You might also like
- Scheme Lenovo Z51-70 Aiwz0 Z1 La-C281p La-C282pDocument50 pagesScheme Lenovo Z51-70 Aiwz0 Z1 La-C281p La-C282pPetrovics Attila100% (1)
- Oracle Autonomous Database 2021 Specialist (1Z0-931-21)Document14 pagesOracle Autonomous Database 2021 Specialist (1Z0-931-21)ArifNo ratings yet
- 000-A-Ee-0190470 Rev1 Painting Repair ProcedureDocument34 pages000-A-Ee-0190470 Rev1 Painting Repair Procedureonur gunes100% (2)
- Parker SSD DSE Lite Config ToolDocument78 pagesParker SSD DSE Lite Config ToolGabriette Mandy GabrielactNo ratings yet
- MK1 E51am017 00Document170 pagesMK1 E51am017 00Farshad MahmoudiNo ratings yet
- Piping NDT Matrix (KNPC/ Kipic Asset) : 032206 Saipem Doc - No. Subcontractor Doc - No SH: 1 of 8Document11 pagesPiping NDT Matrix (KNPC/ Kipic Asset) : 032206 Saipem Doc - No. Subcontractor Doc - No SH: 1 of 8Sridhar VasanthanNo ratings yet
- Volume 3 - Mechanical - V3-CH04-Preliminary Stress Analysis For Critical Lines Rev1Document108 pagesVolume 3 - Mechanical - V3-CH04-Preliminary Stress Analysis For Critical Lines Rev1MohamedNo ratings yet
- Technical Specification For 35-5T EOT Crane Nalco 27012021-2021-02-09-03-53-40Document208 pagesTechnical Specification For 35-5T EOT Crane Nalco 27012021-2021-02-09-03-53-40Avinash GuptaNo ratings yet
- This Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaDocument5 pagesThis Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaRodrigoNo ratings yet
- 14B. 2082-PM-ITP-7015 Rev.0 - SITE ITP TankageDocument10 pages14B. 2082-PM-ITP-7015 Rev.0 - SITE ITP TankageAmarKumarNo ratings yet
- GRP Drainage Piping System FabricationDocument5 pagesGRP Drainage Piping System FabricationkahootNo ratings yet
- Sub-Contractor Comments Response Sheet: Ain Tsila DevelopmentDocument27 pagesSub-Contractor Comments Response Sheet: Ain Tsila DevelopmentZaidiNo ratings yet
- This Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaDocument5 pagesThis Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaRodrigoNo ratings yet
- 2 Iso 01000 - 1Document10 pages2 Iso 01000 - 1MansourNo ratings yet
- This Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaDocument5 pagesThis Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaRodrigoNo ratings yet
- Time Sheet - Aug 2022.pdf1Document1 pageTime Sheet - Aug 2022.pdf1naveen kumarNo ratings yet
- 1017 Itp 266 Rev 02Document5 pages1017 Itp 266 Rev 02yasser elhousseiniNo ratings yet
- N-17765-STANTEC-SEDE-CS-0101 - Wall Thickness Calc-Mtr Fttngs - R.0Document8 pagesN-17765-STANTEC-SEDE-CS-0101 - Wall Thickness Calc-Mtr Fttngs - R.0Noor AnterNo ratings yet
- V4-CH03-Process Interlock Description Rev 1 - SECTION 200 TO 800Document111 pagesV4-CH03-Process Interlock Description Rev 1 - SECTION 200 TO 800MohamedNo ratings yet
- This Document Shall Be Used Only For ReferenceDocument5 pagesThis Document Shall Be Used Only For ReferenceRodrigoNo ratings yet
- This Document Is Valid Only For Budgetary / Estimating Purpose by Company For FeedDocument5 pagesThis Document Is Valid Only For Budgetary / Estimating Purpose by Company For FeedRodrigoNo ratings yet
- Ethylene Crackers-102-ModelDocument12 pagesEthylene Crackers-102-ModelWaleed EL-sheshtawyNo ratings yet
- Anclajes ASTM F1554 Anchor BoltsDocument33 pagesAnclajes ASTM F1554 Anchor Boltsrodrigo andres paez quinteroNo ratings yet
- 000 SP Pi02 0218Document33 pages000 SP Pi02 0218Samuel ValbuenaNo ratings yet
