You might also like
- 7.1 Model Identification: Bottom Side Temperature Reboiler Valve Position Upper Sidetemperature Reflux Valve PositionDocument4 pages7.1 Model Identification: Bottom Side Temperature Reboiler Valve Position Upper Sidetemperature Reflux Valve PositionGarabigNo ratings yet
- Meera-MPCforDistillationControl - 2Document5 pagesMeera-MPCforDistillationControl - 2GarabigNo ratings yet
- 6 7 MPC Implementation On The Part of Distillation Column: 7.1 Model IdentificationDocument4 pages6 7 MPC Implementation On The Part of Distillation Column: 7.1 Model IdentificationGarabigNo ratings yet
- Characteristics of Static RelayDocument7 pagesCharacteristics of Static RelayNandini JayakumarNo ratings yet
- CP1 (2020) Commissioning of Space HeatingDocument8 pagesCP1 (2020) Commissioning of Space HeatingKaterinaNo ratings yet
- Transient Voltage Suppressor Diodes for 6.8 to 440 VoltsDocument4 pagesTransient Voltage Suppressor Diodes for 6.8 to 440 VoltsNorge L. Marlone MenéndezNo ratings yet
- 132KW 4P IE3 MotorDocument12 pages132KW 4P IE3 MotorLucianoNo ratings yet
- M3AA 180MLA 6 G 400V 50Hz 15kWDocument1 pageM3AA 180MLA 6 G 400V 50Hz 15kWdiablolcNo ratings yet
- Features General Description: 360Khz, 3A PWM Buck ConverterDocument8 pagesFeatures General Description: 360Khz, 3A PWM Buck Convertermemo alfaisalNo ratings yet
- Level Control Loop Tuning Using Ziegler-Nicholas MethodDocument8 pagesLevel Control Loop Tuning Using Ziegler-Nicholas MethodJanice NgNo ratings yet
- Data SheetDocument6 pagesData SheetdannyNo ratings yet
- Multi-Component Distillation SimulationDocument84 pagesMulti-Component Distillation SimulationFarid DarwishNo ratings yet
- Capacitor DatasheetDocument10 pagesCapacitor DatasheetRenick SchumacherNo ratings yet
- Serie 103 RTC CouplingsDocument4 pagesSerie 103 RTC CouplingsHIDRAFLUIDNo ratings yet
- Cold Load Pickup Event AnalysisDocument14 pagesCold Load Pickup Event AnalysiskotiniNo ratings yet
- EPC - OVR Series (Servo Regulator 1-3000KVA)Document4 pagesEPC - OVR Series (Servo Regulator 1-3000KVA)Mustafa AlhumayreNo ratings yet
- Magnetization Characteristics of DC GeneratorsDocument12 pagesMagnetization Characteristics of DC GeneratorsSantoshYadavNo ratings yet
- Multi Component DisitillationDocument90 pagesMulti Component DisitillationHatif AlamNo ratings yet
- Low Cost 95% Efficient DC-DC ConverterDocument5 pagesLow Cost 95% Efficient DC-DC ConvertersizzaNo ratings yet
- 10-Part Air Gauge Measurement AnalysisDocument4 pages10-Part Air Gauge Measurement AnalysisSaurabh PhandNo ratings yet
- TI - 20180521 - SG3125HV - Characteristic Curves - V10 - ENDocument2 pagesTI - 20180521 - SG3125HV - Characteristic Curves - V10 - ENcicm1993No ratings yet
- Automation Factory Test Report of TransformerDocument1 pageAutomation Factory Test Report of Transformer20082012No ratings yet
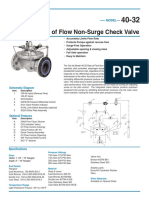
- Rate of Flow Non-Surge Check Valve: ModelDocument2 pagesRate of Flow Non-Surge Check Valve: ModelAndrzej BąkałaNo ratings yet
- AIP-Dry Transformer Standard Op - Maint.manualDocument4 pagesAIP-Dry Transformer Standard Op - Maint.manualyalewlet tarekeggnNo ratings yet
- The PI Controlle1Document5 pagesThe PI Controlle1YudhaNo ratings yet
- Data Sheet: Three Phase Induction Motor - Squirrel CageDocument3 pagesData Sheet: Three Phase Induction Motor - Squirrel CageKamil KościelakNo ratings yet
- ECV85D (Directly Proportional Electro-Hydraulic Converter) : Product GuideDocument10 pagesECV85D (Directly Proportional Electro-Hydraulic Converter) : Product GuideElias GabrielNo ratings yet
