You might also like
- CostTable Processes 2022Document17 pagesCostTable Processes 2022shaffin jeba shinuNo ratings yet
- Pipeline Unit Cost Estimator May-08 PDFDocument1 pagePipeline Unit Cost Estimator May-08 PDFGeorge DeriNo ratings yet
- Part Sourcing - FinalDocument2 pagesPart Sourcing - Finalapi-398400206No ratings yet
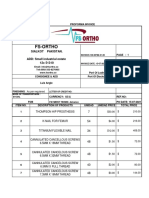
- Proforma Invoice RE 15%Document4 pagesProforma Invoice RE 15%Luis Angel Ponce TorresNo ratings yet
- Transformer 02 June 22Document2 pagesTransformer 02 June 22HenryNo ratings yet
- Template & Fabrication/ Cutting: Total Square Footage: Totals: 83.15Document5 pagesTemplate & Fabrication/ Cutting: Total Square Footage: Totals: 83.15motabhubbyNo ratings yet
- Bom-For WebsiteDocument2 pagesBom-For Websiteapi-344162076No ratings yet
- Part Name Quantity Unit Price Total PriceDocument2 pagesPart Name Quantity Unit Price Total Priceapi-532084286No ratings yet
- Analisa TrayDocument53 pagesAnalisa TrayHafid Baradja100% (4)
- CostTable Fasteners 2022Document17 pagesCostTable Fasteners 2022shaffin jeba shinuNo ratings yet
- Kubatana Mangmnt System-MayDocument9 pagesKubatana Mangmnt System-MaytavaNo ratings yet
- Around Phnom Penh: Project: Shop House Items: Sanitery Schedule Appendix C: Mep and SaniteryDocument3 pagesAround Phnom Penh: Project: Shop House Items: Sanitery Schedule Appendix C: Mep and Saniteryzanethbb3 2No ratings yet
- 04 Fence Estimate - BlankDocument2 pages04 Fence Estimate - Blanknari bNo ratings yet
- CostTable Fasteners 2016Document27 pagesCostTable Fasteners 2016RiaNo ratings yet
- Team4 BomDocument1 pageTeam4 Bomapi-360044869No ratings yet
- Estimating Engineering Costs for Electrical, Plumbing and Sanitary WorksDocument3 pagesEstimating Engineering Costs for Electrical, Plumbing and Sanitary WorksAnanta Eka YudistiraNo ratings yet
- Cost Estimate TemplateDocument61 pagesCost Estimate TemplateCorbyFrielNo ratings yet
- Unicon Bid-W CosttDocument2 pagesUnicon Bid-W CosttGilnert DayananNo ratings yet
- Modal Rak Kabel / Kabel Tray: Uraian Pekerjaan Harga Satuan (RP.) Harga (Rupiah) Total Harga Upah Bahan (RP.)Document85 pagesModal Rak Kabel / Kabel Tray: Uraian Pekerjaan Harga Satuan (RP.) Harga (Rupiah) Total Harga Upah Bahan (RP.)Kasirun -No ratings yet
- Requestion Materials Purchasing: Department MR Yang Jung HyunDocument26 pagesRequestion Materials Purchasing: Department MR Yang Jung HyunYN mokullawatNo ratings yet
- Productos y Precios OLD - XLSX - Copia de CatalogoDocument9 pagesProductos y Precios OLD - XLSX - Copia de Catalogoalexde00No ratings yet
- Project: Residential House Retrofitting Location: Purok Magsaysay, Loakan Proper, Baguio CityDocument4 pagesProject: Residential House Retrofitting Location: Purok Magsaysay, Loakan Proper, Baguio CityLemuel Kim Cera TabinasNo ratings yet
- Master Tool List: Highlighted Section Is Required For The First Week of School!Document2 pagesMaster Tool List: Highlighted Section Is Required For The First Week of School!Ahmed KarwiNo ratings yet
- Frist Order 23-01-2023Document2 pagesFrist Order 23-01-2023frigchamNo ratings yet
- T&E Costing Algeria MotorsDocument18 pagesT&E Costing Algeria Motorsnouhad zenasniNo ratings yet
