You might also like
- Why Does The Shift Shock Phenomenon Occur in Lower Gears As Compared To Higher Gears in Automatic Transmission EngineDocument2 pagesWhy Does The Shift Shock Phenomenon Occur in Lower Gears As Compared To Higher Gears in Automatic Transmission EnginethisisjineshNo ratings yet
- Managing Millennials - A Framework For Improving Attraction, Motivation, and Retention PDFDocument11 pagesManaging Millennials - A Framework For Improving Attraction, Motivation, and Retention PDFZaya AltankhuyagNo ratings yet
- How To Edit A PanelView Plus (ViewME) MER FileDocument6 pagesHow To Edit A PanelView Plus (ViewME) MER FileRafael Pertile CarneiroNo ratings yet
- Seat Leak Test For Contrl ValvesDocument19 pagesSeat Leak Test For Contrl ValvesAdeel Qaiser100% (1)
- SM 81Document191 pagesSM 81Tzvetan Dimitrov100% (1)
- Design of Large Opening Nozzle by Bulletin WRC-107Document12 pagesDesign of Large Opening Nozzle by Bulletin WRC-107ALONSO GOMEZNo ratings yet
- Cycloid Drive - Replaced by Planocentric Involute GearingDocument6 pagesCycloid Drive - Replaced by Planocentric Involute GearingMax GrandeNo ratings yet
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeFrom EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeRating: 4 out of 5 stars4/5 (9)
- Electric MotorDocument20 pagesElectric MotorthisisjineshNo ratings yet
- PATENT - Axial Flux Motor AssemblyDocument13 pagesPATENT - Axial Flux Motor Assemblyrakeshee2007No ratings yet
- Election Law: Election Commission of India Indian Civil Service Indian Administrative ServiceDocument27 pagesElection Law: Election Commission of India Indian Civil Service Indian Administrative ServiceraoNo ratings yet
- .Advanced Theories of Hypoid Gears PDFDocument249 pages.Advanced Theories of Hypoid Gears PDFdkhjNo ratings yet
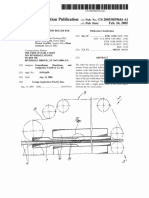
- United States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1Document10 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1amd mhmNo ratings yet
- US PatentDocument13 pagesUS PatentandresfctNo ratings yet
- European Patent Specification: ElementsDocument12 pagesEuropean Patent Specification: ElementstonyNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2010/0117282 A1Document11 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2010/0117282 A1Cường Nguyễn QuốcNo ratings yet
- EP3160016B1Document6 pagesEP3160016B1Shankar PediredlaNo ratings yet
- US20070096545A1Document9 pagesUS20070096545A1aungkyawzoreNo ratings yet
- Eixo Dif Simples Vel ENGDocument62 pagesEixo Dif Simples Vel ENGAhmedNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2015/0314.632 A1Document15 pagesPatent Application Publication (10) Pub. No.: US 2015/0314.632 A1Edikan AkpanNo ratings yet
- US20040008858A1Document14 pagesUS20040008858A1Morena SlpNo ratings yet
- LSD UDocument17 pagesLSD UDejan ZdravkovskiNo ratings yet
- US20030006538A1Document15 pagesUS20030006538A1Nqobane MakhobaNo ratings yet
- TEPZZ 89 8 - B - T: European Patent SpecificationDocument31 pagesTEPZZ 89 8 - B - T: European Patent SpecificationAna LisaNo ratings yet
- US7915777 RingCoilDocument7 pagesUS7915777 RingCoilscainiNo ratings yet
- US PatentDocument29 pagesUS PatentOmair Nisar KhanNo ratings yet
- United States Patent: Delille (45) Date of Patent: May 15, 2007Document5 pagesUnited States Patent: Delille (45) Date of Patent: May 15, 2007tmNo ratings yet
