You might also like
- 7.1 Model Identification: Bottom Side Temperature Reboiler Valve Position Upper Sidetemperature Reflux Valve PositionDocument4 pages7.1 Model Identification: Bottom Side Temperature Reboiler Valve Position Upper Sidetemperature Reflux Valve PositionGarabigNo ratings yet
- 6 7 MPC Implementation On The Part of Distillation Column: 7.1 Model IdentificationDocument4 pages6 7 MPC Implementation On The Part of Distillation Column: 7.1 Model IdentificationGarabigNo ratings yet
- 7.1 Model Identification: Bottom Side Temperature Reboiler Valve Position Upper Sidetemperature Reflux Valve PositionDocument4 pages7.1 Model Identification: Bottom Side Temperature Reboiler Valve Position Upper Sidetemperature Reflux Valve PositionGarabigNo ratings yet
- S ∆ X ∆u (k) ∆ X S ∆ u (k) b b b b b b b b b b b b b b ∆u ∆ u ∆ u Г Г Г Г Г ГDocument3 pagesS ∆ X ∆u (k) ∆ X S ∆ u (k) b b b b b b b b b b b b b b ∆u ∆ u ∆ u Г Г Г Г Г ГGarabigNo ratings yet
- APP 751A: SEL-751A Feeder Protection RelayDocument5 pagesAPP 751A: SEL-751A Feeder Protection RelayBouazzaNo ratings yet
- Kpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsDocument6 pagesKpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsGarabigNo ratings yet
- 6 Process Modeling Equations: Kpe τ ps +1 Kpe τ S+1 θ τDocument5 pages6 Process Modeling Equations: Kpe τ ps +1 Kpe τ S+1 θ τGarabigNo ratings yet
- CP1 (2020) Commissioning of Space HeatingDocument8 pagesCP1 (2020) Commissioning of Space HeatingKaterinaNo ratings yet
- Process Cotrol LabDocument8 pagesProcess Cotrol LabJanice NgNo ratings yet
- X AX B U FW y CX X Y, Y, Y,, Y: 6 Process Modeling EquationsDocument4 pagesX AX B U FW y CX X Y, Y, Y,, Y: 6 Process Modeling EquationsGarabigNo ratings yet
- FunctionDocument11 pagesFunctionDrMahmoud AbbasNo ratings yet
- Level Control TrainerDocument50 pagesLevel Control TrainerAlok Kumar100% (1)
- Lab Report CS 5Document6 pagesLab Report CS 5ubaidNo ratings yet
- Lab 01 I&CDocument11 pagesLab 01 I&CNoor fatimaNo ratings yet
- Controller Principles 2020 NotesDocument17 pagesController Principles 2020 NotesJoseph ChalilNo ratings yet
- Characteristics of Static RelayDocument7 pagesCharacteristics of Static RelayNandini JayakumarNo ratings yet
- AutomationDocument18 pagesAutomationhanshyamNo ratings yet
- Cascade Control TutorialDocument12 pagesCascade Control Tutorialpleco4me100% (1)
- Process Control Fundamentals - ADDDocument115 pagesProcess Control Fundamentals - ADDAsifNo ratings yet
- Lab 02 I&CDocument10 pagesLab 02 I&CNoor fatimaNo ratings yet
- Basic Concepts Terminology and Techniques For Process ControlDocument9 pagesBasic Concepts Terminology and Techniques For Process ControlPaula Daniela Andrade SànchezNo ratings yet
- Tutorial Sol CH 9Document11 pagesTutorial Sol CH 9Sameer BitthariaNo ratings yet
- Lab Report PDC Gas PressureDocument9 pagesLab Report PDC Gas PressureHaziq AzliNo ratings yet
- Chapter 22 Closed-Loop Controllers: Two-Step ControlDocument8 pagesChapter 22 Closed-Loop Controllers: Two-Step ControlPankaj Kumar ChauhanNo ratings yet
- Flow Control Using A PID-Controlled ValveDocument5 pagesFlow Control Using A PID-Controlled ValvejaspeiNo ratings yet
- Temperature Control: On-Off ControllerDocument9 pagesTemperature Control: On-Off Controllerdivyansh kashyapNo ratings yet
- 7 Mpc Implementation On The Part Of Distillation Column: Kpe τ ps +1 Kpe τ S+1 θ τDocument4 pages7 Mpc Implementation On The Part Of Distillation Column: Kpe τ ps +1 Kpe τ S+1 θ τGarabigNo ratings yet
