You might also like
- Masinska MerenjaDocument174 pagesMasinska MerenjaDill Doe80% (5)
- Quadro - Uputstva Za Upotrebu PDFDocument34 pagesQuadro - Uputstva Za Upotrebu PDFsinisa89% (9)
- Aktivnosti U Procesu KonstruisanjaDocument42 pagesAktivnosti U Procesu KonstruisanjaMelisa Hatkić-JašarevićNo ratings yet
- Objedinjeno CNC Mašine 2018Document110 pagesObjedinjeno CNC Mašine 2018Sedina Mesinovic100% (1)
- Dim - Preko Programa EC2Document105 pagesDim - Preko Programa EC2George GrossNo ratings yet
- Objektno Orijentisano Programiranje U C++Document0 pagesObjektno Orijentisano Programiranje U C++Janko JaridicNo ratings yet
- Projektovanje Proizvodnih SistemaDocument21 pagesProjektovanje Proizvodnih SistemasingeerNo ratings yet
- Primjena Kompjutera U Proizvod. Procesu Predavanje Tu 201Document139 pagesPrimjena Kompjutera U Proizvod. Procesu Predavanje Tu 201DobročiniteljNo ratings yet
- Presa (FluidSIM Pneumatics)Document11 pagesPresa (FluidSIM Pneumatics)Almedin VejzovićNo ratings yet
- Električni Izvori SvjetlostiDocument25 pagesElektrični Izvori SvjetlostiAlmedin VejzovićNo ratings yet
- Informacioni Sistemi SkriptaDocument210 pagesInformacioni Sistemi SkriptaIvana DajevicNo ratings yet
- Zadaci TržišteDocument55 pagesZadaci TržištekeramicarNo ratings yet
- AndroidDocument142 pagesAndroidsestici100% (1)
- Informacioni Podsistemi Za Razvoj ProizvodaDocument36 pagesInformacioni Podsistemi Za Razvoj ProizvodaGoran BabicNo ratings yet
- Sortiranje I Obrada Dijelova U Mašinskom Centru Primjenom Senzora Vizije I Liftova (Factory IO)Document51 pagesSortiranje I Obrada Dijelova U Mašinskom Centru Primjenom Senzora Vizije I Liftova (Factory IO)Almedin VejzovićNo ratings yet
- Seminarski Rad TerotehnologijaDocument8 pagesSeminarski Rad TerotehnologijaEmir HusićNo ratings yet
- Termalne KamereDocument27 pagesTermalne KamereAlmedin VejzovićNo ratings yet
- Primjena Mikroprocesora U Automobilima 2015Document43 pagesPrimjena Mikroprocesora U Automobilima 2015Armin HusakovićNo ratings yet
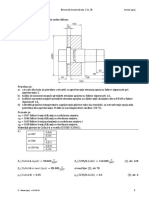
- 3.1 - Stezni Spoj - Rješenje - V16.10.26Document3 pages3.1 - Stezni Spoj - Rješenje - V16.10.26Matko JelašićNo ratings yet
- Zvonimir Dadic Triboloski PrincipiDocument7 pagesZvonimir Dadic Triboloski PrincipiZvone DadićNo ratings yet
- Tokovi MaterijalaDocument38 pagesTokovi MaterijalaArnela ČerkezovićNo ratings yet
- PRIRUCNIK ZA OSNOVNU OBUKU RUKOVANJA EMCO Concept Turn 55 V1Document25 pagesPRIRUCNIK ZA OSNOVNU OBUKU RUKOVANJA EMCO Concept Turn 55 V1Sándor CsikósNo ratings yet
- Otvoreni TokoviDocument100 pagesOtvoreni TokovitehbiroNo ratings yet
- Seminarski Kondenzatori U EES-u PDFDocument30 pagesSeminarski Kondenzatori U EES-u PDFAleksandarNo ratings yet
- TEHNOLOŠKA PRIPREMA PROIZVODNjEDocument1 pageTEHNOLOŠKA PRIPREMA PROIZVODNjESabiha Hajdarbegović-HafizovićNo ratings yet
- Osnovne Trigonometrijske FormuleDocument5 pagesOsnovne Trigonometrijske FormuleAlen RustemovicNo ratings yet
- Detekcija Grešaka Na ProizvoduDocument11 pagesDetekcija Grešaka Na ProizvoduAlmedin VejzovićNo ratings yet
- Ivanka Milosevic Matematicka FizikaDocument104 pagesIvanka Milosevic Matematicka FizikaUzman Za KunjeNo ratings yet
- Objektno Orijentisano Programiranje C++Document131 pagesObjektno Orijentisano Programiranje C++Atija LihićNo ratings yet
- Uputstvo Za Instalaciju uniTOWERDocument32 pagesUputstvo Za Instalaciju uniTOWERmojaw92641No ratings yet
- Seminarski-Menadzment OdrzavanjaDocument13 pagesSeminarski-Menadzment OdrzavanjaperlicaleksandarNo ratings yet
- Ekon 2015Document121 pagesEkon 2015rokovnik234No ratings yet
- Prirucnik Za Monitoring Drugo Dopunjeno IzdanjeDocument139 pagesPrirucnik Za Monitoring Drugo Dopunjeno IzdanjeAselmo RobiatiNo ratings yet
