You might also like
- Padding Inspection ReportsDocument80 pagesPadding Inspection Reportscrys suryo prayogoNo ratings yet
- Jms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013Document11 pagesJms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013amir hakimNo ratings yet
- Construction Progress Report - 1Document2 pagesConstruction Progress Report - 1kapsarcNo ratings yet
- Itp Structural Steel Work Erection BlogDocument6 pagesItp Structural Steel Work Erection BlogIndwell RaigarhNo ratings yet
- Material Approval Request: North-South Commuter Railway Extension ProjectDocument2 pagesMaterial Approval Request: North-South Commuter Railway Extension ProjectResearcherNo ratings yet
- Quotation For Industrial Pipling MaterialsDocument6 pagesQuotation For Industrial Pipling MaterialsKingsley MNo ratings yet
- TIMAS-PR-PI-002 - Installation Procedure For Pipe SupportDocument14 pagesTIMAS-PR-PI-002 - Installation Procedure For Pipe SupportMechanical Static WRKNo ratings yet
- MJC Reverse Jet Cartridge FilterDocument6 pagesMJC Reverse Jet Cartridge FilterJuan Karlos Alberca AlfaroNo ratings yet
- KDK Exhaust FanDocument6 pagesKDK Exhaust FanATMANEGARA TV100% (1)
- Method Statement for HRSG ErectionDocument32 pagesMethod Statement for HRSG ErectionMIL RABNo ratings yet
- CAP-2 Project Piling Works Kick Off MeetingDocument3 pagesCAP-2 Project Piling Works Kick Off MeetingSepta Yudistira Inggil PambudiNo ratings yet
- LINE 100 RFQ CV 004 - Requisition Steel Structure ErectionDocument97 pagesLINE 100 RFQ CV 004 - Requisition Steel Structure ErectionACHMAD.KAMALNo ratings yet
- 5-Mooring Buoy KEMENANGAN BrosurDocument2 pages5-Mooring Buoy KEMENANGAN Brosurdody andiNo ratings yet
- Project Work Methods PT. Natural Global DairyDocument118 pagesProject Work Methods PT. Natural Global DairyYeti Nur HayatiNo ratings yet
- 3 Steel Structure Installation CLDocument2 pages3 Steel Structure Installation CLwhah11No ratings yet
- Mto N2Document13 pagesMto N2dimas prasetyoNo ratings yet
- Body of Requisition - ROW Work Package PDFDocument60 pagesBody of Requisition - ROW Work Package PDFmahandhieNo ratings yet
- Oil Tank 750 m3Document15 pagesOil Tank 750 m3Lutfi AndreansyahNo ratings yet
- Katalog TSP PTDocument24 pagesKatalog TSP PTendroNo ratings yet
- Boq Pekerjaan Pondasi 500 KV Lot 1.: Foundation For 500 KV Two Circuit TowersDocument8 pagesBoq Pekerjaan Pondasi 500 KV Lot 1.: Foundation For 500 KV Two Circuit TowersErick SavrinaldoNo ratings yet
- LPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewDocument13 pagesLPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewabdiNo ratings yet
- List of Lifting EquipmentDocument1 pageList of Lifting EquipmentSuwandi WijayaNo ratings yet
- Suban Compression Project: Document Title: Equipment Protection and Preservation Procedure at SiteDocument23 pagesSuban Compression Project: Document Title: Equipment Protection and Preservation Procedure at SiteMikiRoniWijayaNo ratings yet
- Catodic Protection Evaluation Procedure for Pertamina Pipeline RelocationDocument6 pagesCatodic Protection Evaluation Procedure for Pertamina Pipeline RelocationPer Bagus Handoko100% (1)
- Elbow Trimming ProcedureDocument5 pagesElbow Trimming ProcedureMechanical Static WRKNo ratings yet
- Boq Kosong DumaiDocument397 pagesBoq Kosong DumaiAdhitiya Rizki PratamaNo ratings yet
