You might also like
- Sample Software Development Proposal PDFDocument25 pagesSample Software Development Proposal PDFkumar vikashNo ratings yet
- Aws D1-5Document3 pagesAws D1-5Angel Cipagauta0% (1)
- Method Statement - Pipe WorksDocument14 pagesMethod Statement - Pipe WorksDarl Anthony Veloso100% (4)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Dimensional-Control Procedure PDFDocument57 pagesDimensional-Control Procedure PDFJohn Terry100% (2)
- Wps PQR GuideDocument40 pagesWps PQR GuideBalakumar100% (10)
- ASI Steelwork Fabrication Erection Code of Practice V1.0-UnlockedDocument168 pagesASI Steelwork Fabrication Erection Code of Practice V1.0-UnlockedZac Francis Daymond0% (1)
- NR-37 - Dez 2018 - ENGDocument46 pagesNR-37 - Dez 2018 - ENGJohn TerryNo ratings yet
- Teachers Manual Diploma Hydropower EngineeringDocument270 pagesTeachers Manual Diploma Hydropower Engineeringvessel100% (3)
- Lloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Document30 pagesLloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Navneet Singh100% (2)
- Panasonic TC-P65VT50 CNET Review Calibration ResultsDocument7 pagesPanasonic TC-P65VT50 CNET Review Calibration ResultsDavid KatzmaierNo ratings yet
- Shop Welding InspectionDocument4 pagesShop Welding InspectionIndra Nath MishraNo ratings yet
- STD Spec For Piping WeldingDocument14 pagesSTD Spec For Piping WeldingknsaravanaNo ratings yet
- Guidelines For Witnessing Welding Procedure Qualification TestingDocument4 pagesGuidelines For Witnessing Welding Procedure Qualification TestingemrullahNo ratings yet
- Welding InspectionDocument16 pagesWelding Inspectionraguraman4u100% (3)
- Fab & Erection Pro 20000klR1Document17 pagesFab & Erection Pro 20000klR1Gandhi OnoNo ratings yet
- Kansas Department of Transportation Special Provision To The Standard Specifications, Edition 2015Document3 pagesKansas Department of Transportation Special Provision To The Standard Specifications, Edition 2015Vpln SarmaNo ratings yet
- Welding InspectionDocument7 pagesWelding Inspectionhavona100% (1)
- IP23 - Procedure For Welder Performance QualificationDocument25 pagesIP23 - Procedure For Welder Performance QualificationsajiNo ratings yet
- PREPARED MS For Piping FabricationDocument9 pagesPREPARED MS For Piping Fabricationvishal bailurNo ratings yet
- Part2 Notice 1Document21 pagesPart2 Notice 1Danem Halas100% (1)
- CS Piping Spool With Alloy 625 Overlay - V-5 Bottom Nozzle PDFDocument4 pagesCS Piping Spool With Alloy 625 Overlay - V-5 Bottom Nozzle PDFamadan64No ratings yet
- HFY PIP SP 00013 X Specification For Non Sour Service - A CommentedDocument9 pagesHFY PIP SP 00013 X Specification For Non Sour Service - A CommentedVignesh PanchabakesanNo ratings yet
- Inspection of Subsea and Surface Wellhead & Christmas Tree EquipmentDocument14 pagesInspection of Subsea and Surface Wellhead & Christmas Tree Equipmentshifa100% (1)
- IACS StandardDocument60 pagesIACS StandardGelu TuraiNo ratings yet
- General Welding Fabrication and TestingDocument24 pagesGeneral Welding Fabrication and TestingAhmed FathyNo ratings yet
- Section 1 General Requirements: 1.1 ScopeDocument5 pagesSection 1 General Requirements: 1.1 ScopethanghanvicoNo ratings yet
- Welding Quality ControlDocument7 pagesWelding Quality ControlPRAMOD KUMAR SETHI S100% (1)
- Acabado Tuberia SanitariaDocument21 pagesAcabado Tuberia SanitariaAndresNo ratings yet
- AESW011Document50 pagesAESW011Arputharaj Maria LouisNo ratings yet
- GEN-L-XXX-SP-0001 - 5 - Specification For Piping and Valve MaterialsDocument107 pagesGEN-L-XXX-SP-0001 - 5 - Specification For Piping and Valve MaterialsWilliam Smith100% (3)
- HFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedDocument9 pagesHFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedVignesh PanchabakesanNo ratings yet
- Welder and Wps Qualification Control ProcedureDocument24 pagesWelder and Wps Qualification Control ProcedurejhuliocessarsNo ratings yet
- Drift 005Document4 pagesDrift 005tofa01100% (1)
