You might also like
- Effective Bin DesignDocument8 pagesEffective Bin DesignGeorge Markas100% (1)
- The Selection and Sizing of Bins, Hopper Outlets and FeedersDocument13 pagesThe Selection and Sizing of Bins, Hopper Outlets and FeedersJean Pool Alarcon VilaNo ratings yet
- Hopper WordDocument15 pagesHopper WordJani MisterioNo ratings yet
- Bulk Solids HandlingDocument20 pagesBulk Solids HandlingAnonymous Cxriyx9HIX100% (1)
- Conveying Bends Article Paul SoltDocument8 pagesConveying Bends Article Paul SoltJoel Olson100% (1)
- Pneumatic Conveying Fundamentals ExplainedDocument45 pagesPneumatic Conveying Fundamentals Explainedmontie3No ratings yet
- Storage and Flow of Solids PDFDocument9 pagesStorage and Flow of Solids PDFLMNo ratings yet
- Process Pump ControlDocument4 pagesProcess Pump ControlBramJanssen76No ratings yet
- Barometric Condencer PDFDocument5 pagesBarometric Condencer PDFPhilip ShihNo ratings yet
- A Quick Look at Pneumatic Conveying System BasicsDocument3 pagesA Quick Look at Pneumatic Conveying System BasicsParmasamy Subramani100% (1)
- Storage of Bulk Solids - 3Document31 pagesStorage of Bulk Solids - 3Naman GoelNo ratings yet
- BHG - Transfer Chute Data SheetDocument2 pagesBHG - Transfer Chute Data Sheetacas35No ratings yet
- Efficient Pneumatic Conveying: How Being Accurate is More Cost Effective Than Being ConservativeDocument14 pagesEfficient Pneumatic Conveying: How Being Accurate is More Cost Effective Than Being Conservative설동하100% (2)
- SEO Pneumatic ConveyingDocument309 pagesSEO Pneumatic Conveyingcarlosiq37No ratings yet
- Better Piping and Expansion Joint DesignDocument3 pagesBetter Piping and Expansion Joint DesignSeungmin PaekNo ratings yet
- Silo CountyT1 DS Rev02-562791007ebe3Document2 pagesSilo CountyT1 DS Rev02-562791007ebe3Andor MolitoriszNo ratings yet
- Designing Hoppers, Bins, and Silos For Reliable Flow - AIChEDocument13 pagesDesigning Hoppers, Bins, and Silos For Reliable Flow - AIChEmohsenNo ratings yet
- Choosing Trays and Packings For Distillation: Back To BasicsDocument7 pagesChoosing Trays and Packings For Distillation: Back To Basicsmsn1981No ratings yet
- Hengyang Rotary DryerDocument8 pagesHengyang Rotary DryerLi GaryNo ratings yet
- Jenikes' TheoryDocument209 pagesJenikes' TheoryMohammad Bataineh100% (1)
- GEA Steam-Jet-Vacuum-Pumps Brochure EN tcm11-22950 PDFDocument8 pagesGEA Steam-Jet-Vacuum-Pumps Brochure EN tcm11-22950 PDFeldwin_dj7216No ratings yet
- Bulk Solids HandlingDocument27 pagesBulk Solids Handlinghenoliv100% (1)
- 59E Agitator Seals in Chemical-En-18.09.2008Document24 pages59E Agitator Seals in Chemical-En-18.09.2008Daniel CostaNo ratings yet
- FEECO Handbook Section4Document62 pagesFEECO Handbook Section4hashem62100% (2)
- Transfer Chute Design Simulation Predicts Dust EmissionsDocument7 pagesTransfer Chute Design Simulation Predicts Dust Emissionsmas26amin3465No ratings yet
- MODERN PIPE CONVEYORS FOR COAL AND ASH TRANSPORTDocument12 pagesMODERN PIPE CONVEYORS FOR COAL AND ASH TRANSPORTIgor San Martín Peñaloza0% (1)
