You might also like
- Mark Knofler: Career OverviewDocument2 pagesMark Knofler: Career OverviewknoflerNo ratings yet
- UntitledDocument13 pagesUntitledGeorge ThomasNo ratings yet
- Chartered Member Application GuidanceDocument20 pagesChartered Member Application GuidancemigelNo ratings yet
- Engineering Units ConverterDocument23 pagesEngineering Units ConverterahmadlieNo ratings yet
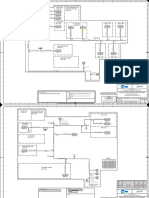
- P&IDDocument17 pagesP&IDDavid RodriguezNo ratings yet
- 25 Competency-Based Interview Questions and AnswersDocument24 pages25 Competency-Based Interview Questions and AnswersElchin MustafayevNo ratings yet
- Scale-Up of Chemical Engineering Process: Prof H R ShahDocument27 pagesScale-Up of Chemical Engineering Process: Prof H R ShahatgtegtrhrhNo ratings yet
- P&ID Cylinder Lubrication PDFDocument2 pagesP&ID Cylinder Lubrication PDFmuieed siddiquiNo ratings yet
- Saqlain Raza - TRB ChemistryDocument88 pagesSaqlain Raza - TRB ChemistryHasan AhmedNo ratings yet
- IChemE GetChartered ExtlDocument78 pagesIChemE GetChartered Extlthlim19078656No ratings yet
- HydrogenDocument11 pagesHydrogenSanjay HedgeNo ratings yet
- RLP-1000-PM-SP-001 - IFI - Scope of Work For Detailed Engineering & Design For Storage Tanks, In-Plant Piping, Supports & Structural SteelDocument45 pagesRLP-1000-PM-SP-001 - IFI - Scope of Work For Detailed Engineering & Design For Storage Tanks, In-Plant Piping, Supports & Structural SteelAdewaleNo ratings yet
- Assignment 223Document4 pagesAssignment 223Saurabh Kumar GautamNo ratings yet
- 220 M6 0310 00040Document1 page220 M6 0310 00040nestor159357No ratings yet
- Yee Wan Yin: University of Birmingham, UKDocument4 pagesYee Wan Yin: University of Birmingham, UKYou JaicNo ratings yet
- Training ONGCDocument13 pagesTraining ONGCPradyumna Singh RathoreNo ratings yet
- Project TatipakaDocument22 pagesProject Tatipakakhajachem80% (5)
- Bio-Fuel: BY: K. Pramod E11-0031Document29 pagesBio-Fuel: BY: K. Pramod E11-0031Nurul HudaNo ratings yet
- ONGC's Welfare Policies & Industrial RelationsDocument127 pagesONGC's Welfare Policies & Industrial Relationsvpceb22enNo ratings yet
- Aloha Final Report SKVPDocument53 pagesAloha Final Report SKVPsudhanshu srivastavNo ratings yet
- ETI BAKIR P&IDs Mark-Up 29-11-2022Document47 pagesETI BAKIR P&IDs Mark-Up 29-11-2022Hasan arif KısaalioğluNo ratings yet
- Bio-Ethanol from Fruit WastesDocument22 pagesBio-Ethanol from Fruit WastesSwarnalatha Katta0% (1)
- Adipic AcidDocument7 pagesAdipic AcidsadiaNo ratings yet
- Hydrogengassafety PDFDocument23 pagesHydrogengassafety PDFmujolicoNo ratings yet
- ENGG 1100 Introduction To Engineering DesignDocument43 pagesENGG 1100 Introduction To Engineering DesignDavid EspinoNo ratings yet
- 15bch027 P&id MainDocument1 page15bch027 P&id MainMayur ParmarNo ratings yet
- Hydrogen Family PDFDocument27 pagesHydrogen Family PDFDelos NourseiNo ratings yet
- Hydrogen From BiomassDocument23 pagesHydrogen From Biomassआशीष गौरवNo ratings yet
- Equipments Specification For Power House: Economic Evaluation & ProfitabilityDocument12 pagesEquipments Specification For Power House: Economic Evaluation & Profitabilitysaur1No ratings yet
- Lect5 - Steam Power BalancesDocument27 pagesLect5 - Steam Power Balancesrushdi100% (1)
- Zarei 2016Document34 pagesZarei 2016IffatNo ratings yet
- Membrane Processes ExplainedDocument356 pagesMembrane Processes ExplainedSindhuja PachikaNo ratings yet
- Indian Oil Cooperation LTD (Assam Oil Division Digboi Refinery)Document64 pagesIndian Oil Cooperation LTD (Assam Oil Division Digboi Refinery)NingSeng SingphoNo ratings yet
- Government Engineering College Internship ReportDocument16 pagesGovernment Engineering College Internship ReportShivam PanchalNo ratings yet
- Textile InternshipDocument55 pagesTextile InternshipANEESHA PANDANo ratings yet
- 25 Major Engineering Failures (1977-2007Document10 pages25 Major Engineering Failures (1977-2007Mohd Faizal MfNo ratings yet
- IM Unit V Modern Concepts Unit VDocument119 pagesIM Unit V Modern Concepts Unit VKoushik ThyagarajanNo ratings yet
