You might also like
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Full Thickness Repair Welding Welding Procedure Specification (WPS) in Accordance With API 1104 21: 2016Document6 pagesFull Thickness Repair Welding Welding Procedure Specification (WPS) in Accordance With API 1104 21: 2016Juni KurniyantoNo ratings yet
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- Welding Procedure Specification GuideDocument2 pagesWelding Procedure Specification GuidepoulmackNo ratings yet
- WPS 141-121 P460QH To SameDocument2 pagesWPS 141-121 P460QH To SameakisdassasNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- AWS D1.1 WPS for Butt Joint SMAW ProcedureDocument2 pagesAWS D1.1 WPS for Butt Joint SMAW ProcedureWahyu Lailil FaisNo ratings yet
- 4 - PREPARATION OF WPS - StudentDocument22 pages4 - PREPARATION OF WPS - Studentrazlan ghazaliNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- Madina Trading WPS No. 017Document12 pagesMadina Trading WPS No. 017MAT-LIONNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- WPS - 018Document12 pagesWPS - 018MAT-LIONNo ratings yet
- PQR Procedure Qualification Record Krishna SteelDocument2 pagesPQR Procedure Qualification Record Krishna SteelHarshit Adwani100% (2)
- Madina Trading WPS DetailsDocument11 pagesMadina Trading WPS DetailsMAT-LIONNo ratings yet
- Welding Procedure Specification Sample - New EditionDocument2 pagesWelding Procedure Specification Sample - New EditiondanteNo ratings yet
- MPEC WPS for 8Document1 pageMPEC WPS for 8Mecon HyderabadNo ratings yet
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- 03 WPS PQR For FCAWDocument3 pages03 WPS PQR For FCAWBrijesh Yadav100% (1)
- Runsheet WPQT ModernDocument9 pagesRunsheet WPQT ModernYUDI IRMAWANTONo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- WPS 141-111 P460QH To SameDocument1 pageWPS 141-111 P460QH To SameakisdassasNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Welding Procedure Specification (AutoRecovered)Document2 pagesWelding Procedure Specification (AutoRecovered)virnmontalesNo ratings yet
- WPS - 010Document12 pagesWPS - 010MAT-LIONNo ratings yet
- As Run Sheet-Pqr-051Document14 pagesAs Run Sheet-Pqr-051Anonymous rYZyQQot550% (1)
- Prequalified X Qualified by Testing Procedure Qualification Records (PQR) YES .Document2 pagesPrequalified X Qualified by Testing Procedure Qualification Records (PQR) YES .Midhun K ChandraboseNo ratings yet
- PQR - Camsa-02Document1 pagePQR - Camsa-02Jean Carlo Gutarra SocualayaNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Wps (Gtaw & Smaw)Document3 pagesWps (Gtaw & Smaw)Ramadhan AdityaNo ratings yet
- WPS SampleDocument6 pagesWPS SampleAshishNo ratings yet
- WELDING PROCEDURE SPECIFICATION FOR TIE-IN WORKSDocument6 pagesWELDING PROCEDURE SPECIFICATION FOR TIE-IN WORKSAshishNo ratings yet
- Draft WPS Welder R0Document51 pagesDraft WPS Welder R0R Bernanda Argandhi SaputraNo ratings yet
- 0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCDocument2 pages0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCAshish PatelNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28&5.5 Post Weld Heat Treatment: 620-650 Deg CDocument1 pagePessing Libya INC: Fill: SMAW Sfa. No: 5.28&5.5 Post Weld Heat Treatment: 620-650 Deg CMahmoud HaggagNo ratings yet
- Pessing Libya INC: Fill: FCAW Sfa. No: 5.18&5.20 Post Weld Heat treatment:N/ADocument1 pagePessing Libya INC: Fill: FCAW Sfa. No: 5.18&5.20 Post Weld Heat treatment:N/AMahmoud HaggagNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateAmjad PathanNo ratings yet
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CDocument1 pagePessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CMahmoud HaggagNo ratings yet
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CDocument1 pagePessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CMahmoud HaggagNo ratings yet
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- Tz.O.R.C R.O. Project: Second and OtherDocument5 pagesTz.O.R.C R.O. Project: Second and Otherbehzad mohammadiNo ratings yet
- Welding Procedure Specification (WPS) : CÓDIGO: AC-FT-018 Versión: 01 FECHA: 24-05-2019 Página: 1 de 1Document2 pagesWelding Procedure Specification (WPS) : CÓDIGO: AC-FT-018 Versión: 01 FECHA: 24-05-2019 Página: 1 de 1cesarNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Nisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)Document3 pagesNisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)pejman.imaniNo ratings yet
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- WPS & PQR - LTM - QW - PipeDocument7 pagesWPS & PQR - LTM - QW - PipeKAMALNo ratings yet
- Pessing Libya INC: Weld Detail Preparation MethodDocument1 pagePessing Libya INC: Weld Detail Preparation MethodMahmoud HaggagNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Sabari Engineering PQRDocument3 pagesSabari Engineering PQRAdvanced Quality Centre AQC100% (1)