- Improving Control Valve PerformanceDocument5 pagesImproving Control Valve PerformanceBramJanssen76No ratings yet
- Control Actions: Two Step Control ActionDocument4 pagesControl Actions: Two Step Control ActionMeghali BorleNo ratings yet
- Proportional Valves For Closed-Loop Control of Inert Gases in Process AutomationDocument9 pagesProportional Valves For Closed-Loop Control of Inert Gases in Process AutomationmodsimcaNo ratings yet
- Control SystemDocument12 pagesControl SystemMedha ArunNo ratings yet
- Switch-Mode Power Converter Compensation Made Easy: Robert SheehanDocument38 pagesSwitch-Mode Power Converter Compensation Made Easy: Robert SheehanAbhisek PradhanNo ratings yet
- Level Process Station: Instrumentation and Process ControlDocument164 pagesLevel Process Station: Instrumentation and Process Controlgeorge kbeNo ratings yet
- One Cycle ControlDocument9 pagesOne Cycle ControlNithin SebastianNo ratings yet
- Chap 3Document10 pagesChap 3amol76No ratings yet
- Flow Control Training System PDFDocument4 pagesFlow Control Training System PDFMohsin MalikNo ratings yet
- Calibracion de Gobernador 320CDocument9 pagesCalibracion de Gobernador 320CymaqservicesNo ratings yet
- Pid ControllerDocument8 pagesPid Controllernilanjana89No ratings yet
- 2023 - Mee 501 - NewDocument71 pages2023 - Mee 501 - NewWasiu OseiweNo ratings yet
- Fisher 4156 KDocument12 pagesFisher 4156 KFabian SambraNo ratings yet
- Lab ManualDocument75 pagesLab ManualaathiraNo ratings yet
- Elliott EDS Plus (PLC Based)Document16 pagesElliott EDS Plus (PLC Based)Oleg YaniNo ratings yet
- 5 TempLpDocument8 pages5 TempLpGonzalo Ccamaque ArotaipeNo ratings yet
- Exp 7 Report 1Document24 pagesExp 7 Report 1KA 19 128 Abdullah Ahmed Mohammed LahmdiNo ratings yet
- PID Tuning TutorialDocument1 pagePID Tuning TutorialDan SomervilleNo ratings yet
- 1815 03 PDFDocument29 pages1815 03 PDFsiamak001No ratings yet
- 7-Liquid Level ControlDocument83 pages7-Liquid Level ControlJaneider GomezNo ratings yet
- Laboratory Exercise 3 Valve and Positioner Response: ObjectiveDocument4 pagesLaboratory Exercise 3 Valve and Positioner Response: ObjectiveJuan Miguel Llicahua CarrionNo ratings yet
- Application of Fuzzy Controller in Drum Water-Level Control: Zhuo Wang Qiang WangDocument3 pagesApplication of Fuzzy Controller in Drum Water-Level Control: Zhuo Wang Qiang WangGnana Prakash JanarthananNo ratings yet
- EhtcDocument38 pagesEhtcPardeepChahal100% (1)
- Laftah/15/ Azeez (HusseinDocument17 pagesLaftah/15/ Azeez (HusseinHadi. MNo ratings yet
- Control ActionsDocument5 pagesControl ActionsJitendra KumarNo ratings yet
- Designing SMC Boost Converter For DVR Using VSI To Mitigate Voltage Disturbances and HarmonicsDocument6 pagesDesigning SMC Boost Converter For DVR Using VSI To Mitigate Voltage Disturbances and Harmonicssri261eeeNo ratings yet
- Control Actions: Two Step Control ActionDocument6 pagesControl Actions: Two Step Control ActionTowfiqNo ratings yet
- Basic Con Trol Act Ions AND Controll ERS: By: Yatendra KumarDocument82 pagesBasic Con Trol Act Ions AND Controll ERS: By: Yatendra KumarNavdeepNo ratings yet
- ECV85D (Directly Proportional Electro-Hydraulic Converter) : Product GuideDocument10 pagesECV85D (Directly Proportional Electro-Hydraulic Converter) : Product GuideElias GabrielNo ratings yet
- ECH3121 - Assignment 3 (PID CONTROLLER CASE STUDY)Document59 pagesECH3121 - Assignment 3 (PID CONTROLLER CASE STUDY)pjm rapNo ratings yet
