You might also like
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- SAUER SUSTRAND Series-51-Motor-Repair-Manual PDFDocument20 pagesSAUER SUSTRAND Series-51-Motor-Repair-Manual PDFCristian Cantero100% (1)
- VW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)From EverandVW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)Rating: 1 out of 5 stars1/5 (3)
- S Si SMV90Document14 pagesS Si SMV90Dmytro PichkurNo ratings yet
- Terms For Automatic Transaxle Repair Manual: Abbreviations Used in This ManualDocument115 pagesTerms For Automatic Transaxle Repair Manual: Abbreviations Used in This ManualChengdong WuNo ratings yet
- Dynapac Ca Rollers Workshop Manual Wheel Axle: Svedala Compaction and PavingDocument55 pagesDynapac Ca Rollers Workshop Manual Wheel Axle: Svedala Compaction and PavingMariê Ferreira Júnior100% (1)
- 138-110 ManualDocument16 pages138-110 Manuall_aguilar_mNo ratings yet
- Identification: Drive Axle Noise DiagnosisDocument48 pagesIdentification: Drive Axle Noise DiagnosisRoberto Ortega MicalizziNo ratings yet
- 2761 252 00Document8 pages2761 252 00joravicaNo ratings yet
- U760EDocument500 pagesU760EarmotrixmecNo ratings yet
- Drive ShaftDocument9 pagesDrive ShaftSteven AmadorNo ratings yet
- Subaru-Legacy 2005 EN Manual de Taller Sistema Transmision Embrague Caja Automatica 1dbe02a483Document45 pagesSubaru-Legacy 2005 EN Manual de Taller Sistema Transmision Embrague Caja Automatica 1dbe02a483miguelNo ratings yet
- 4B3.3 Bolt TorquesDocument57 pages4B3.3 Bolt TorquesPanagiotis PanagosNo ratings yet
- Slam-Shut Valve VNN-603 - DN50Document12 pagesSlam-Shut Valve VNN-603 - DN50aminNo ratings yet
- 18 Speed RoadRangerDocument284 pages18 Speed RoadRangerachampney679684% (19)
- 16 NZ Series Hydraulic Governor Model NZ61 - NZ115 3Document48 pages16 NZ Series Hydraulic Governor Model NZ61 - NZ115 3Frank1No ratings yet
- 18 - Greasing SystemDocument32 pages18 - Greasing Systemgulam husseinNo ratings yet
- Eaton Fuller Heavy-Duty Transmissions TRSM0996 EN-US: Service ManualDocument56 pagesEaton Fuller Heavy-Duty Transmissions TRSM0996 EN-US: Service Manualr reyesNo ratings yet
- Series 51 Motor Repair ManualDocument20 pagesSeries 51 Motor Repair ManualAngel Dlsg100% (4)
- Alexander Dennis PDFDocument5 pagesAlexander Dennis PDFAgustin BerriosNo ratings yet
- Chapter3OverhaulDocument16 pagesChapter3OverhaulangelNo ratings yet
- J E0 A J E0 A LPG: Sub-SectionDocument4 pagesJ E0 A J E0 A LPG: Sub-SectionMihaela SuteuNo ratings yet
- Nissan Td42 EngineDocument100 pagesNissan Td42 Enginearjun c75% (4)
- Руководство По Ремонту Brp CanDocument513 pagesРуководство По Ремонту Brp CanvaleriyNo ratings yet
- VNPX 507sgd-31gc-Gcs - Parts - 2015Document70 pagesVNPX 507sgd-31gc-Gcs - Parts - 2015Centrifugal SeparatorNo ratings yet
- TMVW Orbital Motor Repair InstructionDocument28 pagesTMVW Orbital Motor Repair InstructionServicio TLMNo ratings yet
- Group 11e Engine Mechanical - PDFDocument52 pagesGroup 11e Engine Mechanical - PDFm.fadhlyaugustami fadhlyNo ratings yet
- AA-05 9 EnglDocument15 pagesAA-05 9 EnglAlanNo ratings yet
- Kinetrol - QTR Turn Valve Spring ReturnDocument3 pagesKinetrol - QTR Turn Valve Spring ReturnLeoNo ratings yet
- Isuzu 4le1t Shop OpmDocument210 pagesIsuzu 4le1t Shop OpmYogi PurchasingNo ratings yet
- 6D140 3Document234 pages6D140 3anon_964686176No ratings yet
- Pratt Whitney Wasp Manual PDFDocument353 pagesPratt Whitney Wasp Manual PDFleather_nun100% (2)
- Sludge Master SMA3-ADocument15 pagesSludge Master SMA3-AJustinNo ratings yet
