimum height of 2 m (6 ft 7 in).
A = 15 m (50 ft)
B = 10 m (33 ft)
C = 5 m (16.5 ft)
X + Y = 15 m (50 ft)
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 56
Figure B.6.1 Filling capacity – In line filling machines
Figure B.6.2 Filling capacity – Carousels
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 57
Figure B.7 Typical cylinder clamp
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 58
Figure B.8 Typical flow diagram for a filling/storage plant
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 59
Figure B.9 Schematic for bulk road vehicle loading controls procedures
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 60
Figure B.10 Typical arrangement for loading/unloading an LPG rail tank wagon using
a compressor
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 61
APPENDIX C METHOD OF ESTABLISHING THE DIFFERENTIAL PRESSURE REQUIRED
FOR A BULK ROAD VEHICLE PUMP
Table C.1 Pressure decrease in vessels being discharged (no vapour return)
propane
Percentage of volume discharged
Initial 25 % 50 % 75 % 100 %
Product
Temperature
(°C) Pressure drop
(bar)
38 0.58 1.29 2.38 5.30
21 0.30 0.69 1.26 2.75
4.5 0.14 0.29 0.64 1.46
Table C.2 Back-pressure build-up in vessels being filled
Product Initial Back-pressure
temperature bar (ga)
(°C) Filling into Filling into
Vapour Liquid
Space
Propane 38 2.14 8.60
21 1.17 4.66
4.5 0.61 2.45
-12 0.28 1.12
-29 0.11 0.44
Butane 38 0.26 1.04
21 0.12 0.50
4.5 0.06 0.21
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 62
Table C.3 Resistance to flow of average LPG meters
Nominal diameter and delivery rate
Delivery Rate 32 mm 40 mm 50 mm
(litres/minute) 20 - 110 50 - 225 73 - 300
l/min l/min l/min
Pressure drop
(bar)
38 0.034 * *
76 0.097 0.076 0.020
114 0.210 0.170 0.055
151 * 0.280 0.080
189 * 0.430 0.120
227 * 0.620 0.180
265 * * 0.255
303 * * 0.340
341 * * 0.430
379 * * 0.540
* = Do not use
Table C.4 Resistance to flow of average globe valves
Nominal diameter
(mm)
15 20 25 32 40 50
Delivery rate Pressure drop
(litres/minute) (bar)
38 0.11 0 0 0 0 0
76 0.44 0.14 0.08 0 0 0
114 1.00 0.31 0.19 0.07 0 0
151 1.77 0.54 0.30 0.13 0 0
189 2.76 0.83 0.46 0.20 0.07 0
227 3.97 1.10 0.66 0.28 0.10 0
265 * 1.45 0.90 0.36 0.14 0.07
303 * 1.93 1.14 0.46 0.17 0.09
341 * 2.41 1.45 0.57 0.22 0.10
379 * 3.24 1.72 0.70 0.28 0.14
* = Pressure drop too high
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 63
Table C.5 Resistance to flow of 15-m lengths of delivery hoses
Nominal diameter
(mm)
15 20 25 32 40 50
Delivery rate Pressure drop
(litres/minute) (bar)
38 2.07 0.28 0.06 0.02 0.01 0
76 * 1.00 0.23 0.07 0.03 0.01
114 * 2.14 0.51 0.17 0.06 0.02
151 * 3.72 0.87 0.29 0.11 0.03
189 * * 1.31 0.44 0.17 0.04
227 * * 1.82 0.62 0.24 0.06
265 * * 2.44 0.82 0.32 0.08
303 * * 3.19 1.07 0.41 0.10
341 * * 3.90 1.31 0.51 0.12
379 * * 4.81 1.61 0.61 0.15
* = Pressure drop too high
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 64
Table C.6 Resistance to flow of tank filler valves
Nominal diameter
(mm)
20 32
Delivery Rate Pressure drop
(litres/minute) (bar)
38 0.17 0.02
76 0.70 0.08
114 1.55 0.17
151 2.76 0.30
189 4.31 0.48
227 * 0.69
265 * 0.94
303 * 1.23
341 * 1.53
379 * 1.92
* = Pressure drop too high
Example:
Delivery rate: 227 litres/minute (60 gallons/minute)
Product: Commercial Propane
Ambient/product temperature: 21 °C (70 °F)
Receiving vessel: Filling into vapour space
No vapour return line used
Bulk road vehicle does a complete drop in one operation
Pressure drop through 50 mm (1.96 in) diameter meter 0.18 bar (0.018 MPa)
Pressure drop through 50 mm (1.96 in) diameter globe valve Negligible
Pressure drop through 32 mm (1.26 in) diameter globe valve 0.28 bar (0.028 MPa)
Pressure drop through 32 mm (1.26 in) diameter filler valve 0.69 bar (0.069 MPa)
Pressure drop through 15 m (0.59 in) of 32 mm diameter hose 0.62 bar (0.062 MPa)
Back-pressure build-up in tank being filled 1.17 bar (0.117 MPa)
Drop in pressure tank being discharged 2.75 bar (0.275 MPa)
TOTAL 5.69 bar (0.569 MPa)
The total differential pressure head varies considerably with product temperature because
of the significant effect of the pressure build-up in the vessel being filled and the pressure
drop in the vehicle's vessel, both of which are affected by the temperature of the product
(see Table C.1 and Table C.2).