- 5P12P02 Interconnection Diagrams: Ecocementos SAS TORRE, Rio Claro, Colombia CONTRACT NO. 16-20109Document185 pages5P12P02 Interconnection Diagrams: Ecocementos SAS TORRE, Rio Claro, Colombia CONTRACT NO. 16-20109VIJAVARHOTMAILCOMNo ratings yet
- 20 - Changeover SwitchDocument153 pages20 - Changeover SwitchWael AlmassriNo ratings yet
- JAW - 00 - K - 11a - 040 - PP - 167 Commissioning ITP For Main Electrical Building UPS - Rev.0Document22 pagesJAW - 00 - K - 11a - 040 - PP - 167 Commissioning ITP For Main Electrical Building UPS - Rev.0MedrouaNo ratings yet
- Engineering Design Basis FOR Project: Client: Projec T: Job No.Document11 pagesEngineering Design Basis FOR Project: Client: Projec T: Job No.Priyanka KumariNo ratings yet
- Engineering, Procurement & Construction For Well Pad 4 & 9 at West Qurna (Phase 2) Contract AreaDocument15 pagesEngineering, Procurement & Construction For Well Pad 4 & 9 at West Qurna (Phase 2) Contract AreaMiguel PerruoloNo ratings yet
- Roof Side Wall /: 2016-17 PR - ID M.C.No:1142Document1 pageRoof Side Wall /: 2016-17 PR - ID M.C.No:1142Kishore KumarNo ratings yet
- BCR BCS Drawing PDFDocument47 pagesBCR BCS Drawing PDFMayur GuptaNo ratings yet
- Ku-Twk-41-Ic-Lst-0200 A Instrument Index Io List-Peshkbir PDFDocument28 pagesKu-Twk-41-Ic-Lst-0200 A Instrument Index Io List-Peshkbir PDFLienu PrinceNo ratings yet
- Pi-135-0007-Spc - 00a - Insulation Additional NotesDocument11 pagesPi-135-0007-Spc - 00a - Insulation Additional NotesRoberthappylandNo ratings yet
- Ess-Byn-Hw-Sat-005-Report (R4-S2) - 7 Oct 22Document47 pagesEss-Byn-Hw-Sat-005-Report (R4-S2) - 7 Oct 22Mrbean BeanNo ratings yet
- C-051-VP-040-CLTW-SCH-0006 REV-1 Code-A With Minor CommentsDocument5 pagesC-051-VP-040-CLTW-SCH-0006 REV-1 Code-A With Minor CommentsMidha NeerNo ratings yet
- Job Information: Job No Sheet No RevDocument15 pagesJob Information: Job No Sheet No RevRommel AzoresNo ratings yet
- Job Information Nodes Cont... : Engineer Checked Approved Node X Y ZDocument4 pagesJob Information Nodes Cont... : Engineer Checked Approved Node X Y ZjurieskNo ratings yet
- OU1 - AV - 7180 RevaDocument10 pagesOU1 - AV - 7180 RevaBargo IssiakaNo ratings yet
- Compal Confidential: P5WE0 M/B Schematics DocumentDocument59 pagesCompal Confidential: P5WE0 M/B Schematics DocumentMihohohoNo ratings yet
- 1017 Itp 104 Rev. 01 Reinforced Concrete WorkDocument4 pages1017 Itp 104 Rev. 01 Reinforced Concrete Workyasser elhousseiniNo ratings yet
- K PR 00 DSC 001 1 Process DescriptionDocument14 pagesK PR 00 DSC 001 1 Process DescriptionvahidforoughiNo ratings yet
- Procedure For ReinstatementDocument13 pagesProcedure For ReinstatementBhargav BbvsNo ratings yet
- Monthly Progress Report: Stanford Synchrotron Radiation LaboratoryDocument14 pagesMonthly Progress Report: Stanford Synchrotron Radiation LaboratoryKomputershengalNo ratings yet
- Acer Aspire One 522 AO522 - COMPAL LA-7072P - REV 1.0sec PDFDocument36 pagesAcer Aspire One 522 AO522 - COMPAL LA-7072P - REV 1.0sec PDFMcgregori AndradeNo ratings yet
- MQ11 02 Te 0000 Ee0018 - 0Document24 pagesMQ11 02 Te 0000 Ee0018 - 0jerxes360No ratings yet
- Compal La-6901p - P5weo PDFDocument59 pagesCompal La-6901p - P5weo PDFAlexandre PatrocinioNo ratings yet
- B24-Fabircaition and Erection of PipingDocument12 pagesB24-Fabircaition and Erection of PipingRajNo ratings yet
- 220801deeb16145 Exde01 10Document10 pages220801deeb16145 Exde01 10kmiqdNo ratings yet
