You might also like
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- Process Upset ReportingDocument6 pagesProcess Upset ReportingAhmedNo ratings yet
- Process Upset ReportingDocument2 pagesProcess Upset ReportingAhmedNo ratings yet
- Process Upset ReportingDocument6 pagesProcess Upset ReportingAhmedNo ratings yet
- Process Upset ReportingDocument6 pagesProcess Upset ReportingAhmedNo ratings yet
- Process Upset Reporting: Description of EventDocument6 pagesProcess Upset Reporting: Description of EventAhmedNo ratings yet
- Process Upset ReportingDocument6 pagesProcess Upset ReportingAhmedNo ratings yet
- Process Upset ReportingDocument3 pagesProcess Upset ReportingAhmedNo ratings yet
- Process Upset ReportingDocument4 pagesProcess Upset ReportingAhmedNo ratings yet
- Process Upset ReportingDocument4 pagesProcess Upset ReportingAhmedNo ratings yet
- The Unit Tripped Due To ASC Fault (GT ESD Alarm) in 29 May, 2015 at 04:30 PMDocument4 pagesThe Unit Tripped Due To ASC Fault (GT ESD Alarm) in 29 May, 2015 at 04:30 PMAhmedNo ratings yet
- Process Upset Reporting: Swapped Between Speed ch1 Barrier and Key Phasor BarrierDocument2 pagesProcess Upset Reporting: Swapped Between Speed ch1 Barrier and Key Phasor BarrierAhmedNo ratings yet
- Coal Mill, Feeder & PULV 1Document7 pagesCoal Mill, Feeder & PULV 1sambhuNo ratings yet
- Fahp Water PumpDocument9 pagesFahp Water PumpMithun Singh RajputNo ratings yet
- Unit To Station Change OverDocument6 pagesUnit To Station Change OversambhuNo ratings yet
- Site Acceptance Test (SAT) ProcedureDocument12 pagesSite Acceptance Test (SAT) Procedurealokc100% (2)
- 3 Avu&Srlpg Sop P-003abc FailureDocument5 pages3 Avu&Srlpg Sop P-003abc Failure00083583rfNo ratings yet
- 4 Avu&Srlpg Sop P-007abc FailureDocument5 pages4 Avu&Srlpg Sop P-007abc Failure00083583rfNo ratings yet
- Soot Blowing SystemDocument8 pagesSoot Blowing SystemShambhu Mehta100% (1)
- 067-SOP of ESP Line Up & ChargingDocument10 pages067-SOP of ESP Line Up & ChargingsambhuNo ratings yet
- Cold Venting From Flare AGTDocument1 pageCold Venting From Flare AGTAhmed El batalNo ratings yet
- Anti FoamDocument7 pagesAnti FoamMohammad MohseniNo ratings yet
- Work InstructionDocument114 pagesWork Instructiondevan_andNo ratings yet
- RCA Copy Generator RotorDocument1 pageRCA Copy Generator RotorPraneeth ReddyNo ratings yet
- Mohammad Shadab Khan - Field OperatorDocument6 pagesMohammad Shadab Khan - Field OperatorDonNo ratings yet
- 1 Avu&Srlpg - Sop - f002 Failure of 1 Passflow CVDocument3 pages1 Avu&Srlpg - Sop - f002 Failure of 1 Passflow CV00083583rfNo ratings yet
- 7 CompressorDocument2 pages7 CompressorMithun Singh RajputNo ratings yet
- NEOPRSP008 - Rev. 00 - Pages 05 - Plant Operation Testing ProcedureDocument5 pagesNEOPRSP008 - Rev. 00 - Pages 05 - Plant Operation Testing Procedurealialharbi021No ratings yet
- A.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingDocument7 pagesA.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingJabel Oil Services Technical DPT100% (1)
- Standard Operating Procedure FOR Blackout: Sop For Black Out HandlingDocument7 pagesStandard Operating Procedure FOR Blackout: Sop For Black Out Handlingsambhu100% (1)