- Mep Boq Clinic PLDocument1 pageMep Boq Clinic PLTouch NornNo ratings yet
- Phase 1 EstimateDocument1 pagePhase 1 EstimateArvin GamboaNo ratings yet
- Expense's Till (11-12-2020)Document2 pagesExpense's Till (11-12-2020)Vinayak KatigarNo ratings yet
- Mr. EstimateDocument70 pagesMr. EstimateSofhia PaglinawanNo ratings yet
- Land Venture Associates Development Corporation: Bill of Quantities Concrete WorksDocument4 pagesLand Venture Associates Development Corporation: Bill of Quantities Concrete WorksJoshua DavantesNo ratings yet
- PartsDocument8 pagesPartsSoraya GuevaraNo ratings yet
- Around Phnom Penh: Project: Shop House Items: Sanitery Schedule Appendix C: Mep and SaniteryDocument3 pagesAround Phnom Penh: Project: Shop House Items: Sanitery Schedule Appendix C: Mep and Saniteryzanethbb3 2No ratings yet
- Tools Contractor Fees OdsDocument4 pagesTools Contractor Fees OdsMichel FragassoNo ratings yet
- Spare Part ListDocument1 pageSpare Part Listherman btuNo ratings yet
- Price List Bga AccesoriesDocument24 pagesPrice List Bga AccesoriesArmandBautistaNo ratings yet
- Recommended Stock Spare Parts For Dredge Series 370: Ellicott Dredges, LLCDocument1 pageRecommended Stock Spare Parts For Dredge Series 370: Ellicott Dredges, LLCHery Mardiono HeryNo ratings yet
- Requestion Materials Purchasing: Department MR Yang Jung HyunDocument19 pagesRequestion Materials Purchasing: Department MR Yang Jung HyunYN mokullawatNo ratings yet
- Bid Form - Trees - T3 - Electrical and Auxiliary WorksDocument1 pageBid Form - Trees - T3 - Electrical and Auxiliary WorksMike AdvinculaNo ratings yet
- Bill of Materials and EstimateDocument2 pagesBill of Materials and EstimateEdward CardenasNo ratings yet
- Financial Plan PamurayanDocument29 pagesFinancial Plan PamurayanMark Angelo Hasal DuanaNo ratings yet
- Huasheng Invoice 2Document1 pageHuasheng Invoice 2JESSE EMAUSNo ratings yet
- Project: Bungalow House Location: 18 Juana Street Villa Susana Village Brgy. Caniogan Pasig City Owner: Mr. & Mrs. Solomon Bill of MaterialsDocument4 pagesProject: Bungalow House Location: 18 Juana Street Villa Susana Village Brgy. Caniogan Pasig City Owner: Mr. & Mrs. Solomon Bill of MaterialsAnn LraineNo ratings yet
- Price Master ListDocument7 pagesPrice Master ListAS LlesisNo ratings yet
- Concrete and Masonry Bill of QuantitiesDocument5 pagesConcrete and Masonry Bill of QuantitiesSothea BornNo ratings yet
- Book4B CassaDocument2 pagesBook4B CassaYedid AmqNo ratings yet
- Polycarbonate Roofing For Laundry & LanaiDocument1 pagePolycarbonate Roofing For Laundry & LanaiDJabNo ratings yet
- 2023-355 Envohyge Ventures Limited Baffle 04,07,2023Document1 page2023-355 Envohyge Ventures Limited Baffle 04,07,2023OusmaneNo ratings yet
- 1-Architect Material AnalysisDocument25 pages1-Architect Material Analysisk.o.m channel (kmeng)No ratings yet
- 14 - Bill of Quantity FormatDocument33 pages14 - Bill of Quantity Formatkatecurry008No ratings yet
- Pre-Fab Class RoomDocument9 pagesPre-Fab Class Roomsantosmichael.rrfcNo ratings yet
- letter headDocument5 pagesletter headfuentesmikeymikeNo ratings yet