- Motor Danfoss Variable Serie 51Document80 pagesMotor Danfoss Variable Serie 51CARLOS JOAQUIN CERNA VARGASNo ratings yet
- How To Use This Manual: General InformationDocument136 pagesHow To Use This Manual: General InformationAndreiNo ratings yet
- 2004 Black Service ManualDocument19 pages2004 Black Service ManualEma C MariaNo ratings yet
- Front Drive Halfshafts - : Item SpecificationDocument19 pagesFront Drive Halfshafts - : Item SpecificationJim LiebNo ratings yet
- Manual Caja Automatica Chysler A413-3 Velocidades PDFDocument188 pagesManual Caja Automatica Chysler A413-3 Velocidades PDFfernandoNo ratings yet
- Catalog Pasx 710Document65 pagesCatalog Pasx 710Drew Reaz100% (1)
- 39 - Eaton Clark 280V Transmission Service Manual PDFDocument54 pages39 - Eaton Clark 280V Transmission Service Manual PDFSomadbsi100% (1)
- Matic Tool KitDocument3 pagesMatic Tool KitaxallindoNo ratings yet
- Cylinder Head and Valvetrain - BMW M3 1992-1998Document12 pagesCylinder Head and Valvetrain - BMW M3 1992-1998Diolum PcNo ratings yet
- Disassembly and Assembly Manual TRHA150 TRSA 200Document16 pagesDisassembly and Assembly Manual TRHA150 TRSA 200frankfmv100% (1)
- Barnetts ch38 SuspensionforksDocument74 pagesBarnetts ch38 SuspensionforksJonathan BishopNo ratings yet
- Dau Keo EST - Engine ISG (English)Document2,946 pagesDau Keo EST - Engine ISG (English)Vũ Công Minh100% (2)
- Rboat Davit MAINTENANCE MANUAL PDFDocument14 pagesRboat Davit MAINTENANCE MANUAL PDFAnoop AnupNo ratings yet
- Maintenance: Table of Contents - Part 4Document71 pagesMaintenance: Table of Contents - Part 4CosminNo ratings yet
- BWPX 307TGD-71 - Parts - 2012Document70 pagesBWPX 307TGD-71 - Parts - 2012Centrifugal SeparatorNo ratings yet
- Engine J05C-TC ServiceDocument218 pagesEngine J05C-TC ServiceAndrés Aroca0% (1)
- Exhaust Valve Actuator: S35MC DataDocument6 pagesExhaust Valve Actuator: S35MC DatalijinNo ratings yet
- PSI 262 - 1012-1013-2012-2013 Crankshaft Sealing Rings in Free End CoverDocument7 pagesPSI 262 - 1012-1013-2012-2013 Crankshaft Sealing Rings in Free End CoverJKLUISJRNo ratings yet
- 308953EN-S GL-1 Injector ManualDocument6 pages308953EN-S GL-1 Injector ManualeduardoNo ratings yet
- ZF-Axle RL-85 E ADocument5 pagesZF-Axle RL-85 E ACosmin CozaciucNo ratings yet
- 15904746-Isuzu Engine 4lb1 4lc1 4le1 Workshop Service Repair ManualDocument210 pages15904746-Isuzu Engine 4lb1 4lc1 4le1 Workshop Service Repair Manual張家豪No ratings yet
- That Is Pilot Bushing. 13 Pin Connector Fits There: 93 Cap 93a Plate 93b Locking PinDocument3 pagesThat Is Pilot Bushing. 13 Pin Connector Fits There: 93 Cap 93a Plate 93b Locking PinBimantara AjisaputraNo ratings yet
- A10VO Repair InstructionsDocument28 pagesA10VO Repair Instructionsbanny1971No ratings yet
- Impactor Box 03-06-03Document89 pagesImpactor Box 03-06-03bercketowzhenya100% (1)
- Driveline System GeneralDocument21 pagesDriveline System GeneralCarlos VelázquezNo ratings yet
- Volkswagen New Beetle Repair Manual: 1998-2010 - ExcerptDocument3 pagesVolkswagen New Beetle Repair Manual: 1998-2010 - ExcerptBentley Publishers32% (19)
- S51 51-1 MV - RI - 11009449 - Rev AA - Feb 2008Document32 pagesS51 51-1 MV - RI - 11009449 - Rev AA - Feb 2008Jose Manuel Barroso PantojaNo ratings yet
- ITI - Sim: Simulation ApplicationDocument5 pagesITI - Sim: Simulation ApplicationhaggNo ratings yet
- Servo Actuator POS 100Document2 pagesServo Actuator POS 100haggNo ratings yet
- ITI - Sim: Simulation ApplicationDocument3 pagesITI - Sim: Simulation ApplicationhaggNo ratings yet
- Pooyan Hydraulics: Description Symbol ApplicationDocument20 pagesPooyan Hydraulics: Description Symbol Applicationrmajdi2000100% (2)