For example, if the temperature was 38 °C (100 °F) instead of 21 °C (70 °F) the differential
pressure would rise to 9.21 (0.921 MPa) bar.
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 65
APPENDIX D TYPICAL RAIL HEAD DESIGN AND LAYOUT FOR RAIL TO ROAD LPG
TRANSFER
Figure D.1 LPG rail/road transfer facility - View from rail wagon side of fire wall
Figure D.2 LPG rail/road transfer facility - Layout
Figure D.3 LPG rail/road transfer facility - End view
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 66
APPENDIX E TERMINAL REQUIREMENTS FOR BULK TRANSPORT BY TANKERS AND
OTHER WATERBORNE CRAFT
Figure E.1 Responses to emergency situations – Marine
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
DEP 30.06.10.14-Gen.
February 2013
Page 67
Figure E.2 Marine loading arms - Operating envelopes
This document has been supplied under license by Shell to:
Nooter Eriksen lmatza@ne.com 03/07/2018 16:54:33
You might also like
- Centrifugal Fans For Petroleum, Chemical, and Gas Industry Services (Amendments/Supplements To Api 673)Document14 pagesCentrifugal Fans For Petroleum, Chemical, and Gas Industry Services (Amendments/Supplements To Api 673)Wisam SafiNo ratings yet
- Spec - 2016-02 - A00 Tagging Specification and SymblosDocument95 pagesSpec - 2016-02 - A00 Tagging Specification and Symblosabdelhalim100% (1)
- DEP 30.48.00.32-Gen-Feb-2012 Coating of FastenersDocument17 pagesDEP 30.48.00.32-Gen-Feb-2012 Coating of FastenersDevam RajNo ratings yet
- Design and Supply of Bulk Solids Bins and Hoppers: Dep SpecificationDocument15 pagesDesign and Supply of Bulk Solids Bins and Hoppers: Dep SpecificationFoad GolozariNo ratings yet
- DEP 38.80.40.31-Gen Aluminium Alloy Drill Pipe (Endorsement of ISO 15546)Document7 pagesDEP 38.80.40.31-Gen Aluminium Alloy Drill Pipe (Endorsement of ISO 15546)Sd MahmoodNo ratings yet
- DEP 91.00.00.10-Gen.Document6 pagesDEP 91.00.00.10-Gen.이동욱No ratings yet
- Spec - 2017-02 - A00 LAYOUT OF ONSHORE FACILITIESDocument64 pagesSpec - 2017-02 - A00 LAYOUT OF ONSHORE FACILITIESAL Rajhi Zakaria100% (2)
- Interlocking Systems For Safety Relieves ValvesDocument12 pagesInterlocking Systems For Safety Relieves ValvesGiacomo GabbianelliNo ratings yet
- 100 HP Sihi PumpsDocument28 pages100 HP Sihi Pumpsnapster386No ratings yet
- NFPS Compression Project FEED: Page 62 of 122Document23 pagesNFPS Compression Project FEED: Page 62 of 122Sanjeevi ParthasarathiNo ratings yet
- LPG CODE (English)Document36 pagesLPG CODE (English)Nguyễn Xuân Điệp100% (1)
- Fire Water DemandDocument8 pagesFire Water DemandShariq KhanNo ratings yet
- Data Sheet: Cpi (Corrugated Plate Interceptor)Document1 pageData Sheet: Cpi (Corrugated Plate Interceptor)wahyu hidayatNo ratings yet
- Flare System PDFDocument29 pagesFlare System PDFKamal SkNo ratings yet
- Instt Air ConsumptionDocument3 pagesInstt Air ConsumptionAsad KhanNo ratings yet
- Dep 11Document37 pagesDep 11BiswasNo ratings yet
- Spec SCAPSA PDFDocument30 pagesSpec SCAPSA PDFGustavo Fama100% (1)
- HRSG Tender8228 PDFDocument222 pagesHRSG Tender8228 PDFnefoussiNo ratings yet
- Spec - 2017-02 - A00-FIELD ERECTED ABOVEGROUND VERTICAL STORAGE TANKS API650Document34 pagesSpec - 2017-02 - A00-FIELD ERECTED ABOVEGROUND VERTICAL STORAGE TANKS API650AL Rajhi ZakariaNo ratings yet