- A New Dynamic Model For Drilling and Reaming Processes Yang2002Document13 pagesA New Dynamic Model For Drilling and Reaming Processes Yang2002RihabChommakhNo ratings yet
- United States Patent (19) : Benway Et Al. (45) Date of PatentDocument9 pagesUnited States Patent (19) : Benway Et Al. (45) Date of PatentAngel GutierrezNo ratings yet
- Connecting Rod Bearing Journal - Spheroidal Graphite Iron Crankshaft PDFDocument2 pagesConnecting Rod Bearing Journal - Spheroidal Graphite Iron Crankshaft PDFjoaobargasNo ratings yet
- EP03251788NWB1Document15 pagesEP03251788NWB1Jakub TrzcińskiNo ratings yet
- TP 02 AissaouiDocument11 pagesTP 02 AissaouiKossai BskNo ratings yet
- Mechanics and Dynamics of General Milling Cutters. Part I: Helical End MillsDocument19 pagesMechanics and Dynamics of General Milling Cutters. Part I: Helical End MillstomoNo ratings yet
- Wiiw 32A: (12) United States PatentDocument31 pagesWiiw 32A: (12) United States PatentZavorra ZavorratoNo ratings yet
- 10 5923 S Ijee 201601 04Document9 pages10 5923 S Ijee 201601 04Guillermo TubillaNo ratings yet
- US5060765Document12 pagesUS5060765marcglebNo ratings yet
- D1 Us20190072701aDocument24 pagesD1 Us20190072701aDonghee ChoiNo ratings yet
- First: United States PatentDocument7 pagesFirst: United States Patentyraju88No ratings yet
- TEPZZ ZZ6787A - T: European Patent ApplicationDocument21 pagesTEPZZ ZZ6787A - T: European Patent Application29 AkhilNo ratings yet
- Jiang 2021 J. Phys. Conf. Ser. 1986 012097Document7 pagesJiang 2021 J. Phys. Conf. Ser. 1986 012097dawit gashuNo ratings yet
- US8567791 Head GasketDocument7 pagesUS8567791 Head Gaskethamed soleymaniNo ratings yet
- Frameless Snubbing UnitDocument16 pagesFrameless Snubbing UnitDean ReinNo ratings yet
- Fatigue Analysis of Girth Gear of A Rotary DryerDocument16 pagesFatigue Analysis of Girth Gear of A Rotary DryertaghdirimNo ratings yet
- Wakendes: (12) United States PatentDocument7 pagesWakendes: (12) United States PatentAnonymous 4OgzTeINo ratings yet
- Bn-Ye Nane: N2KkntDocument4 pagesBn-Ye Nane: N2KkntMichael MurphyNo ratings yet
- US20060045697A1Document14 pagesUS20060045697A12451-19-736-026 GUDDETI SANDEEP KUMARNo ratings yet
- Lifting Eye DesignDocument1 pageLifting Eye DesignFabio Okamoto0% (1)
- European Patent Specification: Linear Shaped Charge Support StructureDocument26 pagesEuropean Patent Specification: Linear Shaped Charge Support Structuresalman khanNo ratings yet
- Frame Analysis ReportDocument24 pagesFrame Analysis ReportEddie Maiden Ortega PerezNo ratings yet
- Failure Analysis of A Helical GearDocument7 pagesFailure Analysis of A Helical Geartheerapat patkaewNo ratings yet
- TEPZZ Z85967A - T: European Patent ApplicationDocument15 pagesTEPZZ Z85967A - T: European Patent ApplicationJesusNo ratings yet
- Installation & Maintenance: RIM Tach Shaft Grounding BrushDocument8 pagesInstallation & Maintenance: RIM Tach Shaft Grounding BrushAndrewNo ratings yet
- Improving Slag Detachability - FCAWDocument9 pagesImproving Slag Detachability - FCAWBurag HamparyanNo ratings yet
- Anti-Friction Bearings For Agricultural Machines Specifications and ApplicationsDocument15 pagesAnti-Friction Bearings For Agricultural Machines Specifications and ApplicationsFarouk PagsNo ratings yet
- Design and Analysis of Two Wheeler Suspension System by FEA Approach-IJAERDV05I0283770Document9 pagesDesign and Analysis of Two Wheeler Suspension System by FEA Approach-IJAERDV05I0283770kshitijNo ratings yet
- Us20160091129a1 PDFDocument9 pagesUs20160091129a1 PDFSandeep BhatiaNo ratings yet