- Process Calculations GuideDocument5 pagesProcess Calculations GuideAkash BabelNo ratings yet
- FACT Project ReportDocument71 pagesFACT Project ReportMegha UnniNo ratings yet
- Paper Sukanta Azad - 11 PDFDocument6 pagesPaper Sukanta Azad - 11 PDFAgung SiswahyuNo ratings yet
- StadisDocument1 pageStadisPhu HaoNo ratings yet
- Praj Industries PVTDocument10 pagesPraj Industries PVTanoopisbs0911No ratings yet
- 10083a 1X M6 Ab 00007 04Document1 page10083a 1X M6 Ab 00007 04wael zakariaNo ratings yet
- Hydrogen - Near Term Challenges & Long Term Opportunities - Womble Bond DickinsonDocument11 pagesHydrogen - Near Term Challenges & Long Term Opportunities - Womble Bond DickinsonLong PhanNo ratings yet
- Dryer Selection and DesignDocument43 pagesDryer Selection and DesignMuluken DeaNo ratings yet
- MNRE Biomass Co-Generation PDFDocument8 pagesMNRE Biomass Co-Generation PDFHousila TiwariNo ratings yet
- Boiler Operation Made Easy - Procedure For Starting and Stopping A Boiler PDFDocument13 pagesBoiler Operation Made Easy - Procedure For Starting and Stopping A Boiler PDFDavid WilliamsNo ratings yet
- Refinery Process ChartDocument16 pagesRefinery Process ChartUsman AshrafNo ratings yet
- Carbon Dioxide Scrubber RPDocument5 pagesCarbon Dioxide Scrubber RPpassionNo ratings yet
- Oxygen TransferDocument37 pagesOxygen TransferKaycee ChirendaNo ratings yet
- PHY1901 Introduction to Innovative Project Digital Assignment 1Document3 pagesPHY1901 Introduction to Innovative Project Digital Assignment 1Vaish KashyapNo ratings yet
- CCB DE000121701 P&ID Bean Treatment Rev. ADocument2 pagesCCB DE000121701 P&ID Bean Treatment Rev. AJean-philippe DenouNo ratings yet
- Waste Management Project-RajkumarDocument60 pagesWaste Management Project-RajkumarRajkumar100% (1)
- Glossary of STEP and PDM termsDocument13 pagesGlossary of STEP and PDM termsRhonald Eliexer Lopez GonzalezNo ratings yet
- 3 DC PFDDocument1 page3 DC PFDAmir Al-AimanNo ratings yet
- Lube BAse Oil (S-Oil)Document6 pagesLube BAse Oil (S-Oil)die_1No ratings yet
- Digital Assignment-1: Product Development and ManagementDocument9 pagesDigital Assignment-1: Product Development and ManagementSanjit RameshNo ratings yet
- Dimensional Analysis: Practical Guides in Chemical EngineeringFrom EverandDimensional Analysis: Practical Guides in Chemical EngineeringNo ratings yet
- Operations ResearchDocument21 pagesOperations Researchronielyn LacayNo ratings yet
- Scaling Chemical Processes: Practical Guides in Chemical EngineeringFrom EverandScaling Chemical Processes: Practical Guides in Chemical EngineeringNo ratings yet
- Basics of Cell Cultyre & Bioassays - 141051Document1 pageBasics of Cell Cultyre & Bioassays - 141051rhythmNo ratings yet
- Ch1 PDFDocument5 pagesCh1 PDFrhythmNo ratings yet
- Ch1 PDFDocument5 pagesCh1 PDFrhythmNo ratings yet
- Front PDFDocument3 pagesFront PDFrhythmNo ratings yet
- Chapter 3 PDFDocument2 pagesChapter 3 PDFrhythmNo ratings yet
- Novel Synthesis and Characterization of Silver Nanoparticles From Leaf Aqueous Extract of Aloe Vera and Their Anti Microbial Activity PDFDocument9 pagesNovel Synthesis and Characterization of Silver Nanoparticles From Leaf Aqueous Extract of Aloe Vera and Their Anti Microbial Activity PDFrhythmNo ratings yet
- DN F F G G RDV DT: Lecture 2: The Reaction Rate & Reaction MechanismsDocument3 pagesDN F F G G RDV DT: Lecture 2: The Reaction Rate & Reaction MechanismsHafid AlwanNo ratings yet
- Procedure For Doing Project Work in IIT BombayDocument1 pageProcedure For Doing Project Work in IIT BombaySouba GiridharNo ratings yet
- Nvtel Lec PDFDocument6 pagesNvtel Lec PDFrhythmNo ratings yet
- Bioleaching: A Microbial Process of Metal Recovery A ReviewDocument9 pagesBioleaching: A Microbial Process of Metal Recovery A ReviewrhythmNo ratings yet
- Lecture3 PDFDocument5 pagesLecture3 PDFrhythmNo ratings yet
- CamScanner Scanned Document PagesDocument32 pagesCamScanner Scanned Document PagesrhythmNo ratings yet