- 900 Production Separators: Chevron Corporation 900-1 March 1990Document46 pages900 Production Separators: Chevron Corporation 900-1 March 1990farshad100% (1)
- BBS-10-W8-DS-006 - C - Glycol Charcoal Filter DS PDFDocument1 pageBBS-10-W8-DS-006 - C - Glycol Charcoal Filter DS PDFAdianto RahmanNo ratings yet
- Permanent Mooring System Wire Rope, Sockets, Pins and Connectors For Deepwater Floating Structures (Based On Dnv-Os-E304)Document18 pagesPermanent Mooring System Wire Rope, Sockets, Pins and Connectors For Deepwater Floating Structures (Based On Dnv-Os-E304)yvNo ratings yet
- Fuel Gas Skid Train PDFDocument1 pageFuel Gas Skid Train PDFhadNo ratings yet
- Carbon Adsorption VaporDocument7 pagesCarbon Adsorption Vaporpippo2378793No ratings yet
- Cansolv CO Capture: The Value of Integration: Energy ProcediaDocument10 pagesCansolv CO Capture: The Value of Integration: Energy ProcediasaverrNo ratings yet
- Enclosed Ground Flares: Zero Smoke, Low Noise and No Visible FlameDocument4 pagesEnclosed Ground Flares: Zero Smoke, Low Noise and No Visible FlameT. LimNo ratings yet
- Preparation and Testing of Foamed Cement Slurries at Atmospheric Pressure (Endorsement of Iso 10426-4)Document6 pagesPreparation and Testing of Foamed Cement Slurries at Atmospheric Pressure (Endorsement of Iso 10426-4)Sd MahmoodNo ratings yet
- Mixed Amine Solutions For Gas SweeteningDocument16 pagesMixed Amine Solutions For Gas SweeteningmvhkumarNo ratings yet
- Technical Requirements For The Supply of Components in 6mo Austenitic, 22Cr Duplex and 25Cr Super Duplex Stainless SteelDocument45 pagesTechnical Requirements For The Supply of Components in 6mo Austenitic, 22Cr Duplex and 25Cr Super Duplex Stainless SteelGaurav PandeyNo ratings yet
- Road Paving, TrenchesDocument42 pagesRoad Paving, TrenchesStephen Raj100% (2)
- Flash Gas Compressor Package-TechnicalDocument18 pagesFlash Gas Compressor Package-Technicalsamuel100% (2)
- P&IDDocument1 pageP&IDeuitimecNo ratings yet
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- FS-07 Condensate T2 ProcedureDocument25 pagesFS-07 Condensate T2 ProcedureDilipSinghNo ratings yet
- Structured Packings GasDocument20 pagesStructured Packings GasBowo Edhi WibowoNo ratings yet
- PRESSURISEDDocument17 pagesPRESSURISEDrahigi8656No ratings yet
- Plate and Frame Heat Exchangers (Amendments/Supplements To Iso 15547)Document12 pagesPlate and Frame Heat Exchangers (Amendments/Supplements To Iso 15547)BiswasNo ratings yet
- Appendix A - DATASHEET - BilectricDocument11 pagesAppendix A - DATASHEET - BilectricChakravarthy BharathNo ratings yet
- Designing Large Package BoilersDocument3 pagesDesigning Large Package BoilersdemonarundoNo ratings yet
- ENGINEERING DESIGN GUIDELINES Control Valve Sizing and Selection Rev WebDocument28 pagesENGINEERING DESIGN GUIDELINES Control Valve Sizing and Selection Rev WebBkhari Haran50% (2)
- DEP 38.80.20.36-Gen Determination of Shrinkage and Expansion of Well Cement Formulations at Atmospheric Pressure (Endorsement of ISO 10426-5)Document6 pagesDEP 38.80.20.36-Gen Determination of Shrinkage and Expansion of Well Cement Formulations at Atmospheric Pressure (Endorsement of ISO 10426-5)Sd MahmoodNo ratings yet