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Document4 pagesApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawNo ratings yet
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- NDT & Corrosion Control Services: Standard Operating ProcedureDocument6 pagesNDT & Corrosion Control Services: Standard Operating Procedurem_armoutiNo ratings yet
- Shortcut To A WPSDocument18 pagesShortcut To A WPSCepi Sindang Kamulan100% (1)
- Gmaw CSDocument5 pagesGmaw CSbudoNo ratings yet
- Iacs StandardDocument58 pagesIacs Standarddhaul0% (1)
- ASTM F1055-98 Standard Specification For Electrofusion Type Polyethylene Fittings For Outside Diameter Controlled Polyethylene Pipe and Tubing-2-4Document3 pagesASTM F1055-98 Standard Specification For Electrofusion Type Polyethylene Fittings For Outside Diameter Controlled Polyethylene Pipe and Tubing-2-4roy tambunanNo ratings yet
- Enbridge Pipeline Repair Workplan Welding PDFDocument23 pagesEnbridge Pipeline Repair Workplan Welding PDFquiron2014No ratings yet
- Fcaw CSDocument4 pagesFcaw CSVincent jaramillaNo ratings yet
- WPS & SmawDocument12 pagesWPS & Smawnuke apriyaniNo ratings yet
- Api 510 Close Book - 4Document20 pagesApi 510 Close Book - 4tayyabNo ratings yet
- Manzo - Fabrication, Installation and Testing Specification For Pipes, Valves and EquipmentDocument20 pagesManzo - Fabrication, Installation and Testing Specification For Pipes, Valves and EquipmentSenzo NkwanyanaNo ratings yet
- AWS D1.5 Criterios RXDocument6 pagesAWS D1.5 Criterios RXJuan NavaNo ratings yet
- Enbridge Pipeline Repair Workplan WeldingDocument23 pagesEnbridge Pipeline Repair Workplan WeldingJesus MaestreNo ratings yet
- SOP - 03C Rev 1 Weld Shop PDFDocument9 pagesSOP - 03C Rev 1 Weld Shop PDFGohilakrishnan Thiagarajan100% (1)
- 2 Welding Procedure 2 PDFDocument6 pages2 Welding Procedure 2 PDFMustafa MubderNo ratings yet
- LADWER API 510 - API RP 577 April 2017Document7 pagesLADWER API 510 - API RP 577 April 2017Luthfi ArdiansyahNo ratings yet
- 19-Pipe Line Welding PDFDocument15 pages19-Pipe Line Welding PDFMustafa MubderNo ratings yet
- Inspection and Testing For Under Ground Piping WorksDocument9 pagesInspection and Testing For Under Ground Piping WorksJOHNKNo ratings yet
- 1.1.5 WPSDocument15 pages1.1.5 WPSDominic Apollo RoblesNo ratings yet
- Welding InspectionDocument9 pagesWelding InspectionJackNo ratings yet
- Weld TestsDocument5 pagesWeld TestsbayuNo ratings yet
- Saj Iacs VSM FertigungsstandardsDocument45 pagesSaj Iacs VSM FertigungsstandardsMajdi Jerbi100% (1)
- CCCC Et Ha Spec ST 649 00 Reply BDocument14 pagesCCCC Et Ha Spec ST 649 00 Reply B黄赛赛No ratings yet
- Asme Section II A-2 Sa-451Document6 pagesAsme Section II A-2 Sa-451Anonymous GhPzn1xNo ratings yet
- Working Procedure of PipelineDocument12 pagesWorking Procedure of Pipelinevishal bailurNo ratings yet
- Technical Specifications For Reduction Retort Bottom SectionDocument5 pagesTechnical Specifications For Reduction Retort Bottom SectionSharat ChandraNo ratings yet
- Smaw CSDocument5 pagesSmaw CSMahdi KaboodanianNo ratings yet
- C.1 Method Statement For Fabrication of Pipe and FittingsDocument23 pagesC.1 Method Statement For Fabrication of Pipe and Fittingsagbon johnNo ratings yet
- SAIC M 2012 (Structural Welding)Document30 pagesSAIC M 2012 (Structural Welding)rubda11100% (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
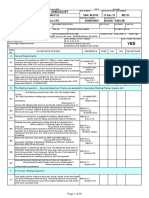
- Visual Inspection Acceptance CriteriaDocument2 pagesVisual Inspection Acceptance CriteriaJohn TerryNo ratings yet
- Usyo CK k0001 Qpqac RZ 0015 - Rev.03 - Code1 PDFDocument18 pagesUsyo CK k0001 Qpqac RZ 0015 - Rev.03 - Code1 PDFJohn TerryNo ratings yet
- Certificado de Teste de Instrumentação Teste de Multicabo: Instrument Test Certification Multi-Cable TestDocument1 pageCertificado de Teste de Instrumentação Teste de Multicabo: Instrument Test Certification Multi-Cable TestJohn TerryNo ratings yet
- P68 M13 Painting Documents PDFDocument708 pagesP68 M13 Painting Documents PDFJohn TerryNo ratings yet