- United States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000ahmadNo ratings yet
- Vernier Caliper PatentDocument9 pagesVernier Caliper Patentmeinard angelesNo ratings yet
- United States Patent: (12) (10) Patent No.: US 7,214,135 B2 Laskey Et Al. (45) Date of Patent: May 8, 2007Document6 pagesUnited States Patent: (12) (10) Patent No.: US 7,214,135 B2 Laskey Et Al. (45) Date of Patent: May 8, 2007Keval Kamani100% (1)
- 2010 - US20100243326A1 - Common Interface Architecture For HDD MachineDocument17 pages2010 - US20100243326A1 - Common Interface Architecture For HDD MachineCường Nguyễn QuốcNo ratings yet
- 315 SJ Rear Axle AssembleDocument25 pages315 SJ Rear Axle Assemblesphiri600No ratings yet
- Chapter 1 - Gear Design: Sr. No. QuestionsDocument8 pagesChapter 1 - Gear Design: Sr. No. QuestionsRushabh PatelNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2005/0039616 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2005/0039616 A1Erin GokNo ratings yet
- An Analytical Model of Rolling Bearing System For Outer Race Fault PredictionDocument4 pagesAn Analytical Model of Rolling Bearing System For Outer Race Fault PredictionkiranmittisilaNo ratings yet
- Distributed Friction Damping of Travelling Wave Vibration in RodsDocument17 pagesDistributed Friction Damping of Travelling Wave Vibration in RodsHamed MasterNo ratings yet
- 412-Cro-Ch65 Fig. 65-6Document3 pages412-Cro-Ch65 Fig. 65-6slam12125No ratings yet
- Wang 2013Document9 pagesWang 2013darkzainiNo ratings yet
- Roundness FiltersDocument42 pagesRoundness FiltersthisisjineshNo ratings yet
- Assessment of Thermal MGMT Losses Revised2002Document11 pagesAssessment of Thermal MGMT Losses Revised2002thisisjineshNo ratings yet
- Power-Based Cycle Life Efficiency Model SpreadsheetDocument11 pagesPower-Based Cycle Life Efficiency Model SpreadsheetthisisjineshNo ratings yet
- Separator Shut Down ProcedureDocument6 pagesSeparator Shut Down ProcedurethisisjineshNo ratings yet
- CL Test SimulationDocument5 pagesCL Test SimulationthisisjineshNo ratings yet
- Slip Control During Inertia Phase of Clutch-To-Clutch ShiftDocument12 pagesSlip Control During Inertia Phase of Clutch-To-Clutch ShiftthisisjineshNo ratings yet
- 2014-28-0019 Case Study-Strengthening of Axle Shaft by Heat Treatment To Overcome TwistDocument6 pages2014-28-0019 Case Study-Strengthening of Axle Shaft by Heat Treatment To Overcome TwistthisisjineshNo ratings yet
- A Electric Vehicle Powertrain Simulation and Test of Driving Cycle Based On AC Electric Dynamometer Test BenchDocument4 pagesA Electric Vehicle Powertrain Simulation and Test of Driving Cycle Based On AC Electric Dynamometer Test BenchthisisjineshNo ratings yet
- Facility For Performance Testing of Power Transmission UnitsDocument12 pagesFacility For Performance Testing of Power Transmission UnitsthisisjineshNo ratings yet
- Roles and Motivations For Roundness Instrumentation MetrologyDocument19 pagesRoles and Motivations For Roundness Instrumentation MetrologythisisjineshNo ratings yet
- Causes and Failures Classification of Industrial Electric MotorDocument5 pagesCauses and Failures Classification of Industrial Electric MotorthisisjineshNo ratings yet
- A For AppleDocument1 pageA For ApplethisisjineshNo ratings yet
- Transmisiones y Equipos Mecánicos S.A. de C.V.: Customer Profile: Joel OrtizDocument2 pagesTransmisiones y Equipos Mecánicos S.A. de C.V.: Customer Profile: Joel OrtizthisisjineshNo ratings yet