- Control of Vapor Recovery Units (VRU)Document8 pagesControl of Vapor Recovery Units (VRU)Yasmine ياسمينNo ratings yet
- NGP 006 PCS 15.03 0012-10-00 Specification For Loading ArmsDocument9 pagesNGP 006 PCS 15.03 0012-10-00 Specification For Loading Armsm.shehreyar.khanNo ratings yet
- Ar166 208 260Document82 pagesAr166 208 260michaelxiaoNo ratings yet
- Gas Liquid Separators Type Selection and Design Rules 53 64Document6 pagesGas Liquid Separators Type Selection and Design Rules 53 64imanNo ratings yet
- GTG 1409sc Solart60 60hzDocument21 pagesGTG 1409sc Solart60 60hzKhaldoon AlnashiNo ratings yet
- 34242631Document12 pages34242631allouche_abdNo ratings yet
- Case Study - Using PipelineStudio To Simulate Pigging Operations On An Indonesian PipelineDocument10 pagesCase Study - Using PipelineStudio To Simulate Pigging Operations On An Indonesian PipelineDan CarrascoNo ratings yet
- General-Purpose Steam Turbines (Amendments/Supplements To Api 611)Document27 pagesGeneral-Purpose Steam Turbines (Amendments/Supplements To Api 611)BiswasNo ratings yet
- 7255530-751248 Flow and Instrument Diagram, Generator Lube OilDocument2 pages7255530-751248 Flow and Instrument Diagram, Generator Lube OilMahmoud HassanNo ratings yet
- As LPG Bottle Filling EDocument9 pagesAs LPG Bottle Filling EGerson AsmNo ratings yet
- Offshore Production Installations Basic Surface Process Safety SystemsDocument9 pagesOffshore Production Installations Basic Surface Process Safety SystemsJacob Philip100% (1)
- FOX Ejectors For Vapor RecoveryDocument4 pagesFOX Ejectors For Vapor RecoveryMuhammad ImranNo ratings yet
- Practical Guidelines For Electrical Area Classification inDocument11 pagesPractical Guidelines For Electrical Area Classification inaliris322No ratings yet
- Selecting Flare Gas Recovery System For A Greenfield RefineryDocument5 pagesSelecting Flare Gas Recovery System For A Greenfield RefineryRobert Montoya100% (1)
- Non-Metallic Materials - Selection and ApplicationDocument53 pagesNon-Metallic Materials - Selection and ApplicationKUMAR100% (1)
- Dep 30.10.02.13 2017 Non-Metallic Materials - Selection and ApplicationDocument25 pagesDep 30.10.02.13 2017 Non-Metallic Materials - Selection and ApplicationRubén Crespo MartínezNo ratings yet
- Heating, Ventilation and Air Conditioning For Plant BuildingsDocument48 pagesHeating, Ventilation and Air Conditioning For Plant Buildingssk50% (4)
- Metallic Materials - Prevention of Brittle Fracture in New AssetsDocument17 pagesMetallic Materials - Prevention of Brittle Fracture in New Assetskarthicbc2020No ratings yet
- DEP 31.29.12.30 Spec 2013-02 A00Document21 pagesDEP 31.29.12.30 Spec 2013-02 A00disasterdazNo ratings yet
- Spec 2014-02 A00Document12 pagesSpec 2014-02 A00Sivareddy InduriNo ratings yet
- NPSH Calculations PDFDocument10 pagesNPSH Calculations PDFAman MaharNo ratings yet
- 31 Samss 009Document7 pages31 Samss 009Sivareddy InduriNo ratings yet
- Spec 2014-02 A00Document12 pagesSpec 2014-02 A00Sivareddy InduriNo ratings yet
- Shell& Tube Heat ExchangerDocument57 pagesShell& Tube Heat ExchangermirzafarhathNo ratings yet
- 050 MHB 1Document19 pages050 MHB 1sishu21No ratings yet
- Electrical Workshop - Test Equipment and ToolsDocument51 pagesElectrical Workshop - Test Equipment and ToolsSivareddy InduriNo ratings yet