- Physics NTSE Stage-1Document11 pagesPhysics NTSE Stage-1Sonal Gupta80% (20)
- Computer Organization & Computer Organization & Computer Organization & Computer Organization & Assembly Languages Assembly LanguagesDocument119 pagesComputer Organization & Computer Organization & Computer Organization & Computer Organization & Assembly Languages Assembly LanguagesEdel Karlo Sibidal ZarasateNo ratings yet
- Sec. 6.7 Peak Structural Response From The Response SpectrumDocument2 pagesSec. 6.7 Peak Structural Response From The Response SpectrumIt'x PathanNo ratings yet
- Optimize tempdb performance with best practicesDocument10 pagesOptimize tempdb performance with best practicesSubhro SahaNo ratings yet
- 48.3 Events and The Union and Intersection of Events#Document4 pages48.3 Events and The Union and Intersection of Events#Paulo EsguerraNo ratings yet
- Analysis and Design of RCC Bridge and Box CulvertDocument114 pagesAnalysis and Design of RCC Bridge and Box CulvertimamtaNo ratings yet
- Calculation of Renal Tubular Reabsorption of Phosphate: The Algorithm Performs Better Than The NomogramDocument3 pagesCalculation of Renal Tubular Reabsorption of Phosphate: The Algorithm Performs Better Than The Nomogrammonday125No ratings yet
- Acoustic Pulsations in Reciprocating Machinery PDFDocument2 pagesAcoustic Pulsations in Reciprocating Machinery PDFEdward JulianNo ratings yet
- Pengaruh Penerapan Carbohydrate Loading Modifikasi Terhadap Kesegaran Jasmani Atlet Sepak BolaDocument13 pagesPengaruh Penerapan Carbohydrate Loading Modifikasi Terhadap Kesegaran Jasmani Atlet Sepak BolaRizqiAnnisaPermatasariNo ratings yet
- HDL Course Explores Multiplier ArchitecturesDocument26 pagesHDL Course Explores Multiplier ArchitecturesChien DoMinhNo ratings yet
- Reaffirmed 2002Document29 pagesReaffirmed 2002Manish Kumar Singh100% (1)
- cc1101 p25Document105 pagescc1101 p25fadfadfNo ratings yet
- Equilibrium LeChateliers PrincipleDocument11 pagesEquilibrium LeChateliers PrinciplesaraNo ratings yet
- Long Langstroth HiveDocument7 pagesLong Langstroth HiveWolfgangNo ratings yet
- HT Practice QuestionsDocument3 pagesHT Practice QuestionsVivek SharmaNo ratings yet
- "Just The Maths" Unit Number 1.4 Algebra 4 (Logarithms) by A.J.HobsonDocument11 pages"Just The Maths" Unit Number 1.4 Algebra 4 (Logarithms) by A.J.HobsonNguyen Linh TrangNo ratings yet
- Mapeo ComputoDocument20 pagesMapeo ComputoGuillermo Santiago Robles RangelNo ratings yet
- DMSO Solvent PropertiesDocument2 pagesDMSO Solvent PropertiesSunny YangNo ratings yet
- Applications Pumped Liquids: Agriculture Domestic Irrigation Gardens Industrial Rural Water SupplyDocument5 pagesApplications Pumped Liquids: Agriculture Domestic Irrigation Gardens Industrial Rural Water Supplyகோவி கோபால் ஆர்ட்ஸ்No ratings yet
- User Guide: Newland Android PDA UHF ApplicationDocument14 pagesUser Guide: Newland Android PDA UHF ApplicationTunitrackNo ratings yet
- Cold Rolled CoilDocument23 pagesCold Rolled Coilmametcool100% (1)
- Chapter 10 Explores Weathering, Soil Formation and Mass WastingDocument34 pagesChapter 10 Explores Weathering, Soil Formation and Mass WastingEverett Heart Pargad VNo ratings yet
- Hexagon MI Aicon Scanning Solutions Brochure ENDocument24 pagesHexagon MI Aicon Scanning Solutions Brochure ENekopujiantoeNo ratings yet
- Density and Archimedes' PrincipleDocument3 pagesDensity and Archimedes' PrincipleHoneylet Ü FerolNo ratings yet
- Debugger c2000Document58 pagesDebugger c2000carver_uaNo ratings yet
- REAGEN Furazolidone (AOZ) ELISA Test Kit ManualDocument13 pagesREAGEN Furazolidone (AOZ) ELISA Test Kit ManualpetertrungNo ratings yet
- OOP Lesson PlanDocument8 pagesOOP Lesson PlanPrema SelvamNo ratings yet
- Steel - Chapter 4Document18 pagesSteel - Chapter 4Kristoffer NaridoNo ratings yet
- An Evolutionary Algorithm To Solve Crypt Arithmetic ProblemDocument3 pagesAn Evolutionary Algorithm To Solve Crypt Arithmetic ProblemSaniya RathoreNo ratings yet
- Astm D5454 11 2020Document1 pageAstm D5454 11 2020MiguelNo ratings yet