- Analysis and Design of Multicell DC/DC Converters Using Vectorized ModelsFrom EverandAnalysis and Design of Multicell DC/DC Converters Using Vectorized ModelsNo ratings yet
- Advanced Multilevel Converters and Applications in Grid IntegrationFrom EverandAdvanced Multilevel Converters and Applications in Grid IntegrationAli Iftekhar MaswoodNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- M3410 19 eDocument1 pageM3410 19 eGarabigNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- Semi 1Document3 pagesSemi 1GarabigNo ratings yet
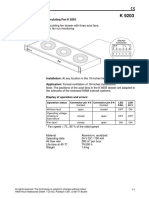
- HI 800 069 AEA: Circulating Fan K 9203Document1 pageHI 800 069 AEA: Circulating Fan K 9203GarabigNo ratings yet
- HI 800 071 AEA: Module Fan K 9212Document1 pageHI 800 071 AEA: Module Fan K 9212GarabigNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- FibreDocument1 pageFibreGarabigNo ratings yet
- Four Steps To HMI Screen Design: 1. Create, Define StandardsDocument2 pagesFour Steps To HMI Screen Design: 1. Create, Define StandardsGarabigNo ratings yet
- 19 - 03R300 - 1 - Final Projects - HMIWeb Display BuilderDocument10 pages19 - 03R300 - 1 - Final Projects - HMIWeb Display BuilderGarabigNo ratings yet
- 08 - 03R300 - 1 - Intro. To HMIWeb Display Builder DynamicsDocument18 pages08 - 03R300 - 1 - Intro. To HMIWeb Display Builder DynamicsGarabigNo ratings yet
- 8 Model Verification: Model Overview in DeltavDocument3 pages8 Model Verification: Model Overview in DeltavGarabigNo ratings yet
- S ∆ X ∆u (k) ∆ X S ∆ u (k) ∆ u ∆ u ∆ u Г Г Г Г Г Г: Dynamic matrix vector by the vectorDocument2 pagesS ∆ X ∆u (k) ∆ X S ∆ u (k) ∆ u ∆ u ∆ u Г Г Г Г Г Г: Dynamic matrix vector by the vectorGarabigNo ratings yet
- F F 218.91 F F 217.62 F: 10 ConclusionDocument1 pageF F 218.91 F F 217.62 F: 10 ConclusionGarabigNo ratings yet
- F F 218.91 F F 217.62 F: 10 ConclusionDocument1 pageF F 218.91 F F 217.62 F: 10 ConclusionGarabigNo ratings yet
- Kpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsDocument6 pagesKpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsGarabigNo ratings yet
- Meera-MPCforDistillationControl - 3Document4 pagesMeera-MPCforDistillationControl - 3GarabigNo ratings yet
- 3 Challenges For DesignDocument1 page3 Challenges For DesignGarabigNo ratings yet
- 5 Process Model: Kpe τ ps +1 Kpe τ S+1 θ τDocument6 pages5 Process Model: Kpe τ ps +1 Kpe τ S+1 θ τGarabigNo ratings yet
- 10 Conclusion: How Better Interactive Process Is Handled by MPC Over PIDDocument1 page10 Conclusion: How Better Interactive Process Is Handled by MPC Over PIDGarabigNo ratings yet
- 3 Challenges For DesignDocument1 page3 Challenges For DesignGarabigNo ratings yet
- 3 Challenges For DesignDocument1 page3 Challenges For DesignGarabigNo ratings yet
- 10 Conclusion: 94.45% 69.95KPP H 71.13 BPD 76.90 Bbl/day 92.48% 65.11KPP H 70.25 BPD 74.75 Bbl/dayDocument1 page10 Conclusion: 94.45% 69.95KPP H 71.13 BPD 76.90 Bbl/day 92.48% 65.11KPP H 70.25 BPD 74.75 Bbl/dayGarabigNo ratings yet
- 2 Process of Distillation ColumnDocument1 page2 Process of Distillation ColumnGarabigNo ratings yet
- 201Document1 page201GarabigNo ratings yet
- 2 Process of Distillation ColumnDocument1 page2 Process of Distillation ColumnGarabigNo ratings yet
- 2 Process of Distillation ColumnDocument1 page2 Process of Distillation ColumnGarabigNo ratings yet
- Assignment - III SemDocument6 pagesAssignment - III SemharshitNo ratings yet