- Design, Installation and Fabrication of Reciprocating PumpDocument40 pagesDesign, Installation and Fabrication of Reciprocating PumpSivareddy InduriNo ratings yet
- Forged Pipe FittingsDocument38 pagesForged Pipe FittingsGonzaloMartinezRNo ratings yet
- Crucial Conversations 160217195837 PDFDocument244 pagesCrucial Conversations 160217195837 PDFShashank Nema100% (2)
- Liquid Level Indication - Tank or VesselDocument1 pageLiquid Level Indication - Tank or VesselSivareddy InduriNo ratings yet
- Design, Installation and Fabrication of Reciprocating PumpDocument40 pagesDesign, Installation and Fabrication of Reciprocating PumpSivareddy InduriNo ratings yet
- PMP Practice Exam JLHDocument334 pagesPMP Practice Exam JLHEduardo Calle87% (15)
- Shell& Tube Heat ExchangerDocument57 pagesShell& Tube Heat ExchangermirzafarhathNo ratings yet
- Design of 3 Phase Production SeparatorDocument8 pagesDesign of 3 Phase Production Separatormyself_riteshNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Installation and Commissioning of Onshore Cathodic Protection SystemsDocument149 pagesInstallation and Commissioning of Onshore Cathodic Protection SystemsSivareddy Induri100% (1)
- Shell& Tube Heat ExchangerDocument57 pagesShell& Tube Heat ExchangermirzafarhathNo ratings yet
- CENTRIFUGAL FANS (AMENDMENTS/SUPPLEMENTS TO ISO 13705, Annex E)Document18 pagesCENTRIFUGAL FANS (AMENDMENTS/SUPPLEMENTS TO ISO 13705, Annex E)Sivareddy InduriNo ratings yet
- Project Management Professional HandbookDocument41 pagesProject Management Professional HandbookSara Lopez100% (1)
- RP Technical Paper NPSH Reciprocating Pumps v2 PDFDocument4 pagesRP Technical Paper NPSH Reciprocating Pumps v2 PDFbalaji100% (1)
- 31 Samss 009Document7 pages31 Samss 009Sivareddy InduriNo ratings yet
- 4.1psv - CatalogueDocument96 pages4.1psv - CatalogueSivareddy InduriNo ratings yet
- 1) The Junction Box Certification Shall Be Ex (D) and Weather Proof To IP-66. Quantity: 5 Nos'Document1 page1) The Junction Box Certification Shall Be Ex (D) and Weather Proof To IP-66. Quantity: 5 Nos'Sivareddy InduriNo ratings yet
- Al Nimr Tech Booklet PDFDocument52 pagesAl Nimr Tech Booklet PDFarnab mandalNo ratings yet
- 5.1 Pvrv-Fa - VD - Ts - Ka - 7 - GBDocument4 pages5.1 Pvrv-Fa - VD - Ts - Ka - 7 - GBSivareddy InduriNo ratings yet
- LEWA Ecoflow Variable Eccentric Pump Drive Type LDB: PerformanceDocument2 pagesLEWA Ecoflow Variable Eccentric Pump Drive Type LDB: PerformanceIoana PopescuNo ratings yet
- Nalco - 1800 - Corrosion InhibitorDocument15 pagesNalco - 1800 - Corrosion InhibitorSivareddy Induri50% (2)
- Magnatic Level GaugesDocument16 pagesMagnatic Level GaugesSivareddy InduriNo ratings yet
- Generic Risks in JKR Project Ver 1 0 Rev 28 Mei 08 PDFDocument59 pagesGeneric Risks in JKR Project Ver 1 0 Rev 28 Mei 08 PDFAbd Aziz MohamedNo ratings yet
- Construction Contract For Pipe Laying at AriportDocument9 pagesConstruction Contract For Pipe Laying at AriportRue Pedroso100% (1)
- Land Surveyor or Marine Surveyor or Construction ContractorDocument3 pagesLand Surveyor or Marine Surveyor or Construction Contractorapi-79018741No ratings yet
- PDF Separation DetailsDocument10 pagesPDF Separation Detailscarlos silvaNo ratings yet