- ITI - Sim: SimulationDocument13 pagesITI - Sim: SimulationhaggNo ratings yet
- STEP 7 - Working With STEP 7Document108 pagesSTEP 7 - Working With STEP 7saranjit1No ratings yet
- Abe33 22 2001 08 27Document12 pagesAbe33 22 2001 08 27haggNo ratings yet
- Catalogo de AcumuladoresDocument65 pagesCatalogo de Acumuladoresingenioso23No ratings yet
- E Series Proportional Pressure Controls: Pilot Relief / Relief / Reducing and RelievingDocument30 pagesE Series Proportional Pressure Controls: Pilot Relief / Relief / Reducing and RelievinghaggNo ratings yet
- Pressure SwitchesDocument4 pagesPressure SwitcheshaggNo ratings yet
- Pressure Switch For Panel Mounting: Cutout in The Panel Section A-ADocument4 pagesPressure Switch For Panel Mounting: Cutout in The Panel Section A-AhaggNo ratings yet
- 2-Conceptos y Principios GeneralesDocument65 pages2-Conceptos y Principios GeneralesMichael Mejia MoraNo ratings yet
- Accumulator PDFDocument25 pagesAccumulator PDFJuan Alejandro Cañas ColoradoNo ratings yet
- Piston Pressure Switch Hydraulic-ElectricDocument2 pagesPiston Pressure Switch Hydraulic-ElectrichaggNo ratings yet
- Abe21 14 2002 11 06Document2 pagesAbe21 14 2002 11 06haggNo ratings yet
- Heat Exchanger AB-E 32-09: Oil / Water System: Single TubeDocument7 pagesHeat Exchanger AB-E 32-09: Oil / Water System: Single TubehaggNo ratings yet
- Abe32 10 2002 11 14Document4 pagesAbe32 10 2002 11 14haggNo ratings yet
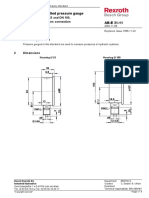
- Glycerine Filled Pressure Gauge AB-E 31-11: DN 63 and DN 100, Bottom ConnectionDocument4 pagesGlycerine Filled Pressure Gauge AB-E 31-11: DN 63 and DN 100, Bottom ConnectionhaggNo ratings yet
- Resistance Thermometer AB-E 31-17: 1 Area of ApplicationDocument3 pagesResistance Thermometer AB-E 31-17: 1 Area of Applicationhagg0% (1)
- Oil Level Indicator AB-E 31-21: ND3 Sheet 1Document5 pagesOil Level Indicator AB-E 31-21: ND3 Sheet 1hagg0% (1)
- Piston Pressure Switch Hydraulic-ElectricDocument2 pagesPiston Pressure Switch Hydraulic-Electrichagg100% (1)
- The Oil Level Switch With Technical and Economical Advantages!Document2 pagesThe Oil Level Switch With Technical and Economical Advantages!haggNo ratings yet
- SolenoidsDocument12 pagesSolenoidshaggNo ratings yet
- Thermostat AB-E 31-32: Adjustment Range 5 To 100°CDocument2 pagesThermostat AB-E 31-32: Adjustment Range 5 To 100°ChaggNo ratings yet
- Float Switches AB-E 31-06: Without Protective Tube, With One or Two Switching Contacts Sheet 1Document6 pagesFloat Switches AB-E 31-06: Without Protective Tube, With One or Two Switching Contacts Sheet 1haggNo ratings yet
- Technical Catalogue FPDocument100 pagesTechnical Catalogue FPhaggNo ratings yet
- IGCDocument10 pagesIGChaggNo ratings yet
- D O Cetop 3/Ng6: Irectional Control Valves Ther Operator IDocument3 pagesD O Cetop 3/Ng6: Irectional Control Valves Ther Operator IhaggNo ratings yet
- Catalogo VL Cepto3 y Cepto4Document274 pagesCatalogo VL Cepto3 y Cepto4paula vergaraNo ratings yet
- Technical Catalogue: June JuneDocument9 pagesTechnical Catalogue: June JunehaggNo ratings yet
- Automatic Control For Mechanical EngineersDocument176 pagesAutomatic Control For Mechanical EngineersJuanV VeraNo ratings yet
- HMT ReportDocument50 pagesHMT Reportrakeshin100% (1)
- Parts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 28R707-1120-E1Document27 pagesParts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 28R707-1120-E1Ezequiel LopezNo ratings yet
- O & IO-540 Oper Manual 60297-10 PDFDocument118 pagesO & IO-540 Oper Manual 60297-10 PDFCatalin CiocarlanNo ratings yet