- Quantitative Chapter 8 - Operator Based QuestionsDocument6 pagesQuantitative Chapter 8 - Operator Based QuestionsAtiyant YadavNo ratings yet
- Relational Algebra TutorialDocument3 pagesRelational Algebra TutorialbrightstudentNo ratings yet
- Descriptive Statistics and Graphs: Statistics For PsychologyDocument14 pagesDescriptive Statistics and Graphs: Statistics For PsychologyiamquasiNo ratings yet
- Sin5Ocos3O-Cos5Osin2: 4coosyoDocument202 pagesSin5Ocos3O-Cos5Osin2: 4coosyoRaghvendra SinghNo ratings yet
- Chord, Arcs, Central Angels, Tangents and SecantsDocument5 pagesChord, Arcs, Central Angels, Tangents and SecantsLucille BallaresNo ratings yet
- Nonlinear Control and Servo Systems (FRTN05)Document9 pagesNonlinear Control and Servo Systems (FRTN05)Abdesselem BoulkrouneNo ratings yet
- Symmetric GroupDocument13 pagesSymmetric GroupPriyanka PatelNo ratings yet
- Remarks of T7 AppendixDocument9 pagesRemarks of T7 AppendixWong JiayangNo ratings yet
- RS Aggarwal Solution Class 10 Maths Chapter 2 Polynomials Exercise 2BDocument14 pagesRS Aggarwal Solution Class 10 Maths Chapter 2 Polynomials Exercise 2BThe Time ParadoXNo ratings yet
- Curved Beam Analysis With Energy MethodsDocument10 pagesCurved Beam Analysis With Energy MethodsJohn AlexiouNo ratings yet
- Triangular Factorization and Inversion by Fast Matrix MultiplicationDocument6 pagesTriangular Factorization and Inversion by Fast Matrix MultiplicationPeilin XinNo ratings yet
- Pycalc-Les: A Python Code For DNS, Les and Hybrid Les-RansDocument76 pagesPycalc-Les: A Python Code For DNS, Les and Hybrid Les-RansAmmar Ahmad QaziNo ratings yet
- Addition and Subtraction of MatricesDocument7 pagesAddition and Subtraction of MatricesRhey LuceroNo ratings yet
- Self-Intersection Detection and Elimination in Freeform Curves and SurfacesDocument10 pagesSelf-Intersection Detection and Elimination in Freeform Curves and SurfacesŽarko MočnikNo ratings yet
- Project LInear ProgrammingDocument22 pagesProject LInear ProgrammingadelinameidyNo ratings yet
- Notes 4 6382 Complex MappingDocument25 pagesNotes 4 6382 Complex MappingSaikumar PNo ratings yet
- Ollie's Math TestDocument5 pagesOllie's Math Testjosephacanthe6740No ratings yet
- Gradient Descent Algorithm MatlabDocument3 pagesGradient Descent Algorithm MatlabJeffNo ratings yet
- Advanced Mathematical Methods in Science and Engineering S. I. Hayek PDFDocument737 pagesAdvanced Mathematical Methods in Science and Engineering S. I. Hayek PDFAndres GonzalezNo ratings yet
- 0000.may 2018 CXC Maths P 2 PDFDocument40 pages0000.may 2018 CXC Maths P 2 PDFNatalie Lessey - Collymore77% (13)
- MAT112 CH 11 Ungrouped Data PDFDocument4 pagesMAT112 CH 11 Ungrouped Data PDFgemalyn b. aguilarNo ratings yet
- Algebraic ExpressionsDocument10 pagesAlgebraic ExpressionsSha MercsNo ratings yet
- MainDocument668 pagesMainMoulines VincentNo ratings yet
- RegshDocument3 pagesRegshWorse To Worst Satittamajitra0% (1)
- Linear DiophantineDocument3 pagesLinear DiophantineSingh SudipNo ratings yet
- Real Analysis Notes For CSIR-NET ExamDocument416 pagesReal Analysis Notes For CSIR-NET ExamAnandNo ratings yet
- 04 01 Product of Vectors1Document58 pages04 01 Product of Vectors1Sri DNo ratings yet
- Transportation ProblemDocument51 pagesTransportation ProblemShivansh SharmaNo ratings yet
- Doubtnut Today: JEE Mains Super 40 Revision Series FunctionsDocument11 pagesDoubtnut Today: JEE Mains Super 40 Revision Series FunctionsDawn DNo ratings yet