- Itp Ash HandlingDocument4 pagesItp Ash HandlingPratama Trendy LeoNo ratings yet
- DIMENSIONAL INSPECTION OF UPPER RING PLATEDocument15 pagesDIMENSIONAL INSPECTION OF UPPER RING PLATEAlbet MulyonoNo ratings yet
- Buildex Product Brochure 2222Document60 pagesBuildex Product Brochure 2222KennyNo ratings yet
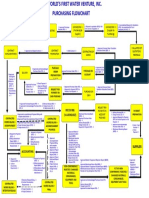
- Purchasing Flowchart FinalDocument1 pagePurchasing Flowchart FinalSpex AbrogarNo ratings yet
- T 2171 - Diesel Storage TankDocument2 pagesT 2171 - Diesel Storage TankHuynh Thanh TamNo ratings yet
- Man Power Planing For LPG Tank FoundationDocument2 pagesMan Power Planing For LPG Tank FoundationArie UdienNo ratings yet
- CCK VNT DuplexDocument4 pagesCCK VNT DuplexNikki RobertsNo ratings yet
- RIAU-WV02-G10-QA-0002 - Shop Test and Inspection Plans - Rev0 PDFDocument16 pagesRIAU-WV02-G10-QA-0002 - Shop Test and Inspection Plans - Rev0 PDFSiriepathi SeetharamanNo ratings yet
- Inspection & Test Plan PT. Barata Indonesia: Fabrication DocumentDocument22 pagesInspection & Test Plan PT. Barata Indonesia: Fabrication DocumentmoddysNo ratings yet
- Pttep Painitng of Offshore FacilitiesDocument66 pagesPttep Painitng of Offshore FacilitiesSufianNo ratings yet
- Kebutuhan Wrapping PipaDocument4 pagesKebutuhan Wrapping Pipapanji uteNo ratings yet
- Updated Rigging and Lifting Plan GTG 2 OverhaulingDocument2 pagesUpdated Rigging and Lifting Plan GTG 2 OverhaulingHamzaNoumanNo ratings yet
- Price Kitazawa ValveDocument9 pagesPrice Kitazawa ValveAhmad Syaifudin ZNo ratings yet
- MD1-0-T-030-05-00072 - ITP For AG Piping of Alloy SteelDocument8 pagesMD1-0-T-030-05-00072 - ITP For AG Piping of Alloy SteelTran KhuynhNo ratings yet
- 15 ConcretingDocument22 pages15 ConcretingAkhilesh KumarNo ratings yet
- UBC 1997 Vs SNI 03-1726-2002Document25 pagesUBC 1997 Vs SNI 03-1726-2002Wiratman PasauNo ratings yet
- HSM Equipment DocumentDocument15 pagesHSM Equipment Documenteka mantiNo ratings yet
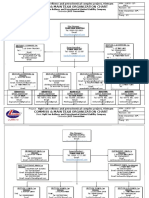
- LLM18 MAIN & COMMISS Site Organization ChartDocument2 pagesLLM18 MAIN & COMMISS Site Organization Charttranvando1986No ratings yet
- BTE Dome Brochure Jun 10Document2 pagesBTE Dome Brochure Jun 10م.ذكى فضل ذكىNo ratings yet
- Steel Structure Erection ProcedureDocument15 pagesSteel Structure Erection ProcedureElias EliasNo ratings yet
- j910 Dm02 P0eaf 660001 Erection Instruction Portal Reclaimer 01abDocument58 pagesj910 Dm02 P0eaf 660001 Erection Instruction Portal Reclaimer 01abrajaramkodaiNo ratings yet
- JMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006Document9 pagesJMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006AshutoshNo ratings yet
- National Water Supply Building Works Method StatementDocument16 pagesNational Water Supply Building Works Method StatementPROJECT MANAGERNo ratings yet
- Annex 7-2 Deviation ListDocument3 pagesAnnex 7-2 Deviation Listabdullah amanullahNo ratings yet
- MD1-0-T-030-05-00397-A - ITP For STGDocument25 pagesMD1-0-T-030-05-00397-A - ITP For STGTran KhuynhNo ratings yet
- MATERIAL TRACKING LISTDocument2 pagesMATERIAL TRACKING LISTgopaltryNo ratings yet
- Lish No Certificate Po 4008 0111 00 Imn 8000 2019 PDFDocument1 pageLish No Certificate Po 4008 0111 00 Imn 8000 2019 PDFliving goodNo ratings yet