- Proposed Nugen 5 Storey Apartment Building Makati City Bill of Materials: Fire Protection System Item / Description Qty. / Unit Unit Cost AmountDocument4 pagesProposed Nugen 5 Storey Apartment Building Makati City Bill of Materials: Fire Protection System Item / Description Qty. / Unit Unit Cost Amountroland09No ratings yet
- PVC Pipe Fittings Bill of Materials ListDocument2 pagesPVC Pipe Fittings Bill of Materials ListreynoldNo ratings yet
- Rencana Anggaran Biaya (Rab) Pelaksanaan Kegiatan Fisik 100 % Jenis Kegiatan Besar Bantuan Lokasi Sumber DanaDocument8 pagesRencana Anggaran Biaya (Rab) Pelaksanaan Kegiatan Fisik 100 % Jenis Kegiatan Besar Bantuan Lokasi Sumber Danaricky torresNo ratings yet
- Picture: Buyer Name ItochuDocument5 pagesPicture: Buyer Name ItochuSharif0721No ratings yet
- ElectricalDocument2 pagesElectricalJustine SalesNo ratings yet
- INVOICEDocument1 pageINVOICEDesary MendezNo ratings yet
- Description Unit PriceDocument40 pagesDescription Unit PriceFritz NatividadNo ratings yet
- Leeroy Electricity QuotationDocument1 pageLeeroy Electricity Quotationdenhere osteen mNo ratings yet
- TBL ProcessesDocument19 pagesTBL ProcessespasaNo ratings yet
- Dow Kokam BMS ControllerDocument3 pagesDow Kokam BMS ControllerpasaNo ratings yet
- Lithium-Polymer Batteries: Electravia'S Energy Storage SystemDocument4 pagesLithium-Polymer Batteries: Electravia'S Energy Storage SystempasaNo ratings yet
- Material Supplier Category Table Price Unit 1Document3 pagesMaterial Supplier Category Table Price Unit 1pasaNo ratings yet
- Fastener ID Fastener Size 1 Unit 1 Size 2 Unit 2Document17 pagesFastener ID Fastener Size 1 Unit 1 Size 2 Unit 2pasaNo ratings yet
- FCA InputsDocument6 pagesFCA InputspasaNo ratings yet
- TBL ToolingDocument2 pagesTBL ToolingpasaNo ratings yet
- TBL Process MultipliersDocument2 pagesTBL Process MultiplierspasaNo ratings yet
- Material Supplier Category Table Price Unit 1Document3 pagesMaterial Supplier Category Table Price Unit 1pasaNo ratings yet
- FCA InputsDocument6 pagesFCA InputspasaNo ratings yet
- Fastener ID Fastener Size 1 Unit 1 Size 2 Unit 2Document17 pagesFastener ID Fastener Size 1 Unit 1 Size 2 Unit 2pasaNo ratings yet
- TBL Process MultipliersDocument2 pagesTBL Process MultiplierspasaNo ratings yet
- TBL ToolingDocument2 pagesTBL ToolingpasaNo ratings yet
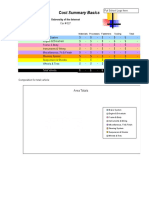
- University of the Internet vehicle cost summary formDocument8 pagesUniversity of the Internet vehicle cost summary formRicardo García CarpioNo ratings yet
- FSG10 - Cost - IR - Isfahan - TU - Car095 (NEW)Document473 pagesFSG10 - Cost - IR - Isfahan - TU - Car095 (NEW)pasaNo ratings yet
- Ultrasonic Wall Thickness Gauge Measurement: All Velocities Are ApproximationsDocument6 pagesUltrasonic Wall Thickness Gauge Measurement: All Velocities Are ApproximationsAvijit DebnathNo ratings yet
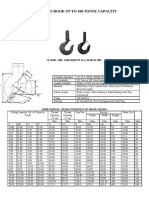
- Shanks Hook Up To 160 Tonne Capacity: IS 15560: 2005 AMENDMENT No:1 MARCH 2007Document2 pagesShanks Hook Up To 160 Tonne Capacity: IS 15560: 2005 AMENDMENT No:1 MARCH 2007liftline engineersNo ratings yet
- Stainless Chromium Steel-Clad Plate: Standard Specification ForDocument6 pagesStainless Chromium Steel-Clad Plate: Standard Specification Forist93993No ratings yet