- D120 Upute Za Uporabu V2Document52 pagesD120 Upute Za Uporabu V2Hana ĆusNo ratings yet
- Osnovi Matematičke FizikeDocument103 pagesOsnovi Matematičke FizikeMihajlo TrajkovicNo ratings yet
- Osnove Matematicke FizikeDocument95 pagesOsnove Matematicke FizikeOgnjenOklobdzijaNo ratings yet
- Teorija Sistema - Zastava AutomobiliDocument16 pagesTeorija Sistema - Zastava Automobilitesla.kiNo ratings yet
- Primena Racunara U ElektrotehniciDocument14 pagesPrimena Racunara U ElektrotehniciSnežana MirkovićNo ratings yet
- FPS-seminarski - MinelaDocument6 pagesFPS-seminarski - MinelaMinelaNo ratings yet
- Menadzment Proizvoda I UslugaDocument103 pagesMenadzment Proizvoda I UslugaHanaNo ratings yet
- recoVAIR 150 - Instalacija UputstvoDocument28 pagesrecoVAIR 150 - Instalacija Uputstvomojaw92641No ratings yet
- Bespilotna Letjelica - DronDocument20 pagesBespilotna Letjelica - DronAlmedin VejzovićNo ratings yet
- Izvještaj Sa PrakseDocument44 pagesIzvještaj Sa PrakseMuhamed HasanbegovićNo ratings yet
- Poslovna MDocument234 pagesPoslovna MNatalija Karlović100% (1)
- Tehnološki Procesi Fizičke ObradeDocument20 pagesTehnološki Procesi Fizičke ObradeDamir VelesNo ratings yet
- 19 Korisnicko Uputstvo FP1 V1Document41 pages19 Korisnicko Uputstvo FP1 V1th3.faultNo ratings yet
- MR - Primena Informacionih Sistema U Ljudskim Resursima U HotelijerstvuDocument93 pagesMR - Primena Informacionih Sistema U Ljudskim Resursima U Hotelijerstvumarko430430No ratings yet
- Pmu PLLDocument41 pagesPmu PLLDanko RabrenovićNo ratings yet
- Konstr 2Document69 pagesKonstr 2Melisa Hatkić-JašarevićNo ratings yet
- Analizator UputstvoDocument79 pagesAnalizator UputstvoMarko MarkovicNo ratings yet
- Seminarski Rad-Graficki SistemiDocument20 pagesSeminarski Rad-Graficki SistemiBojan JankovicNo ratings yet
- Vježbe Za CatiuDocument20 pagesVježbe Za CatiuEsadSalihbašićNo ratings yet
- Uputstvo Via Bosanski CesDocument58 pagesUputstvo Via Bosanski Cesmaurice_juventusNo ratings yet
- Nelinearni Sistemi UpravljanjaDocument104 pagesNelinearni Sistemi UpravljanjaAid Fatušić0% (1)
- Odabrana Poglavlja - Zeljkovic I VujicDocument8 pagesOdabrana Poglavlja - Zeljkovic I VujicNemanja VujicNo ratings yet
- ECDL Modul 6 - Prezentacije - DemoDocument20 pagesECDL Modul 6 - Prezentacije - DemoTarik MujagicNo ratings yet
- Diplomski RadDocument67 pagesDiplomski Raddanijell79No ratings yet
- Mašina Za StancanjeDocument5 pagesMašina Za StancanjeBelma RahimicNo ratings yet
- Nelinearni Sistemi Upravljanja 1 DioDocument59 pagesNelinearni Sistemi Upravljanja 1 DioAid FatušićNo ratings yet
- Primena Furijeove Analize U TelekomunikacijamaDocument80 pagesPrimena Furijeove Analize U TelekomunikacijamaGogyNo ratings yet
- Obrada StruganjemDocument23 pagesObrada StruganjemAlmedin VejzovićNo ratings yet
- Bespilotna Letjelica - DronDocument20 pagesBespilotna Letjelica - DronAlmedin VejzovićNo ratings yet
- Sigurnosni Avionski PadobranDocument13 pagesSigurnosni Avionski PadobranAlmedin VejzovićNo ratings yet
- Ovjes - Mehatronika U Sistemu Ovjesa VozilaDocument15 pagesOvjes - Mehatronika U Sistemu Ovjesa VozilaAlmedin VejzovićNo ratings yet
- StatistikaDocument16 pagesStatistikaAlmedin VejzovićNo ratings yet
- Detekcija Grešaka Na ProizvoduDocument11 pagesDetekcija Grešaka Na ProizvoduAlmedin VejzovićNo ratings yet
- ISO 8062 - Odlivci - Sistem Dimenzijskih Odstupanja I TolerancijaDocument12 pagesISO 8062 - Odlivci - Sistem Dimenzijskih Odstupanja I TolerancijaAlmedin VejzovićNo ratings yet
- Ispitivanje MaterijalaDocument25 pagesIspitivanje MaterijalaAlmedin VejzovićNo ratings yet
- Nervni SistemDocument6 pagesNervni SistemAlmedin VejzovićNo ratings yet
- Tok InformacijaDocument6 pagesTok InformacijaAlmedin VejzovićNo ratings yet
- TermoelektraneDocument43 pagesTermoelektraneAlmedin VejzovićNo ratings yet