- Data Sheet: 27TMX With POD Vent 12 Polypropylene Inches (MM) Deep-Cycle Flooded/Wet Lead-Acid Battery Maroon N/ADocument2 pagesData Sheet: 27TMX With POD Vent 12 Polypropylene Inches (MM) Deep-Cycle Flooded/Wet Lead-Acid Battery Maroon N/AJimmy F HernandezNo ratings yet
- X AX B U FW y CX X Y, Y, Y,, Y: 6 Process Modeling EquationsDocument4 pagesX AX B U FW y CX X Y, Y, Y,, Y: 6 Process Modeling EquationsGarabigNo ratings yet
- 02 - SIM DN150 PN160 Valve 2 PDFDocument4 pages02 - SIM DN150 PN160 Valve 2 PDFunnicyriacNo ratings yet
- Tall Tubular Gal Battery Platinum NewDocument4 pagesTall Tubular Gal Battery Platinum NewchamilsilvaNo ratings yet
- YL6500GC_Brochure_ENG_Ver.1.3_2021Document12 pagesYL6500GC_Brochure_ENG_Ver.1.3_2021Juan ManuelNo ratings yet
- Bux37 PDFDocument2 pagesBux37 PDFGuillermo Hector De FrancescoNo ratings yet
- Owner: Vedanta Aluminium Limited, Jharsuguda Contractor: Voltech Operation and Maintanance Services Project: Vedanta Smelter-2Document27 pagesOwner: Vedanta Aluminium Limited, Jharsuguda Contractor: Voltech Operation and Maintanance Services Project: Vedanta Smelter-2mari nNo ratings yet
- Fluid Flow Postlab ReportDocument14 pagesFluid Flow Postlab Reportgracebrewster123No ratings yet
- PCV Series Control Relays SSR DatasheetDocument5 pagesPCV Series Control Relays SSR DatasheetShahzad NaveedNo ratings yet
- High Voltage Rectifier Modules for Power ApplicationsDocument1 pageHigh Voltage Rectifier Modules for Power ApplicationsFunda HandasNo ratings yet
- Analysis of The System (Kelompok 2)Document8 pagesAnalysis of The System (Kelompok 2)dwi safitriNo ratings yet
- Astor: Test TransformerDocument1 pageAstor: Test TransformermominzadahNo ratings yet
- Ark OLD (Radial Thru-Hole) NA SeriesDocument3 pagesArk OLD (Radial Thru-Hole) NA Seriesester853No ratings yet
- Battery Sizing Calculation Libera LEEAP Project-RIA Corridor-RegDocument9 pagesBattery Sizing Calculation Libera LEEAP Project-RIA Corridor-RegvenkatajagadeeshyNo ratings yet
- Astor: Test TransformerDocument1 pageAstor: Test TransformermominzadahNo ratings yet
- Final Centrifugal LabDocument11 pagesFinal Centrifugal LabShazeem HoseinNo ratings yet
- Enter Values in Blue.: Sondex Training Manual Two Phase Production Log Analysis (Simplified)Document1 pageEnter Values in Blue.: Sondex Training Manual Two Phase Production Log Analysis (Simplified)Kader BakourNo ratings yet
- Sertifikat Gas Detector No - Seri 970K339Document1 pageSertifikat Gas Detector No - Seri 970K339adi bowoNo ratings yet
- NIC Components NRWY SeriesDocument8 pagesNIC Components NRWY SeriesNICCompNo ratings yet
- IEC 60947-1 Table 16 (Peak and R.M.S. Values)Document1 pageIEC 60947-1 Table 16 (Peak and R.M.S. Values)mahmoud12122012No ratings yet
- PEKIK AD - Power Quality P2BDocument50 pagesPEKIK AD - Power Quality P2BPinandhito Adi100% (1)
- Gas Control Valve Sizing: (Masoneilan)Document1 pageGas Control Valve Sizing: (Masoneilan)Tun Naing WinNo ratings yet
- PAnel Solar EficienteDocument2 pagesPAnel Solar EficientelasisolNo ratings yet
- En v2zm10Document8 pagesEn v2zm10Ricardo ConchaNo ratings yet
- N.V. Bergerat Monnoyeur S.A.: InformationDocument2 pagesN.V. Bergerat Monnoyeur S.A.: InformationMohammad FathiNo ratings yet
- Data Sheet: Three Phase Induction Motor - Squirrel CageDocument10 pagesData Sheet: Three Phase Induction Motor - Squirrel CageSergeiNo ratings yet
- flow control.كاملDocument14 pagesflow control.كاملali salmanNo ratings yet
- 0042258Document6 pages0042258GiovaniAricettiNo ratings yet
- Caterpillar 3412 SchematicsDocument3 pagesCaterpillar 3412 SchematicsAhmad Hamouda100% (6)
- Technical PB Mini Split Inverter 60hz 4myw15 SN 07092021Document71 pagesTechnical PB Mini Split Inverter 60hz 4myw15 SN 07092021yedaroNo ratings yet
- Digital Power Electronics and ApplicationsFrom EverandDigital Power Electronics and ApplicationsRating: 3.5 out of 5 stars3.5/5 (3)