- Approved By: Material Test Report Hydrotest Report Inspection CertificateDocument3 pagesApproved By: Material Test Report Hydrotest Report Inspection CertificateMohamed RaafatNo ratings yet
- Daftar Harga Fire Hydrant AppronDocument2 pagesDaftar Harga Fire Hydrant AppronWeri IsvebriantiNo ratings yet
- 13march2020 - Construction Completion Punch List MasterfileDocument143 pages13march2020 - Construction Completion Punch List MasterfileDangolNo ratings yet
- ITP Erection of Site Tanks - RevDocument5 pagesITP Erection of Site Tanks - RevYuwantoniAlNo ratings yet
- GENERAL NCR R0 RevDocument6 pagesGENERAL NCR R0 RevGanjar Dreadlocks NugrahaNo ratings yet
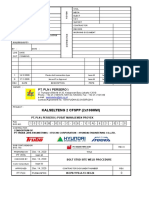
- Bolt Stud Weld Procedure - R0Document15 pagesBolt Stud Weld Procedure - R0Ganjar Dreadlocks Nugraha100% (1)
- 0279STX N WM PW01 CM MET 0003 A02 - CommentsDocument35 pages0279STX N WM PW01 CM MET 0003 A02 - Commentspraveen 0064No ratings yet
- FGHFGHFGHDocument1 pageFGHFGHFGHGanjar Dreadlocks NugrahaNo ratings yet
- Format Request Beton by WhatsappDocument1 pageFormat Request Beton by WhatsappGanjar Dreadlocks NugrahaNo ratings yet
- FGHFGHFGHDocument1 pageFGHFGHFGHGanjar Dreadlocks NugrahaNo ratings yet
- GHJHGDocument1 pageGHJHGGanjar Dreadlocks NugrahaNo ratings yet
- FGHFGHFGH C1 5 - R0FGJGHJGHJDocument1 pageFGHFGHFGH C1 5 - R0FGJGHJGHJGanjar Dreadlocks NugrahaNo ratings yet
- FGYUJGHJGHJGDocument1 pageFGYUJGHJGHJGGanjar Dreadlocks NugrahaNo ratings yet
- FGHFGHFGHDocument1 pageFGHFGHFGHGanjar Dreadlocks NugrahaNo ratings yet
- FGHFGHFGH C1 5 - R0FGJGHJGHJDocument1 pageFGHFGHFGH C1 5 - R0FGJGHJGHJGanjar Dreadlocks NugrahaNo ratings yet
- YYYYYYDocument1 pageYYYYYYGanjar Dreadlocks NugrahaNo ratings yet
- Bolt Stud Weld Procedure - R0Document15 pagesBolt Stud Weld Procedure - R0Ganjar Dreadlocks Nugraha100% (1)
- Internal NCR WtaDocument2 pagesInternal NCR WtaGanjar Dreadlocks NugrahaNo ratings yet
- Payroll 2021.01 - GanjarDocument1 pagePayroll 2021.01 - GanjarGanjar Dreadlocks NugrahaNo ratings yet
- NCR Procedure Rev. 0Document8 pagesNCR Procedure Rev. 0Ganjar Dreadlocks NugrahaNo ratings yet
- GENERAL NCR R0 RevDocument6 pagesGENERAL NCR R0 RevGanjar Dreadlocks NugrahaNo ratings yet
- Checlist Doc. Fabricator Coal Shelter Kolom 1 - Kolom 16 & Kolom 41 - Kolom 65Document1 pageCheclist Doc. Fabricator Coal Shelter Kolom 1 - Kolom 16 & Kolom 41 - Kolom 65Ganjar Dreadlocks NugrahaNo ratings yet
- Welding Inspection Report: Pengadaan Pembangunan Coal Shelter Pltu IndramayuDocument2 pagesWelding Inspection Report: Pengadaan Pembangunan Coal Shelter Pltu IndramayuGanjar Dreadlocks NugrahaNo ratings yet
- Surface FinishDocument1 pageSurface FinishRay Faiers100% (3)
- Command Gamtek BadagDocument32 pagesCommand Gamtek BadagVialy Cancerio AfrynaNo ratings yet
- 01-Pengantar Psikologi Industrial - 2016Document24 pages01-Pengantar Psikologi Industrial - 2016Ganjar Dreadlocks NugrahaNo ratings yet
- Second Quarterly Examination Math 9Document2 pagesSecond Quarterly Examination Math 9Mark Kiven Martinez94% (16)
- General Biology 2-Week 2-Module 4-Evidence of EvolutionDocument16 pagesGeneral Biology 2-Week 2-Module 4-Evidence of EvolutionFEMALE Dawal LaizaNo ratings yet
- One - Pager - SOGEVAC SV 320 BDocument2 pagesOne - Pager - SOGEVAC SV 320 BEOLOS COMPRESSORS LTDNo ratings yet