- GENERAL About Welder Qualification Follow ASME IXDocument2 pagesGENERAL About Welder Qualification Follow ASME IXJohn TerryNo ratings yet
- Fabrication SupervisorDocument1 pageFabrication SupervisorJohn TerryNo ratings yet
- Weld Visual Report Rev.0Document1 pageWeld Visual Report Rev.0John TerryNo ratings yet
- NR10【2016】Safety in Electrical Installations and ServicesDocument7 pagesNR10【2016】Safety in Electrical Installations and ServicesJohn TerryNo ratings yet
- NR10【2016】Safety in Electrical Installations and ServicesDocument7 pagesNR10【2016】Safety in Electrical Installations and ServicesJohn TerryNo ratings yet
- (Sample) Joint Audit ScheduleDocument1 page(Sample) Joint Audit ScheduleJohn TerryNo ratings yet
- YarisworldDocument150 pagesYarisworldapi-3706132No ratings yet
- Materials Handling and Wastage ControlDocument74 pagesMaterials Handling and Wastage Controlghintsay100% (2)
- Water Filtration JCE #60Document2 pagesWater Filtration JCE #60Jusila GNo ratings yet
- Introduction of Low-Temperature Waste Heat Recovery Power Generation (WHRPG) Technology in Cement KilnDocument25 pagesIntroduction of Low-Temperature Waste Heat Recovery Power Generation (WHRPG) Technology in Cement KilnhoangpalestineNo ratings yet
- Hipath 1100 Hipath 1120 Hipath 1150 Hipath 1190: Service ManualDocument389 pagesHipath 1100 Hipath 1120 Hipath 1150 Hipath 1190: Service ManualLuis Suarez100% (1)
- QAHariDocument5 pagesQAHariNaresh ApptricsNo ratings yet
- Extron Sw2 Usb PDFDocument2 pagesExtron Sw2 Usb PDFRuthNo ratings yet
- Projects in Software TestingDocument8 pagesProjects in Software TestingPremashish KumarNo ratings yet
- Im642 PDFDocument58 pagesIm642 PDFCarlos PadillaNo ratings yet
- 1 The FutureXNetwork WeldonDocument31 pages1 The FutureXNetwork Weldontony vncNo ratings yet
- Confidential Information: Fire Water Tanks TAG NO. 62-T-1001A/B 51.2 M. DIA. X 17 M. HT. (CR)Document1 pageConfidential Information: Fire Water Tanks TAG NO. 62-T-1001A/B 51.2 M. DIA. X 17 M. HT. (CR)shravan.office11No ratings yet
- Pfeifer 2004 - 111915Document11 pagesPfeifer 2004 - 111915Bagus KrisviandikNo ratings yet
- Evaporator Manual IM50.202 ISS 4 0814Document55 pagesEvaporator Manual IM50.202 ISS 4 0814Mikhail YudhiantaraNo ratings yet
- Welding Flanges: Price ScheduleDocument3 pagesWelding Flanges: Price ScheduleLatif RadwanNo ratings yet
- Inspection and Testing of Mechanical EquipmentDocument33 pagesInspection and Testing of Mechanical EquipmentGunturMudaAliAkbarNo ratings yet
- Group Policy Settings - Windows 2003 SP2Document1,877 pagesGroup Policy Settings - Windows 2003 SP2Lee WiscovitchNo ratings yet
- Bronze Edition V 6 ManualDocument262 pagesBronze Edition V 6 ManualmahyarbNo ratings yet
- Guidelines For Best Practices in Examination of Digital EvidDocument24 pagesGuidelines For Best Practices in Examination of Digital EvidHéctor ReyesNo ratings yet
- GLXXMobilgard M30 Series PDFDocument2 pagesGLXXMobilgard M30 Series PDFChristopher GarciaNo ratings yet
- 3E AND 110H/210H SERIES Canned Motor Pumps: R S P W C I MDocument16 pages3E AND 110H/210H SERIES Canned Motor Pumps: R S P W C I Mari_prasNo ratings yet
- C Compiler Apk - Hanapin Sa GoogleDocument1 pageC Compiler Apk - Hanapin Sa GoogleDenzel T. LanzaderasNo ratings yet
- Diesel Oil: ISSN ــ1817 ــ2695Document10 pagesDiesel Oil: ISSN ــ1817 ــ2695Saro HNo ratings yet
- Equivalent Stabilizing Force of Direct Method For TrussesDocument16 pagesEquivalent Stabilizing Force of Direct Method For TrussesYu PiNo ratings yet
- AB Series - Oil Free Compressors-13Document1 pageAB Series - Oil Free Compressors-13Ismail AliNo ratings yet
- APE Diesel Hammer Check List: Date: - Sales Order Number: - APE S/NDocument1 pageAPE Diesel Hammer Check List: Date: - Sales Order Number: - APE S/NPiphith ZhiypVaraNo ratings yet
- Ce 479 Reinforced Masonry Fall 2004Document9 pagesCe 479 Reinforced Masonry Fall 2004Reinaldo Andrei SalazarNo ratings yet