- Selection of Bolting Materials, Carbon and Alloy Steel For PDocument7 pagesSelection of Bolting Materials, Carbon and Alloy Steel For PswatkoolNo ratings yet
- Astm F2215 15Document10 pagesAstm F2215 15Jed Kevin MendozaNo ratings yet
- 131.4.1-1 Temperaturas de PreaquecimentoDocument1 page131.4.1-1 Temperaturas de PreaquecimentoRodrigo CarneiroNo ratings yet
- Asmeviii Uw PPT 140819093515 Phpapp02 PDFDocument196 pagesAsmeviii Uw PPT 140819093515 Phpapp02 PDFMohamed Abd El DayemNo ratings yet
- Strengthening mechanisms of widely used alloysDocument5 pagesStrengthening mechanisms of widely used alloysIshara Praneeth WijesuriyaNo ratings yet
- Bolt Grade Markings and Strength ChartDocument2 pagesBolt Grade Markings and Strength ChartEldori1988No ratings yet
- Sample (Material Purchase Specification) PDFDocument13 pagesSample (Material Purchase Specification) PDFTenottoNo ratings yet
- Section 12 - Welding Consumables - Carbon SteelsDocument78 pagesSection 12 - Welding Consumables - Carbon SteelsFriedrich SchwimNo ratings yet
- Defects in Hot Rolled Products1Document33 pagesDefects in Hot Rolled Products1karunadkumari89% (38)
- REVISION: M: Boeing/Spirit - Maintained Specification ReportDocument21 pagesREVISION: M: Boeing/Spirit - Maintained Specification ReportMASOUDNo ratings yet
- Case hardening steel specificationDocument12 pagesCase hardening steel specificationNav Talukdar0% (1)
- 1 Foundation Plan: Footing Schedule Reinf. Conc. ColumnDocument1 page1 Foundation Plan: Footing Schedule Reinf. Conc. ColumnJaymark SorianoNo ratings yet
- Asme Section Ii A-2 Sa-1010 Sa-1010mDocument4 pagesAsme Section Ii A-2 Sa-1010 Sa-1010mAnonymous GhPzn1xNo ratings yet
- Astm A262Document4 pagesAstm A262Tyson BoyceNo ratings yet
- Pipesfitting PDFDocument35 pagesPipesfitting PDFNavin KumarNo ratings yet
- Cswip 3.2 Mfy-005Document6 pagesCswip 3.2 Mfy-005Moses_Jakkala100% (2)
- Astm A-1018Document5 pagesAstm A-1018daniloreaNo ratings yet
- Expander FlangesDocument2 pagesExpander FlangeswillNo ratings yet
- Hobart MAXAL 4943 WireDocument2 pagesHobart MAXAL 4943 WirebrunizzaNo ratings yet
- BSI Standards For Welding InspectorDocument7 pagesBSI Standards For Welding InspectorAnonymous 1LrwaaONo ratings yet
- The Forming Potential of Stainless Steel: Materials and Applications Series, Volume 8Document28 pagesThe Forming Potential of Stainless Steel: Materials and Applications Series, Volume 8SakthivelNo ratings yet
- Heavy Welding ShopDocument6 pagesHeavy Welding ShopSaurabh Katiyar100% (1)
- T9074 Ad Gib 010 - 1688Document218 pagesT9074 Ad Gib 010 - 1688dunacoNo ratings yet
- MIM-4340-MD e Rev01 Specification and Applications E AISI 4340, DIN 1.6565Document1 pageMIM-4340-MD e Rev01 Specification and Applications E AISI 4340, DIN 1.6565idanfriNo ratings yet
- High-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification ForDocument3 pagesHigh-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification Forprajakt_pieNo ratings yet
- SIAM Report - Jan 2024Document48 pagesSIAM Report - Jan 2024uchihalogan62No ratings yet
- Non-Cyanide Alkaline Silver Plating SolutionDocument4 pagesNon-Cyanide Alkaline Silver Plating SolutionUsman ali CheemaNo ratings yet