- Integrating Therapeutic Play Into Nursing and Allied Health PracticeDocument214 pagesIntegrating Therapeutic Play Into Nursing and Allied Health PracticeIbrahim SabraNo ratings yet
- Early Diabetic Risk Prediction Using Machine Learning Classification TechniquesDocument6 pagesEarly Diabetic Risk Prediction Using Machine Learning Classification TechniquesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Internal Resistance and Matching in Voltage SourceDocument8 pagesInternal Resistance and Matching in Voltage SourceAsif Rasheed Rajput100% (1)
- Hydrocarbon: Understanding HydrocarbonsDocument9 pagesHydrocarbon: Understanding HydrocarbonsBari ArouaNo ratings yet
- List of household items for relocationDocument4 pagesList of household items for relocationMADDYNo ratings yet
- Millennium Separation ReportDocument3 pagesMillennium Separation ReportAlexandra AkeNo ratings yet
- PediculosisDocument14 pagesPediculosisREYMARK HACOSTA100% (1)
- Telecommunications TechnicianDocument4 pagesTelecommunications Technicianapi-78381064No ratings yet
- Starting A Business Candle Making 2009Document2 pagesStarting A Business Candle Making 2009Carlo Fabros Junio100% (4)
- Chronological OrderDocument5 pagesChronological OrderDharWin d'Wing-Wing d'AriestBoyzNo ratings yet
- Technical Description: BoilerDocument151 pagesTechnical Description: BoilerÍcaro VianaNo ratings yet
- Fehniger Steve-Pump VibrationDocument35 pagesFehniger Steve-Pump VibrationSheikh Shoaib100% (1)
- Abstract Photo CompositionDocument2 pagesAbstract Photo Compositionapi-260853196No ratings yet
- Klein & Kulick Scandolous ActsDocument20 pagesKlein & Kulick Scandolous ActsClaudia Costa GarcíaNo ratings yet
- Plastic Welding: We Know HowDocument125 pagesPlastic Welding: We Know Howprabal rayNo ratings yet
- Philippine Police Report Suicide InvestigationDocument2 pagesPhilippine Police Report Suicide InvestigationPAUL ALDANA82% (34)
- PropensityModels PDFDocument4 pagesPropensityModels PDFSarbarup BanerjeeNo ratings yet
- Aos Warscroll Fimir WarriorsDocument1 pageAos Warscroll Fimir WarriorsGuido Sebastián AlvarezNo ratings yet
- Hajj A Practical Guide-Imam TahirDocument86 pagesHajj A Practical Guide-Imam TahirMateen YousufNo ratings yet
- Digital Water Monitoring and Turbidity Quality System Using MicrocontrollerDocument8 pagesDigital Water Monitoring and Turbidity Quality System Using MicrocontrollerIrin DwiNo ratings yet
- Angelomorphic Christology and The Book of Revelation - Matthias Reinhard HoffmannDocument374 pagesAngelomorphic Christology and The Book of Revelation - Matthias Reinhard HoffmannEusebius325100% (2)
- Service Positioning and DesignDocument3 pagesService Positioning and DesignSaurabh SinhaNo ratings yet
- XXCCCDocument17 pagesXXCCCwendra adi pradanaNo ratings yet
- Inertial Reference Frames: Example 1Document2 pagesInertial Reference Frames: Example 1abhishek murarkaNo ratings yet
- CP Mother's Day Lesson PlanDocument2 pagesCP Mother's Day Lesson PlanAma MiriNo ratings yet
- Oracle® E-Business Suite: Integrated SOA Gateway Implementation Guide Release 12.2Document202 pagesOracle® E-Business Suite: Integrated SOA Gateway Implementation Guide Release 12.2yadavdevenderNo ratings yet
- Athenaze 1 Chapter 7a Jun 18th 2145Document3 pagesAthenaze 1 Chapter 7a Jun 18th 2145maverickpussNo ratings yet