You might also like
- Inspection and Test Plan For Epc Gas Pipeline Project-X70mDocument15 pagesInspection and Test Plan For Epc Gas Pipeline Project-X70mFolarin Ayodeji100% (1)
- Inspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Document5 pagesInspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Daniel Martinez50% (2)
- ITP - Field Application of Heat Shrink SleeveDocument6 pagesITP - Field Application of Heat Shrink SleeveVasilica BArbarasaNo ratings yet
- Inspection and Test PlanDocument5 pagesInspection and Test Planmuhammad afrizalNo ratings yet
- Inspection Test Plan For Fabrication PDF FreeDocument4 pagesInspection Test Plan For Fabrication PDF Freesam paulNo ratings yet
- Itp Installation of Fiber Optic CablesDocument4 pagesItp Installation of Fiber Optic Cablesqasim078100% (2)
- Khulud Gas Development Project FabricationDocument5 pagesKhulud Gas Development Project FabricationRana AsifNo ratings yet
- Quality Control Manual of PT Sarku Enjinering Utama (ASME JR)Document110 pagesQuality Control Manual of PT Sarku Enjinering Utama (ASME JR)herlan100% (1)
- Inspection Report: Page 1 of 2 Vendor P.O. NODocument3 pagesInspection Report: Page 1 of 2 Vendor P.O. NOsudipta dasNo ratings yet
- Itp For Field Erected Tank Rev A PDF FreeDocument9 pagesItp For Field Erected Tank Rev A PDF FreeMahmoud GaberNo ratings yet
- Wheel Inspection ReportDocument3 pagesWheel Inspection Reportsudipta dasNo ratings yet
- ITP Raised FloorDocument4 pagesITP Raised Floorศิษย์เก่า ทีเจพีNo ratings yet
- Installation of Fiber Optic Cables ITPDocument5 pagesInstallation of Fiber Optic Cables ITPVasilica Barbarasa50% (4)
- QUESTION: STACKER RECLAIMER INSPECTIONDocument77 pagesQUESTION: STACKER RECLAIMER INSPECTIONAlif Rahmat Febrianto100% (1)
- Inspection & Test Plan Mechanical (ITP)Document6 pagesInspection & Test Plan Mechanical (ITP)hari banggaNo ratings yet
- Insp. Test Plan - Rev01Document2 pagesInsp. Test Plan - Rev01kapsarcNo ratings yet
- InspectorDocument5 pagesInspectorVictor DvornikovNo ratings yet
- P1066-CTD-QAC-ITP-001-Rev-C-ITP For Fabrication, Erection & Testing of Tank WorkDocument9 pagesP1066-CTD-QAC-ITP-001-Rev-C-ITP For Fabrication, Erection & Testing of Tank WorkEILA545 QAQCNo ratings yet
- Qa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Document3 pagesQa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Ali Haider100% (1)
- Field Inspection & Test Plan (F-Itp) : DOC. NO.: I-T3108-QAQC-006Document7 pagesField Inspection & Test Plan (F-Itp) : DOC. NO.: I-T3108-QAQC-006bernardNo ratings yet
- Inspection Test Procedure TemplateDocument8 pagesInspection Test Procedure TemplateMahesh SuthaNo ratings yet
- Inspection and Test Plan: JS19-010 Haddadin Engineering Co. AISC & AWS D1.1 2015Document3 pagesInspection and Test Plan: JS19-010 Haddadin Engineering Co. AISC & AWS D1.1 2015Khaled GamalNo ratings yet
- ICC-DS-1132 Erection ITP-GFRC Steel Sub FramesDocument3 pagesICC-DS-1132 Erection ITP-GFRC Steel Sub FramesAnwar MohiuddinNo ratings yet
- PBI-ITP-QA-0001 Inspection and Test Plan Rev.0Document7 pagesPBI-ITP-QA-0001 Inspection and Test Plan Rev.0Tadaya KasaharaNo ratings yet
- Inspection and Test Plan: S. H. Joo D. H. YounDocument2 pagesInspection and Test Plan: S. H. Joo D. H. YounfitriatitisariNo ratings yet
- Daily QAQC Check SheetsDocument1 pageDaily QAQC Check Sheetsfhairuz.wahidNo ratings yet
- Itp For SSDP Project Rev CDocument9 pagesItp For SSDP Project Rev CRachel FloresNo ratings yet
- PMT Machines LTD Inspection and Test Plan For Bogie Frame FabricationDocument6 pagesPMT Machines LTD Inspection and Test Plan For Bogie Frame FabricationAMIT SHAHNo ratings yet
- Manufacturer Data RecordDocument29 pagesManufacturer Data RecordAdd Gar80% (10)