- Cm-Mech - (49 To 50) - Send To MGPS at (13-08-2020)Document3 pagesCm-Mech - (49 To 50) - Send To MGPS at (13-08-2020)ali morisyNo ratings yet
- Black Out Operation - SopDocument2 pagesBlack Out Operation - SopMahadev Kovalli0% (1)
- Cm-Elec - (53 To 55) - Send To MGPS at (23-08-2020)Document3 pagesCm-Elec - (53 To 55) - Send To MGPS at (23-08-2020)ali morisyNo ratings yet
- Ses-Pgb-Co-Otp-0034 Otp For Hot Reheat Steam System Rev.0Document36 pagesSes-Pgb-Co-Otp-0034 Otp For Hot Reheat Steam System Rev.0zhangNo ratings yet
- 41-Boiler Soot Blowing ProcedureDocument7 pages41-Boiler Soot Blowing ProcedureShahid Raza100% (1)
- ChecklistDocument14 pagesChecklistInstrument SCINo ratings yet
- SPP 103 - (R03) Export Crude Oil Analysis ProcedureDocument13 pagesSPP 103 - (R03) Export Crude Oil Analysis ProceduresalemNo ratings yet
- 4833-Article Text-8591-1-10-20130718Document12 pages4833-Article Text-8591-1-10-20130718Devas ShuklaNo ratings yet
- Starting Procedure Through Emergency DG Set On Total Power FailureDocument7 pagesStarting Procedure Through Emergency DG Set On Total Power FailureRajeev KumarNo ratings yet
- PR.R - Issue Wrong Assemble Seal MotorDocument12 pagesPR.R - Issue Wrong Assemble Seal MotorVan Ba VuNo ratings yet
- PLN Dps - Fs Monthly Report - Feb 2017Document56 pagesPLN Dps - Fs Monthly Report - Feb 2017Made BriannalaNo ratings yet
- 08-SOP of ASH SLURRY PUMPDocument5 pages08-SOP of ASH SLURRY PUMPMithun Singh RajputNo ratings yet
- 05 JuneDocument81 pages05 Juneono_czeNo ratings yet
- Izombe Pareto Analysis Report 2016Document88 pagesIzombe Pareto Analysis Report 2016Wariebi Oghene Lawani100% (1)
- PRESSURE TEST ProcedureDocument9 pagesPRESSURE TEST ProcedureAhmad FaujiNo ratings yet
- Well Operations Management PlanDocument131 pagesWell Operations Management Plan杨建政No ratings yet
- 02-SOP of FD Fan.Document11 pages02-SOP of FD Fan.Mithun Singh Rajput100% (2)
- Standard Operating Procedure One APH Trip Iepl-Opn-Sop1Document4 pagesStandard Operating Procedure One APH Trip Iepl-Opn-Sop1IEPL BELANo ratings yet
- 057 - SOP of Boiler Circulating Pump FlushingDocument6 pages057 - SOP of Boiler Circulating Pump FlushingsambhuNo ratings yet
- Checklists: Title: Checklist For Preventive Maintenance of EquipmentsDocument1 pageChecklists: Title: Checklist For Preventive Maintenance of Equipmentsjp mishraNo ratings yet
- Tag No.: Asset Id: Machine Name: Area: TanggalDocument8 pagesTag No.: Asset Id: Machine Name: Area: TanggaldioNo ratings yet
- Basics of OIl RefineryDocument28 pagesBasics of OIl RefineryDebasis Kumar Saha50% (2)
- Standard Operating Procedure FOR BCP FlushingDocument6 pagesStandard Operating Procedure FOR BCP FlushingsambhuNo ratings yet
- CM-ELEC - (61 and 73) - SEND TO MGPS AT (04-11-2020) ReprintDocument2 pagesCM-ELEC - (61 and 73) - SEND TO MGPS AT (04-11-2020) Reprintali morisyNo ratings yet
- CPSF PR Dat 01 CP2017 004 00 - A1Document39 pagesCPSF PR Dat 01 CP2017 004 00 - A1Siro BabiroNo ratings yet
- 7 Step PfmeaDocument132 pages7 Step PfmeaRajdeep SikdarNo ratings yet
- Remove Baking StationDocument9 pagesRemove Baking StationQuýNguyễnNo ratings yet
- SOP of LDOSystemDocument7 pagesSOP of LDOSystemsambhu100% (1)
- PR DV 06 (IPP - Procedure)Document2 pagesPR DV 06 (IPP - Procedure)Amit PathakNo ratings yet