- Actuador HDXDocument6 pagesActuador HDXInstantSalmon 7No ratings yet
- A - Pistone - Eng PISTON ACCUMULATOR ENGINEERING PDFDocument27 pagesA - Pistone - Eng PISTON ACCUMULATOR ENGINEERING PDFAnonymous hxV81ITD8kNo ratings yet
- 11GB24 Iso 21287Document16 pages11GB24 Iso 21287jeffersonfriasNo ratings yet
- 162219a1 Hyd Pump, STD Models Pin Dac0301004 & Aft, All Spec'l Aplction, Long Reach & Timber King ModelDocument4 pages162219a1 Hyd Pump, STD Models Pin Dac0301004 & Aft, All Spec'l Aplction, Long Reach & Timber King ModelDarioNo ratings yet
- Composite Telescopic Tower ReportDocument143 pagesComposite Telescopic Tower ReportTresor KazadiNo ratings yet
- Valves and ChokesDocument40 pagesValves and Chokescreceptax50% (2)
- SM VOLVO L90C WHEEL LOADER Service Repair ManualDocument16 pagesSM VOLVO L90C WHEEL LOADER Service Repair ManualMarco Yarasca Romero100% (2)
- Cool Bear Maintenance ManualDocument606 pagesCool Bear Maintenance Manualeurotaller Calderon calderonNo ratings yet
- Main Engine (S) Unit 6 OverhaulDocument4 pagesMain Engine (S) Unit 6 OverhaulMocanu MarianNo ratings yet
- Manual Motor Luv - 4ZD1 PDFDocument112 pagesManual Motor Luv - 4ZD1 PDFmiguel_alb18100% (1)
- No Category Brend Machine Number Cross Part Name Unit Weight RemarkDocument15 pagesNo Category Brend Machine Number Cross Part Name Unit Weight RemarkИгорь Терещенко100% (7)
- Dana Spicer PS-PR 1350 Service ManualDocument34 pagesDana Spicer PS-PR 1350 Service ManualWere Wolf100% (2)
- Catalogo General Maquinaria y Equipo PDFDocument193 pagesCatalogo General Maquinaria y Equipo PDFJosé Julian Parra Campos50% (2)
- 24 Ford EE New HollandDocument239 pages24 Ford EE New HollandJohn Mendoza PachecoNo ratings yet
- Parts List For Model Ts10 Compressor Pump: © Ingersoll-Rand Company Printed in U.S.A. Form 22102867 Rev. A February 2002Document12 pagesParts List For Model Ts10 Compressor Pump: © Ingersoll-Rand Company Printed in U.S.A. Form 22102867 Rev. A February 2002Vio SalNo ratings yet
- Hyundai Engine D4DD Service ManualDocument113 pagesHyundai Engine D4DD Service ManualVilas Vanjari100% (3)
- Edge SE 2013 3.7LDocument1,107 pagesEdge SE 2013 3.7LAlbertoNo ratings yet
- Reciprocating Compressor IIDocument59 pagesReciprocating Compressor IIAbdussalamElhanashi50% (2)
- M.D-II Final Tutorial and AssignmentDocument20 pagesM.D-II Final Tutorial and AssignmentPrem sharmaNo ratings yet
- G13B Engine MechanicalDocument0 pagesG13B Engine MechanicalAnon Boletus100% (3)
- Design of PistonDocument4 pagesDesign of PistonNaveen Antony Aloysius100% (2)
- Ringo Actuators CatalogueDocument6 pagesRingo Actuators CatalogueShihabudin QolyubiNo ratings yet
- Service Manual 157QMJDocument60 pagesService Manual 157QMJGeert Verfaillie67% (3)
- 4bta3 9-G2Document67 pages4bta3 9-G2cartman_winsNo ratings yet
- UG-5.7, 8, and 10 Lever Governor: Product Manual 03036 (Revision J)Document56 pagesUG-5.7, 8, and 10 Lever Governor: Product Manual 03036 (Revision J)sunchit1986No ratings yet
- Course 1 Reference MaterialDocument89 pagesCourse 1 Reference Materialandrei belgiumNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyFrom EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Advanced Computer-Aided Fixture DesignFrom EverandAdvanced Computer-Aided Fixture DesignRating: 5 out of 5 stars5/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Practical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansFrom EverandPractical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansRating: 4 out of 5 stars4/5 (8)