- Itp FGP 2Document21 pagesItp FGP 2fusionndtNo ratings yet
- P1066-CTD-QAC-ITP-002-B-Inspe... of Structural Steel WorkDocument4 pagesP1066-CTD-QAC-ITP-002-B-Inspe... of Structural Steel WorkEILA545 QAQCNo ratings yet
- EG.02.J.96.053.102NM 03 1 PublicationDocument6 pagesEG.02.J.96.053.102NM 03 1 Publicationfhairuz.wahidNo ratings yet
- Itp CraneDocument10 pagesItp Cranemuhammad afrizal100% (1)
- Inspection Test Plan: 308200-ITP-ME-15 Rev. 1 Date-08.10.02 Dod/Neat Khuff Condensate Fractionation Project Page 1 of 4Document4 pagesInspection Test Plan: 308200-ITP-ME-15 Rev. 1 Date-08.10.02 Dod/Neat Khuff Condensate Fractionation Project Page 1 of 4Delta akathehuskyNo ratings yet
- Quality Plan for Fabrication and Delivery of Slurry TankDocument8 pagesQuality Plan for Fabrication and Delivery of Slurry TankRejoy babyNo ratings yet
- Shop Inspection and Test Plan for FRP Water TroughDocument29 pagesShop Inspection and Test Plan for FRP Water TroughEljo AndsNo ratings yet
- Mechanical ITP Inspection of Oil TankDocument2 pagesMechanical ITP Inspection of Oil TankikramNo ratings yet
- Visual Check List For Control Valve: Rock Payvand Sanat ArvandDocument1 pageVisual Check List For Control Valve: Rock Payvand Sanat Arvandarmin heidariNo ratings yet
- Other Requirement: BA-0496 Refap1 Project Disengager / Stripper R-300002, R-300003Document7 pagesOther Requirement: BA-0496 Refap1 Project Disengager / Stripper R-300002, R-300003GLEDSONNo ratings yet
- Quantum of Check of Material&WorkmanshipDocument35 pagesQuantum of Check of Material&Workmanshipsanjay vidhateNo ratings yet
- PDF Inspection Test Plan For Fabrication - CompressDocument4 pagesPDF Inspection Test Plan For Fabrication - Compressridwan maulanaNo ratings yet
- Inspection Report: Page 1 of 2 Vendor P.O. NODocument4 pagesInspection Report: Page 1 of 2 Vendor P.O. NOsudipta dasNo ratings yet
- PFMEA OF ABB TankDocument12 pagesPFMEA OF ABB Tankrohit mathanker100% (3)
- Dots For Engineering Industries: Test Stump Recertification Document Package SN (D-N-RFL-1635)Document13 pagesDots For Engineering Industries: Test Stump Recertification Document Package SN (D-N-RFL-1635)Moustafa AshrafNo ratings yet
- Inspection and Test Plan For Surface Preparation and PaintingDocument2 pagesInspection and Test Plan For Surface Preparation and PaintingNoor Rose Eka RoseNo ratings yet
- Rajendran Updated C.VDocument8 pagesRajendran Updated C.VKannan RajendranNo ratings yet
- Offshore Platform Welding and Inspection RecordsDocument4 pagesOffshore Platform Welding and Inspection RecordssanketNo ratings yet
- 4020-001A-VD-004 Rev 1 - Inspection & Test Plan (ITP) - Code1Document5 pages4020-001A-VD-004 Rev 1 - Inspection & Test Plan (ITP) - Code1BUDI HARIANTONo ratings yet
- ITP Low Tempt Test - RevDocument6 pagesITP Low Tempt Test - RevAgus GunawanNo ratings yet
- Nfe1 Ing Me Rfi 00036Document11 pagesNfe1 Ing Me Rfi 00036Deepu CNo ratings yet
- CV Aravind API InspectorDocument12 pagesCV Aravind API Inspectorநான் மகான் அல்லNo ratings yet
- Hydrostatic Test Procedure: Project No: 14481Document6 pagesHydrostatic Test Procedure: Project No: 14481Ahmad MohammadNo ratings yet
- Pp4 CM Ir 1004 001 - Rev. A - Itp For PipingDocument7 pagesPp4 CM Ir 1004 001 - Rev. A - Itp For PipingHungManhNo ratings yet
- 4.1i Inspection &test PlanDocument8 pages4.1i Inspection &test PlanISAACNo ratings yet
- Field Inspection & Test Plan (F-Itp) : DOC. NO.: I-T3108-QAQC-018Document8 pagesField Inspection & Test Plan (F-Itp) : DOC. NO.: I-T3108-QAQC-018bernard100% (1)
- Uzgtl Foo Pip PC 00-0-0004 - Inspection Test ProcedureDocument4 pagesUzgtl Foo Pip PC 00-0-0004 - Inspection Test ProcedureCatalin PopaNo ratings yet