- P3520-PR-0003 Puesta en Servicio Del Sistema Hot OilDocument2 pagesP3520-PR-0003 Puesta en Servicio Del Sistema Hot OilAdderly De La Cruz MezaNo ratings yet
- ASME IX Multiple Choice All Questions Are Closed Book: Page 1 of 12Document12 pagesASME IX Multiple Choice All Questions Are Closed Book: Page 1 of 12Ahmed100% (1)
- Refaat Asme Ix&b16.5Document23 pagesRefaat Asme Ix&b16.5AhmedNo ratings yet
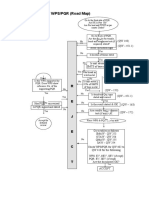
- WPS-PQR Road Map2222Document1 pageWPS-PQR Road Map2222AhmedNo ratings yet
- Section IX WeldingDocument6 pagesSection IX WeldingAhmedNo ratings yet
- API.570. Closed Book 3Document31 pagesAPI.570. Closed Book 3Siva KumarNo ratings yet
- Api 570 - 02 Asme B 16 (1) .5Document5 pagesApi 570 - 02 Asme B 16 (1) .5Shanawas Abdul RazakNo ratings yet
- ApiDocument3 pagesApiAhmedNo ratings yet
- Api Exam-Part 1Document1 pageApi Exam-Part 1AhmedNo ratings yet
- Api Exam-Part 1Document1 pageApi Exam-Part 1AhmedNo ratings yet
- Api 570 Exam D (50 Open Book Q & A)Document38 pagesApi 570 Exam D (50 Open Book Q & A)Shaalan Ali100% (2)
- 5 - Sept 2013 Exam MemoryDocument3 pages5 - Sept 2013 Exam Memoryaasatti100% (1)
- Api Exam-Part 2Document1 pageApi Exam-Part 2AhmedNo ratings yet
- Api Exam-Part 2Document1 pageApi Exam-Part 2AhmedNo ratings yet
- API.570. Closed Book 3Document31 pagesAPI.570. Closed Book 3Siva KumarNo ratings yet
- 5 - Sept 2013 Exam MemoryDocument3 pages5 - Sept 2013 Exam Memoryaasatti100% (1)
- Refaat Asme Ix - b16.5Document23 pagesRefaat Asme Ix - b16.5AhmedNo ratings yet
- Asme Sec V Questions and AnswersDocument32 pagesAsme Sec V Questions and AnswersAshwani Dogra100% (6)
- API 570 Open Book (26-02-18)Document5 pagesAPI 570 Open Book (26-02-18)Mahmoud Alwasif100% (1)
- Closed Book QuestionsDocument3 pagesClosed Book QuestionsAhmedNo ratings yet
- API - 570 (Close Book) 26-02-18Document14 pagesAPI - 570 (Close Book) 26-02-18Ashish Patel100% (1)
- 570 امتحانDocument3 pages570 امتحانaasatti100% (1)
- Api 570 - 02 Asme B 16 (1) .5Document5 pagesApi 570 - 02 Asme B 16 (1) .5Shanawas Abdul RazakNo ratings yet
- NG CalculationDocument9 pagesNG CalculationAhmedNo ratings yet
- All Questions Are Closed Book: Airo Nspection OmpanyDocument16 pagesAll Questions Are Closed Book: Airo Nspection OmpanyAhmedNo ratings yet
- V.P CalculatinDocument16 pagesV.P CalculatinAhmedNo ratings yet
- PHPC - Ugdc Gas Samples Three Weeks Schedule: MondayDocument6 pagesPHPC - Ugdc Gas Samples Three Weeks Schedule: MondayAhmedNo ratings yet
- INV - Opening - Balance - Direct Charge Items Maint. & PMT 07-08-2018xlsDocument4 pagesINV - Opening - Balance - Direct Charge Items Maint. & PMT 07-08-2018xlsAhmedNo ratings yet
- SOR List of Instrument Itesm To Technical 2020Document2 pagesSOR List of Instrument Itesm To Technical 2020AhmedNo ratings yet
- SOR Register Updated 14-06-2019 - CategoriesDocument56 pagesSOR Register Updated 14-06-2019 - CategoriesAhmedNo ratings yet
- Yellow Label Design-CpcDocument81 pagesYellow Label Design-CpcAhmedNo ratings yet
- Infrared SpectrosDocument3 pagesInfrared SpectrosAmanda CarvalhoNo ratings yet
- Hysil Brochure MailDocument19 pagesHysil Brochure Mailsudershan_babbarNo ratings yet
- G 08Document7 pagesG 08zbkt07No ratings yet