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- WPS (Gtaw)Document2 pagesWPS (Gtaw)Ramadhan AdityaNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- WPQT SawDocument2 pagesWPQT Sawkiran144No ratings yet
- Pessing Libya INC: Weld Detail Preparation MethodDocument1 pagePessing Libya INC: Weld Detail Preparation MethodMahmoud HaggagNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Quality Control Form "Sample"Document23 pagesQuality Control Form "Sample"BernathTurnipNo ratings yet
- ISO 9001 Internal Audit Checklist GuidanceDocument8 pagesISO 9001 Internal Audit Checklist GuidanceFauzul MutaqinNo ratings yet
- PW3Document49 pagesPW3Mujaffar ShaikhNo ratings yet
- Factories Act 1948Document68 pagesFactories Act 1948Sreelakshmi KambapuNo ratings yet
- Indian Standard For Fire ExtinguisherDocument23 pagesIndian Standard For Fire Extinguisheroperation btutNo ratings yet
- Sammut bonniciSWOTDocument9 pagesSammut bonniciSWOTSimesh DuttaNo ratings yet
- Weld DefectsDocument5 pagesWeld Defectsoperation btutNo ratings yet
- Weld DefectsDocument5 pagesWeld Defectsoperation btutNo ratings yet
- Sammut bonniciSWOTDocument9 pagesSammut bonniciSWOTSimesh DuttaNo ratings yet
- Weld DefectsDocument5 pagesWeld Defectsoperation btutNo ratings yet
- Pestle PDFDocument26 pagesPestle PDFabubakarNo ratings yet
- Caracteristicas API 2HGr50 PDFDocument3 pagesCaracteristicas API 2HGr50 PDFFernandoBarreraDominguezNo ratings yet
- Consolidated Contractors Welding Procedure SpecificationDocument3 pagesConsolidated Contractors Welding Procedure Specificationsiva8000100% (1)
- Long seam weld estimationDocument16 pagesLong seam weld estimationTiago FerreiraNo ratings yet
- Tz.O.R.C R.O. Project: Second and OtherDocument5 pagesTz.O.R.C R.O. Project: Second and Otherbehzad mohammadiNo ratings yet
- List of Welding Procedures.: Client: Emirates Aluminium Company Limited. Gmmos Job #: 801-4690Document6 pagesList of Welding Procedures.: Client: Emirates Aluminium Company Limited. Gmmos Job #: 801-4690ravi00098No ratings yet
- American Welding Society (Auth.) - Welding Handbook - Volume 1 - Fundamentals of Welding (1976, Macmillan Education UK)Document386 pagesAmerican Welding Society (Auth.) - Welding Handbook - Volume 1 - Fundamentals of Welding (1976, Macmillan Education UK)Manuel85% (13)
- 2022 S5 ME MFG S - Welding IntroDocument109 pages2022 S5 ME MFG S - Welding IntroTom TambeNo ratings yet
- Asme IxDocument98 pagesAsme IxNam KhansomboonNo ratings yet
- SSAB's Ramor protection steels provide optimal ballistic resistanceDocument12 pagesSSAB's Ramor protection steels provide optimal ballistic resistanceehudingram6535No ratings yet
- API 577 API 577 Chapter-5 Chapter-5 Key Points Key PointsDocument4 pagesAPI 577 API 577 Chapter-5 Chapter-5 Key Points Key PointsElankumaran PeriakaruppanNo ratings yet
- Part B Question (2010)Document10 pagesPart B Question (2010)장재성100% (1)
- SMAW 10 Week 3-4Document4 pagesSMAW 10 Week 3-4Jessel Mejia Onza100% (2)
- 0-5452 ET 201i DC - ManualDocument52 pages0-5452 ET 201i DC - Manualmaverick kitaroNo ratings yet
- Welding IntroDocument38 pagesWelding IntroAloysi DelouizaNo ratings yet
- Welder IdentificationDocument9 pagesWelder Identificationdandiar1No ratings yet
- SMAW Welding Guidelines for Safety and ProceduresDocument28 pagesSMAW Welding Guidelines for Safety and ProceduresD S Sagar TripuramalluNo ratings yet
- Welding Safety: 29 CFR 1926.350-354 Subpart JDocument53 pagesWelding Safety: 29 CFR 1926.350-354 Subpart JDharmendra RajanNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- AwsDocument14 pagesAwssarkararup75% (4)
- List of WPS (Jerp) PDFDocument2 pagesList of WPS (Jerp) PDFAlam MD SazidNo ratings yet
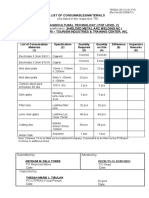
- TESDA-OP-CO-01-F15 List of Consumables for Welding ProgramDocument1 pageTESDA-OP-CO-01-F15 List of Consumables for Welding ProgramFemee JisonNo ratings yet
- Parts List Bigblue700Document22 pagesParts List Bigblue700felipeNo ratings yet
- Meccoct18 12388Document10 pagesMeccoct18 12388MikeNo ratings yet
- Housekeeping Schedule SmawDocument8 pagesHousekeeping Schedule SmawWc-mark ChuvachucHuNo ratings yet
- General Specification For Welding and Weld Inspection EIL PDFDocument19 pagesGeneral Specification For Welding and Weld Inspection EIL PDFValesh MonisNo ratings yet
- 7560 MSF Method S-1 - Rev. 1Document41 pages7560 MSF Method S-1 - Rev. 1Bala MuruganNo ratings yet
- Sembcorp Marine Integrated Yard PteDocument3 pagesSembcorp Marine Integrated Yard PteMd. Mizanur Rahaman100% (1)
- Cahier de Soudage G 11950 - Ver B - WPS 14Document1 pageCahier de Soudage G 11950 - Ver B - WPS 14YassineElabdNo ratings yet
- Welding: Engr. Dheylvin Roy P. BuenaventuraDocument8 pagesWelding: Engr. Dheylvin Roy P. BuenaventuraEarl Justin EnriqueNo ratings yet
- BS EN 499 - Welding Consumables - Covered Electrodes For Man PDFDocument12 pagesBS EN 499 - Welding Consumables - Covered Electrodes For Man PDFVuong Tran VanNo ratings yet
- Construction of Two Semi Mobile HoppersDocument1 pageConstruction of Two Semi Mobile HoppersYassineElabdNo ratings yet