- Mechanical Building Services Specification 2007Document167 pagesMechanical Building Services Specification 2007Son Cao ThanhNo ratings yet
- Assignment of Labor and Organizational Management by Edris AbdellaDocument14 pagesAssignment of Labor and Organizational Management by Edris AbdellaEdris Abdella NuureNo ratings yet
- Construction Fieldworks SummaryDocument7 pagesConstruction Fieldworks SummaryDonna MelgarNo ratings yet
- Hse Management Plan IffDocument16 pagesHse Management Plan Iffmorgojoyo100% (1)
- QSP - Quality and Safety Plan For Railway Civil WorksDocument41 pagesQSP - Quality and Safety Plan For Railway Civil WorksAnonymous eKt1FCD78% (9)
- AR 3241 - Project Delivery and Scheduling Methods - TrillanesDocument27 pagesAR 3241 - Project Delivery and Scheduling Methods - TrillanesMarsha Amparo PresasNo ratings yet
- Sistem Bekalan Air Sejuk Dalaman Dan Perpaipan SanitariDocument65 pagesSistem Bekalan Air Sejuk Dalaman Dan Perpaipan SanitariShudhan Nambiar100% (1)
- HSE 1 G5 MOL1 m03 Basic HSE Requirements of Contracts enDocument9 pagesHSE 1 G5 MOL1 m03 Basic HSE Requirements of Contracts enMohamed OmarNo ratings yet
- General Conditions of Contract For Construction Works 3rd Edition 2015Document139 pagesGeneral Conditions of Contract For Construction Works 3rd Edition 2015Kathryn Verhagen100% (10)
- Recovery Scheduli NG - AS Appli ED I N Engi Neeri NG, Procurement, AND Constructi ONDocument5 pagesRecovery Scheduli NG - AS Appli ED I N Engi Neeri NG, Procurement, AND Constructi ONAejaz AhmedNo ratings yet
- Commissioning of Fire ProtectionDocument15 pagesCommissioning of Fire Protectionabdullah sahibNo ratings yet
- He-012607 749Document749 pagesHe-012607 749raghu100% (1)
- Standard Specifications FOR Bridge Construction: DitionDocument524 pagesStandard Specifications FOR Bridge Construction: DitionGibral MaulanaNo ratings yet
- G.I. 8.001 Issue Date 10-01-2011Document17 pagesG.I. 8.001 Issue Date 10-01-2011Ruben Vasquez Laurente82% (17)
- Form of AgreementDocument2 pagesForm of Agreementkrishna123sakthiNo ratings yet
- Roda - BoQDocument32 pagesRoda - BoQjoancaldentey78No ratings yet
- 6812 - 2017 - Ex3 - 8-1-17 - Payments + AnswersDocument4 pages6812 - 2017 - Ex3 - 8-1-17 - Payments + Answersრაქსშ საჰაNo ratings yet
- Appendix A - Permit DrawingsDocument25 pagesAppendix A - Permit DrawingsQueens CrapperNo ratings yet
- Method of Delay AnalysisDocument72 pagesMethod of Delay Analysisshalabh2381No ratings yet
- SOW TemplateDocument5 pagesSOW TemplatenastyaNo ratings yet
- TM 17 Bellingham Delivery MethodDocument39 pagesTM 17 Bellingham Delivery MethodchrispeterNo ratings yet
- SECTION 026100 Excavated Soil and Material Management Plan Part 1 - GeneralDocument41 pagesSECTION 026100 Excavated Soil and Material Management Plan Part 1 - GeneralLucas GalanteNo ratings yet
- Planning For Procurement of Construction ContractsDocument41 pagesPlanning For Procurement of Construction ContractsJoel AlcantaraNo ratings yet
- Kilovolt IncDocument6 pagesKilovolt InclouieNo ratings yet
- Part F - Particular Spec Civil (Astana-Sejingkat Substation)Document22 pagesPart F - Particular Spec Civil (Astana-Sejingkat Substation)Anonymous UUw70xirblNo ratings yet
- Bamboo LivingDocument19 pagesBamboo LivingREBogartNo ratings yet