- Liquid Penetrant Inspection Report: Industrial Proforma FormDocument1 pageLiquid Penetrant Inspection Report: Industrial Proforma FormJohn DolanNo ratings yet
- R05323 P 001a X009 0042 PDFDocument464 pagesR05323 P 001a X009 0042 PDFcquibajoNo ratings yet
- Jsa Installation of Supports and Cable Racks1Document16 pagesJsa Installation of Supports and Cable Racks1loveson709100% (3)
- Four Process StrategyDocument10 pagesFour Process StrategyChandria FordNo ratings yet
- Electric Machine Design 01 Electric Machine DesignDocument10 pagesElectric Machine Design 01 Electric Machine Designkhodabandelou100% (1)
- SchoolopeningdocxDocument1 pageSchoolopeningdocxElena BarsukovaNo ratings yet
- PassionForProcesse en 04-13Document20 pagesPassionForProcesse en 04-13Mutas MattaNo ratings yet
- DNV OS-B101 Metallic MaterialsDocument48 pagesDNV OS-B101 Metallic MaterialsBoni Luck100% (1)
- L. M. Greenberg - Architects of The New Sorbonne. Liard's Purpose and Durkheim's RoleDocument19 pagesL. M. Greenberg - Architects of The New Sorbonne. Liard's Purpose and Durkheim's Rolepitert90No ratings yet
- 3.4 Linearization of Nonlinear State Space Models: 1 F X Op 1 F X Op 2 F U Op 1 F U Op 2Document3 pages3.4 Linearization of Nonlinear State Space Models: 1 F X Op 1 F X Op 2 F U Op 1 F U Op 2Ilija TomicNo ratings yet
- Customer: Id Email Password Name Street1 Street2 City State Zip Country Phone TempkeyDocument37 pagesCustomer: Id Email Password Name Street1 Street2 City State Zip Country Phone TempkeyAgus ChandraNo ratings yet
- ks20201 Sample Questions Psycholinguistics Module3Document6 pagesks20201 Sample Questions Psycholinguistics Module3Anurag TiwariNo ratings yet
- Challan FormDocument2 pagesChallan FormSingh KaramvirNo ratings yet
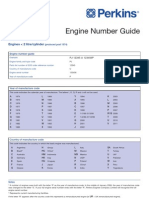
- Perkins Engine Number Guide PP827Document6 pagesPerkins Engine Number Guide PP827Muthu Manikandan100% (1)
- Agricrop9 ModuleDocument22 pagesAgricrop9 ModuleMaria Daisy ReyesNo ratings yet
- Skills For A High Performing Civil Service PDFDocument140 pagesSkills For A High Performing Civil Service PDFSam ONiNo ratings yet
- Ac and DC MeasurementsDocument29 pagesAc and DC MeasurementsRudra ChauhanNo ratings yet
- Cover Letter and Resume for Electrical Engineer PositionDocument4 pagesCover Letter and Resume for Electrical Engineer Positiongrabani77No ratings yet
- TOS - MathDocument4 pagesTOS - MathGeorge Ezar N. QuiriadoNo ratings yet
- PDFDocument42 pagesPDFDanh MolivNo ratings yet
- SreejithDocument23 pagesSreejithAkn SNo ratings yet
- Internship Reflection PaperDocument8 pagesInternship Reflection Paperapi-622170417No ratings yet
- Work Readiness Integrated Competence Model Conceptualisation and ScaleDocument23 pagesWork Readiness Integrated Competence Model Conceptualisation and ScaleMelly NadiaNo ratings yet
- June 28th Altran Capital Market Day Presentation DeckDocument52 pagesJune 28th Altran Capital Market Day Presentation Deckvenkata.krishnan100% (1)
- Very Basic GSADocument46 pagesVery Basic GSATim ChongNo ratings yet
- GPS InspectionDocument48 pagesGPS InspectionAhmed AluoshNo ratings yet
- This Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCDocument81 pagesThis Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCabcdNo ratings yet
- RADEMAKER) Sophrosyne and The Rhetoric of Self-RestraintDocument392 pagesRADEMAKER) Sophrosyne and The Rhetoric of Self-RestraintLafayers100% (2)
- Module 4.Document16 pagesModule 4.Sania MaqsoodNo ratings yet
- Executive CommitteeDocument7 pagesExecutive CommitteeMansur ShaikhNo ratings yet
- Guia Instalacion ENTECDocument15 pagesGuia Instalacion ENTECHislim SaidNo ratings yet
- Intro To Factor AnalysisDocument52 pagesIntro To Factor AnalysisRawnak JahanNo ratings yet
- UID Module Wise TopicsDocument3 pagesUID Module Wise TopicsPavan KumarNo ratings yet