- M3410 19 eDocument1 pageM3410 19 eGarabigNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- HI 800 069 AEA: Circulating Fan K 9203Document1 pageHI 800 069 AEA: Circulating Fan K 9203GarabigNo ratings yet
- Four Steps To HMI Screen Design: 1. Create, Define StandardsDocument2 pagesFour Steps To HMI Screen Design: 1. Create, Define StandardsGarabigNo ratings yet
- 19 - 03R300 - 1 - Final Projects - HMIWeb Display BuilderDocument10 pages19 - 03R300 - 1 - Final Projects - HMIWeb Display BuilderGarabigNo ratings yet
- Semi 1Document3 pagesSemi 1GarabigNo ratings yet
- 08 - 03R300 - 1 - Intro. To HMIWeb Display Builder DynamicsDocument18 pages08 - 03R300 - 1 - Intro. To HMIWeb Display Builder DynamicsGarabigNo ratings yet
- S ∆ X ∆u (k) ∆ X S ∆ u (k) ∆ u ∆ u ∆ u Г Г Г Г Г Г: Dynamic matrix vector by the vectorDocument2 pagesS ∆ X ∆u (k) ∆ X S ∆ u (k) ∆ u ∆ u ∆ u Г Г Г Г Г Г: Dynamic matrix vector by the vectorGarabigNo ratings yet
- HI 800 071 AEA: Module Fan K 9212Document1 pageHI 800 071 AEA: Module Fan K 9212GarabigNo ratings yet
- Kpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsDocument6 pagesKpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsGarabigNo ratings yet
- FibreDocument1 pageFibreGarabigNo ratings yet
- Meera-MPCforDistillationControl - 3Document4 pagesMeera-MPCforDistillationControl - 3GarabigNo ratings yet
- 3 Challenges For DesignDocument1 page3 Challenges For DesignGarabigNo ratings yet
- 8 Model Verification: Model Overview in DeltavDocument3 pages8 Model Verification: Model Overview in DeltavGarabigNo ratings yet
- S ∆ X ∆u (k) ∆ X S ∆ u (k) b b b b b b b b b b b b b b ∆u ∆ u ∆ u Г Г Г Г Г ГDocument3 pagesS ∆ X ∆u (k) ∆ X S ∆ u (k) b b b b b b b b b b b b b b ∆u ∆ u ∆ u Г Г Г Г Г ГGarabigNo ratings yet
- F F 218.91 F F 217.62 F: 10 ConclusionDocument1 pageF F 218.91 F F 217.62 F: 10 ConclusionGarabigNo ratings yet
- F F 218.91 F F 217.62 F: 10 ConclusionDocument1 pageF F 218.91 F F 217.62 F: 10 ConclusionGarabigNo ratings yet
- 201Document1 page201GarabigNo ratings yet
- 10 Conclusion: How Better Interactive Process Is Handled by MPC Over PIDDocument1 page10 Conclusion: How Better Interactive Process Is Handled by MPC Over PIDGarabigNo ratings yet
- 3 Challenges For DesignDocument1 page3 Challenges For DesignGarabigNo ratings yet
- 2 Process of Distillation ColumnDocument1 page2 Process of Distillation ColumnGarabigNo ratings yet
- 10 Conclusion: 94.45% 69.95KPP H 71.13 BPD 76.90 Bbl/day 92.48% 65.11KPP H 70.25 BPD 74.75 Bbl/dayDocument1 page10 Conclusion: 94.45% 69.95KPP H 71.13 BPD 76.90 Bbl/day 92.48% 65.11KPP H 70.25 BPD 74.75 Bbl/dayGarabigNo ratings yet
- Dynamic interactions and optimization in distillation columnsDocument6 pagesDynamic interactions and optimization in distillation columnsGarabigNo ratings yet
- 2 Process of Distillation ColumnDocument1 page2 Process of Distillation ColumnGarabigNo ratings yet
- 3 Challenges For DesignDocument1 page3 Challenges For DesignGarabigNo ratings yet
- 2 Process of Distillation ColumnDocument1 page2 Process of Distillation ColumnGarabigNo ratings yet
- Clinical Teaching on Geriatric AssessmentDocument9 pagesClinical Teaching on Geriatric AssessmentANITTA SNo ratings yet
- English written preparation for Dhaka University admission test (DUDocument7 pagesEnglish written preparation for Dhaka University admission test (DUShanian Ahmed100% (3)
- Throwing Garbage in The SeaDocument3 pagesThrowing Garbage in The SeaZaramagne CaliboNo ratings yet
- Does The Graduate Record Examination Predict Meaningful Success in The Graduate Training of Psychologists?Document12 pagesDoes The Graduate Record Examination Predict Meaningful Success in The Graduate Training of Psychologists?carainNo ratings yet