- PDE-EQS-3100-EC-00006 - 00 Technical Specification of Safety VesselDocument9 pagesPDE-EQS-3100-EC-00006 - 00 Technical Specification of Safety Vesselhgag selimNo ratings yet
- BGT24LTR11 FMCW RF-Shield Board V3.0 Distance2GoL SchematicsDocument6 pagesBGT24LTR11 FMCW RF-Shield Board V3.0 Distance2GoL SchematicsgatlingwordNo ratings yet
- CT Framework Release Notes 2.3.2.0Document12 pagesCT Framework Release Notes 2.3.2.0HEMANT RAMJINo ratings yet
- Commented VDRL From OxyDocument2 pagesCommented VDRL From OxySUBRAMANIAN JAMBUNATHA DEEKSHIDHARNo ratings yet
- Ethylene Crackers-101 - ModelDocument12 pagesEthylene Crackers-101 - ModelWaleed EL-sheshtawyNo ratings yet
- 2097-1-G-G0-027 LDO and HFO System - Rev 00Document12 pages2097-1-G-G0-027 LDO and HFO System - Rev 00lightsonsNo ratings yet
- Site HSE Plan (TOYO) (R)Document200 pagesSite HSE Plan (TOYO) (R)STG INSTRUMENT100% (1)
- Erinco (India) Private Limited: Time SheetDocument2 pagesErinco (India) Private Limited: Time SheetskumarsrNo ratings yet
- 1 CompDocument1 page1 CompAnonymous Leld62xBVNo ratings yet
- (M107 - Mec.6) PBTMZ7535002 - Tzp00fl1205200apti001 - 02 - Terminal Points ListDocument2 pages(M107 - Mec.6) PBTMZ7535002 - Tzp00fl1205200apti001 - 02 - Terminal Points ListrezaNo ratings yet
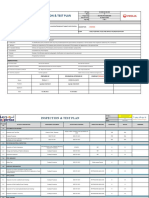
- ITP-Application of PaintingDocument2 pagesITP-Application of PaintingMuthu Saravanan100% (1)
- Engineering Service Revenues World Summary: Market Values & Financials by CountryFrom EverandEngineering Service Revenues World Summary: Market Values & Financials by CountryNo ratings yet
- Token Ring Technology ReportFrom EverandToken Ring Technology ReportNo ratings yet
- Gas Pipe SizingDocument1 pageGas Pipe SizingDxFxNo ratings yet
- Screw T-Up2 PDFDocument1 pageScrew T-Up2 PDFDxFxNo ratings yet
- Et 3173 M 45003 - BDocument15 pagesEt 3173 M 45003 - BDxFxNo ratings yet
- Alwasy Step Ahead in TechnologyDocument4 pagesAlwasy Step Ahead in TechnologyDxFxNo ratings yet
- ET-3100-M-45008 1/15 Sohar Pelletizing PL Ant Pellet System-General Technical Specification of Vibrating Feeder Detailed Engineeri NG ADocument15 pagesET-3100-M-45008 1/15 Sohar Pelletizing PL Ant Pellet System-General Technical Specification of Vibrating Feeder Detailed Engineeri NG ADxFxNo ratings yet
- FMC Syntron Vibrating FeedersDocument36 pagesFMC Syntron Vibrating FeedersDxFxNo ratings yet
- Screw Take-Up Device UR6: Conveyor ComponentsDocument1 pageScrew Take-Up Device UR6: Conveyor ComponentsDxFxNo ratings yet
- Alwasy Step Ahead in TechnologyDocument6 pagesAlwasy Step Ahead in TechnologyDxFxNo ratings yet
- Screw Take-Up Device Ur1 Ur7: Conveyor ComponentsDocument1 pageScrew Take-Up Device Ur1 Ur7: Conveyor ComponentsDxFxNo ratings yet
- Bevcon Grizzly FeederDocument2 pagesBevcon Grizzly FeederDxFxNo ratings yet
- Alwasy Step Ahead in TechnologyDocument6 pagesAlwasy Step Ahead in TechnologyDxFx100% (1)
- TRF Unbalance Motor Feeder & ScreenDocument4 pagesTRF Unbalance Motor Feeder & ScreenDxFxNo ratings yet
- Conveyor Design DraftDocument25 pagesConveyor Design DraftDxFxNo ratings yet
- Is.12213.1987vibro Feeder PDFDocument9 pagesIs.12213.1987vibro Feeder PDFDxFxNo ratings yet
- Calculating Idler L10 LifeDocument8 pagesCalculating Idler L10 LifeDxFxNo ratings yet
- Project: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMADocument7 pagesProject: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMADxFxNo ratings yet
- Manual Calculation - Con36eDocument2 pagesManual Calculation - Con36eDxFxNo ratings yet