- Atlas Copco GA 15 To GA 30 Part List 24 25Document2 pagesAtlas Copco GA 15 To GA 30 Part List 24 25RICHARDNo ratings yet
- Aa5tb Magnetic Loop v1Document9 pagesAa5tb Magnetic Loop v1api-3839541No ratings yet
- 7ut633.doc KosambaDocument7 pages7ut633.doc Kosambasgshekar30No ratings yet
- Passive Noise Control in BuildingsDocument12 pagesPassive Noise Control in BuildingsANJUSREE B.S. MBT18CE025No ratings yet
- 2018.11.28 - BD Net Metering Guideline 2018 (English) PDFDocument42 pages2018.11.28 - BD Net Metering Guideline 2018 (English) PDFChowdhury, A HasibNo ratings yet
- Catalogue Bzi GBDocument15 pagesCatalogue Bzi GBdenis_alexNo ratings yet
- Chemcad FeaturesDocument39 pagesChemcad FeaturesMOHAMED ESSALHINo ratings yet
- Siemons - Cello Bowing TechniqueDocument15 pagesSiemons - Cello Bowing TechniqueMassa Awaj100% (2)
- Fire Retardant Research PaperDocument2 pagesFire Retardant Research Paperapi-318759920No ratings yet
- 80010046v01 15 7 2013 10 19 5 331Document2 pages80010046v01 15 7 2013 10 19 5 331Ricardo LoureiroNo ratings yet
- Plasma Nitriding - Especially in The Gear Industry: Andreas Gebeshuber Ralph Trigueros Rübig GMBH & Co KG - AustriaDocument56 pagesPlasma Nitriding - Especially in The Gear Industry: Andreas Gebeshuber Ralph Trigueros Rübig GMBH & Co KG - AustriaRodolfo M. PortoNo ratings yet
- SSC Junior Engineer Mechanical Recruitment Exam Guide 3rd Edition PDFDocument586 pagesSSC Junior Engineer Mechanical Recruitment Exam Guide 3rd Edition PDFBhavani Gujjari0% (1)
- Enron Company PDFDocument18 pagesEnron Company PDFJebin JamesNo ratings yet
- Gk247a T-014 PDFDocument1 pageGk247a T-014 PDFsujit5584No ratings yet
- Technical Specification For 20 MVA Transformer PDFDocument21 pagesTechnical Specification For 20 MVA Transformer PDFamulya00428100% (10)
- 9686-6160-JSA-000-0041 - B1 JSA For UPS & Batteries Pre-Com & CommissioningDocument12 pages9686-6160-JSA-000-0041 - B1 JSA For UPS & Batteries Pre-Com & CommissioningKhan Wasim100% (1)
- TRC Unit SpecDocument12 pagesTRC Unit SpecJohn ChirinosNo ratings yet
- PTI Section 4 Transistors PDFDocument36 pagesPTI Section 4 Transistors PDFchrist9088No ratings yet
- 2011+FEID OnlineallDocument160 pages2011+FEID OnlineallMeghhsNo ratings yet
- Emailing Net Chemical Sciences Paper Dec. 2018Document24 pagesEmailing Net Chemical Sciences Paper Dec. 2018Baban BaidyaNo ratings yet
- Hydraulic Cylinder - Tie Rod DesignDocument8 pagesHydraulic Cylinder - Tie Rod DesignLe Van TamNo ratings yet
- Bell Cantilever 200 300 Manual PDFDocument20 pagesBell Cantilever 200 300 Manual PDFj_moellersNo ratings yet
- Lecture 3: Component Models (Contd... ) : Lecturer: Dr. Vinita Vasudevan Scribe: Shashank ShekharDocument5 pagesLecture 3: Component Models (Contd... ) : Lecturer: Dr. Vinita Vasudevan Scribe: Shashank ShekharAniruddha RoyNo ratings yet
- Dampak Penempatan GroundsillDocument16 pagesDampak Penempatan GroundsillikienNo ratings yet
- Physics 211 Lab 1Document2 pagesPhysics 211 Lab 1Randy KingeryNo ratings yet
- MMC 16101 - Positive Displacement Pump - 01Document19 pagesMMC 16101 - Positive Displacement Pump - 01HET DEDHIANo ratings yet
- Radiography Procedure RNDTDocument27 pagesRadiography Procedure RNDTrashmibetuNo ratings yet