- Formation en Coaching Integral These de BAKALADocument6 pagesFormation en Coaching Integral These de BAKALAHamza ZERBONo ratings yet
- RESIDUE CURVE MAPS GUIDEDocument5 pagesRESIDUE CURVE MAPS GUIDEWali AhsanNo ratings yet
- Lesson 1 - PMP Authorized Exam Prep - V3 - Business EnvironmentDocument105 pagesLesson 1 - PMP Authorized Exam Prep - V3 - Business EnvironmentmaiyomarionneNo ratings yet
- 309 22-2S CS 136 Proj9 (Searches)Document2 pages309 22-2S CS 136 Proj9 (Searches)Qamar FarooqNo ratings yet
- 02 WholeDocument155 pages02 WholeTayeb CheliremNo ratings yet
- @2018 em Southward ER, ERP RDocument17 pages@2018 em Southward ER, ERP RChelsey XieNo ratings yet
- AP Greenfield Electronics Cluster EIA ReportDocument283 pagesAP Greenfield Electronics Cluster EIA ReportNUTHI SIVA SANTHANNo ratings yet
- Detailed Teaching Syllabus (DTS) and Instructor Guide (Ig'S)Document10 pagesDetailed Teaching Syllabus (DTS) and Instructor Guide (Ig'S)Charo Gironella100% (1)
- Fatmah Afrianty IJPHRD October 2019 - PDFDocument310 pagesFatmah Afrianty IJPHRD October 2019 - PDFariyanie lindaNo ratings yet
- Spiral Spring ApparatusDocument3 pagesSpiral Spring ApparatusaqibNo ratings yet
- HIN4801 MODULE OVERVIEWDocument6 pagesHIN4801 MODULE OVERVIEWZukiswa PetseNo ratings yet
- Entrainment Instability Quasi PeriodicitDocument17 pagesEntrainment Instability Quasi PeriodicitDe Nicolas JaidarNo ratings yet
- PT SURYA CITRA INTI SEMESTA PROJECT REFERENCE LISTDocument1 pagePT SURYA CITRA INTI SEMESTA PROJECT REFERENCE LISTAgus RiyanaNo ratings yet
- Calmet Industrial Accreditation for Dimensional Inspection and Mechanical TestingDocument3 pagesCalmet Industrial Accreditation for Dimensional Inspection and Mechanical TestingFernando MarNo ratings yet
- Gauss's LawDocument10 pagesGauss's LawAliceAlormenuNo ratings yet
- The Effect of Talent Retention and Employee Engagement On The Performance of Study Employees at Automotive Companies in South SulawesiDocument4 pagesThe Effect of Talent Retention and Employee Engagement On The Performance of Study Employees at Automotive Companies in South SulawesiInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Redevelopment of Machhabhaudi, Dharan, Sunsari: Project ProposalDocument10 pagesRedevelopment of Machhabhaudi, Dharan, Sunsari: Project Proposaldiwas baralNo ratings yet
- HTTP WWW Red Bag Com Engineering Guides 251 BN Eg Ue204 Guide For The Preparation of Equipment Classification Lists For Pressure Vessel HTMLDocument13 pagesHTTP WWW Red Bag Com Engineering Guides 251 BN Eg Ue204 Guide For The Preparation of Equipment Classification Lists For Pressure Vessel HTMLmashudi_fikriNo ratings yet
- Coriolis Mass Flow MeterDocument2 pagesCoriolis Mass Flow MeterSreejesh SundaresanNo ratings yet
- M4 NSTP1Document2 pagesM4 NSTP1Guki SuzukiNo ratings yet
- 3rd Year Exam Schedule RegularDocument3 pages3rd Year Exam Schedule RegularHACHALU FAYENo ratings yet
- STATISTIC AND PROBABILITY 1ST QUARTER EXAM - SourceDocument72 pagesSTATISTIC AND PROBABILITY 1ST QUARTER EXAM - SourceAmanda Dinah RamilNo ratings yet
- Dian Medisa, Hady Anshory, Putri Litapriani, Rezky Fajriyati MDocument9 pagesDian Medisa, Hady Anshory, Putri Litapriani, Rezky Fajriyati MNada LathifahNo ratings yet
- Silt Flushing Tunnel Design Manual PDFDocument7 pagesSilt Flushing Tunnel Design Manual PDFShivsagar yadavNo ratings yet
- Chemistry April 14 Reading Essentials - Properties of MatterDocument6 pagesChemistry April 14 Reading Essentials - Properties of MatterAljhon A. MarajuniNo ratings yet
- Cambridge Primary Reading Student's Book 6Document13 pagesCambridge Primary Reading Student's Book 6Mari Gold0% (1)