- Babu Soft Braking Solution PDFDocument19 pagesBabu Soft Braking Solution PDFDxFxNo ratings yet
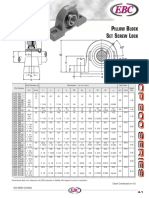
- P B S S L: Illow Lock ET Crew OCKDocument2 pagesP B S S L: Illow Lock ET Crew OCKDxFxNo ratings yet
- 1732 - Square BarDocument6 pages1732 - Square BarDxFxNo ratings yet
- Novel 20 MW Downhill Conveyor System Using Three-Level ConvertersDocument9 pagesNovel 20 MW Downhill Conveyor System Using Three-Level ConvertersDxFxNo ratings yet
- LogDocument1,164 pagesLogHuskies of Valhalla Asgard100% (2)
- Final Presentation - SanneDocument18 pagesFinal Presentation - SanneAnh TranNo ratings yet
- Difference Between Smoke Testing and Sanity Testing in Details - Software Quick Guide - Every One Are Here Where Are YouDocument2 pagesDifference Between Smoke Testing and Sanity Testing in Details - Software Quick Guide - Every One Are Here Where Are YourohithNo ratings yet
- Achieving Control Levels Functionality in Adobe FormsDocument13 pagesAchieving Control Levels Functionality in Adobe FormsRakesh RaiNo ratings yet
- Solar Winds OrionAPM DatasheetDocument4 pagesSolar Winds OrionAPM DatasheetArun J D'SouzaNo ratings yet
- Intro To Multisim and NI ELVISDocument24 pagesIntro To Multisim and NI ELVISbugyourselfNo ratings yet
- GMOD Data-SheetDocument2 pagesGMOD Data-SheetAli AhmedNo ratings yet
- Microelecttrica ScientifaDocument2 pagesMicroelecttrica Scientifajaved shaikh chaandNo ratings yet
- Activity 3.5.2: Subnetting Scenario 1: Topology DiagramDocument4 pagesActivity 3.5.2: Subnetting Scenario 1: Topology DiagramRenald LieNo ratings yet
- 2008 OctDocument139 pages2008 OctweenyinNo ratings yet
- Chapter 2Document3 pagesChapter 2Abhi RajNo ratings yet
- MCA2030 SLM Unit 02Document27 pagesMCA2030 SLM Unit 02Jyoti SahuNo ratings yet
- En - Quick Start Guide - Adjust Refraction IndexDocument12 pagesEn - Quick Start Guide - Adjust Refraction IndexCero CincoNo ratings yet
- Effective JavaDocument26 pagesEffective JavaWilliam VeraNo ratings yet
- RGPR30BM40: BV 400 30V I 30A V 1.6V E 300mJDocument11 pagesRGPR30BM40: BV 400 30V I 30A V 1.6V E 300mJVillalonNo ratings yet
- Ihm Sensorless FocDocument13 pagesIhm Sensorless FocM. T.No ratings yet
- Sample Que Ans1Document194 pagesSample Que Ans1Sid DeshmukhNo ratings yet
- AIX For Apple Network ServersDocument2 pagesAIX For Apple Network ServersscriNo ratings yet
- Building Microservices With Spring Boot SampleDocument36 pagesBuilding Microservices With Spring Boot SampleAlok Ray100% (1)
- X911788-008 Rev2Document76 pagesX911788-008 Rev2siddiqholmNo ratings yet
- Accesorios 1Document22 pagesAccesorios 1Luis EstigmaNo ratings yet
- Tata Steel Jet Examination Electronics Sample Paper (Sample 50 Questions) A. DomainDocument6 pagesTata Steel Jet Examination Electronics Sample Paper (Sample 50 Questions) A. Domainshital patil100% (1)
- SoftPLC Driver HilscherDocument15 pagesSoftPLC Driver HilscherRafael CordeiroNo ratings yet
- Discussion Forum Cs 1101 Unit 2Document8 pagesDiscussion Forum Cs 1101 Unit 2Julio LouzanoNo ratings yet
- Ni-Cd Battery Sizing Calculation (IEEE 1115)Document2 pagesNi-Cd Battery Sizing Calculation (IEEE 1115)anuragpugaliaNo ratings yet
- Sonoff SV: SommaireDocument7 pagesSonoff SV: SommairetonielhageNo ratings yet
- VLSI QnaDocument3 pagesVLSI QnaC SharathNo ratings yet
- SBP KMP Manual SLE12SP2 - Color - enDocument30 pagesSBP KMP Manual SLE12SP2 - Color - enAlisa StebukluNo ratings yet