- Life Cycle Testing of Lithium Batteries For Fast Charging and Second-Use ApplicationsDocument10 pagesLife Cycle Testing of Lithium Batteries For Fast Charging and Second-Use ApplicationsthisisjineshNo ratings yet
- A Tribological Study of Synchronizing Devices UsedDocument7 pagesA Tribological Study of Synchronizing Devices UsedthisisjineshNo ratings yet
- ScuffingDocument3 pagesScuffingthisisjineshNo ratings yet
- Tooth Wear Nomenclature - TDDocument4 pagesTooth Wear Nomenclature - TDthisisjineshNo ratings yet
- SM Spring2017Document60 pagesSM Spring2017Arifin MasruriNo ratings yet
- Small Porch SwingDocument26 pagesSmall Porch SwingEngr Saad Bin SarfrazNo ratings yet
- Constitutional Design and The Promotion of Economic Growth and CompetitivenessDocument13 pagesConstitutional Design and The Promotion of Economic Growth and CompetitivenessEarl HarryNo ratings yet
- Modes of LeadershipDocument3 pagesModes of LeadershipKarini Dos SantosNo ratings yet
- Intellectual Property Law: JM - Personal NotesDocument5 pagesIntellectual Property Law: JM - Personal NotesJovita Andelescia MagasoNo ratings yet
- Final Project ReportDocument42 pagesFinal Project Reporttuhin royNo ratings yet
- Assignment On Bangladesh Bank (Main)Document4 pagesAssignment On Bangladesh Bank (Main)এক মুঠো স্বপ্নNo ratings yet
- Application Access To People Data/Hub Process Flow: Identityaccessrequ Ests@yale - EduDocument1 pageApplication Access To People Data/Hub Process Flow: Identityaccessrequ Ests@yale - EduSanjeev SharmaNo ratings yet
- Cougar DesignDocument25 pagesCougar DesignNewsie IvmNo ratings yet
- Rtcclient Tool Quick Guide: Date Jan. 25, 2011Document3 pagesRtcclient Tool Quick Guide: Date Jan. 25, 2011curzNo ratings yet
- Quiz Theory AccountingDocument8 pagesQuiz Theory Accountingjucia wantaNo ratings yet
- Instructor: Rob Nash Readings: Chap 7-9 Midterm Next Monday!Document28 pagesInstructor: Rob Nash Readings: Chap 7-9 Midterm Next Monday!Vaibhav RaiNo ratings yet
- Focgb3 Ak Utest VG 3Document2 pagesFocgb3 Ak Utest VG 3Gyurácz GyulaNo ratings yet
- BrewLab Basic Data SheetDocument1 pageBrewLab Basic Data SheetNayive LancherosNo ratings yet
- DSP TutorialDocument3 pagesDSP TutorialFathima RashmiNo ratings yet
- Dabur FinalDocument89 pagesDabur FinalRahul Anand100% (1)
- Serato DJ Lite User Manual v1.1.2 PDFDocument45 pagesSerato DJ Lite User Manual v1.1.2 PDFCaner TuranNo ratings yet
- Design and Analysis of High-Gain and Compact Single-Input Differential-Output Low Noise Amplifier For 5G ApplicationsDocument4 pagesDesign and Analysis of High-Gain and Compact Single-Input Differential-Output Low Noise Amplifier For 5G Applicationskarthik srivatsa mbNo ratings yet
- Theory Licence FBEN 15 FinalDocument250 pagesTheory Licence FBEN 15 FinalLoredana IrinaNo ratings yet
- PSA 30V ManualDocument4 pagesPSA 30V ManualGheorghe OtocNo ratings yet
- Draft NEP Regulation UG Courses 07012022Document69 pagesDraft NEP Regulation UG Courses 07012022Ka HaNo ratings yet
- A Journal On-Design and Analysis of Industrial Warehouse Using STAAD - Pro .Document8 pagesA Journal On-Design and Analysis of Industrial Warehouse Using STAAD - Pro .Nusrath HuzeifaNo ratings yet
- Excavator SafetyDocument50 pagesExcavator SafetySetiawan Tuhu basukiNo ratings yet
- Course Outline: Reference: CHED Memorandum Order No. 92 Series 2017Document18 pagesCourse Outline: Reference: CHED Memorandum Order No. 92 Series 2017John David RomasantaNo ratings yet