- Bins & Feeders in Cement IndustryDocument29 pagesBins & Feeders in Cement IndustryNaelNo ratings yet
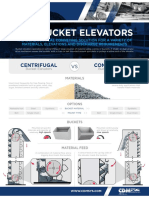
- CDM Bucket Elevators: Centrifugal ContinuousDocument2 pagesCDM Bucket Elevators: Centrifugal ContinuousOcta IrawanNo ratings yet
- Plant Design For Slurry HandlingDocument6 pagesPlant Design For Slurry HandlingJose BustosNo ratings yet
- Mixing Fundamentals Terminology and FormulasDocument24 pagesMixing Fundamentals Terminology and FormulasJorge DiAlvearNo ratings yet
- Bulk SolidsDocument7 pagesBulk SolidsHafizAB9No ratings yet
- HP Gas Processes HB 2012Document2 pagesHP Gas Processes HB 2012Syed Mujtaba Ali BukhariNo ratings yet
- Sparger Design GuideDocument11 pagesSparger Design GuideHarshavardhan D. GorakhNo ratings yet
- University of Mindanao Matina, Davao City: Pneumatic Conveying CHE 439: Intro To Particle TechnologyDocument10 pagesUniversity of Mindanao Matina, Davao City: Pneumatic Conveying CHE 439: Intro To Particle TechnologyQuenneBelocura100% (1)
- Selecting Elbows For Pneumatic Conveying SystemsDocument5 pagesSelecting Elbows For Pneumatic Conveying SystemsfurtanNo ratings yet
- Updating The Rules For Pipe SizingDocument5 pagesUpdating The Rules For Pipe SizingBehroozRaadNo ratings yet
- High Temperature Pneumatic ConveyingDocument7 pagesHigh Temperature Pneumatic Conveying설동하No ratings yet
- Biomass Storage Capacity - Rev.01Document5 pagesBiomass Storage Capacity - Rev.01vidyaNo ratings yet
- Self Priming PumpDocument3 pagesSelf Priming Pumpmoejamal80No ratings yet
- How to Select and Design Efficient Bulk Solids FeedersDocument16 pagesHow to Select and Design Efficient Bulk Solids FeedersKalyani GangulianNo ratings yet
- SCREW CONVEYOR Design Speed CalculatorDocument1 pageSCREW CONVEYOR Design Speed Calculatorozzy22No ratings yet
- Engineers Proceedings of The Institution of Mechanical: Hydraulic Transport of Solid Material in PipesDocument27 pagesEngineers Proceedings of The Institution of Mechanical: Hydraulic Transport of Solid Material in PipesPrantik DasNo ratings yet
- Fundamentals REV 5 PDFDocument54 pagesFundamentals REV 5 PDFEric Avila100% (1)
- Xu Distillation How To Push A Tower To Its Maximum Capacity PDFDocument9 pagesXu Distillation How To Push A Tower To Its Maximum Capacity PDFRajendraNo ratings yet
- Principles of Fluid MixingDocument20 pagesPrinciples of Fluid Mixingnaveenbaskaran1989100% (1)
- 10 Drag Conveyor Section VIIDocument11 pages10 Drag Conveyor Section VIIBUDAPESNo ratings yet
- Pneumatic Dosing for Precise Bulk Material TransportDocument4 pagesPneumatic Dosing for Precise Bulk Material TransportleekiangyenNo ratings yet
- Belt ConveyorsDocument7 pagesBelt ConveyorsPMA1No ratings yet
- Datasheet For Side Entry MixerDocument4 pagesDatasheet For Side Entry Mixervinoj chandranNo ratings yet
- STB Sugar Silo and Handling CS22Document4 pagesSTB Sugar Silo and Handling CS22AlbaRodriguezSanchezNo ratings yet
- Hopper Design PDFDocument31 pagesHopper Design PDFMuhamad Baihakhi ShamsudinNo ratings yet
- Tech Data 12Document34 pagesTech Data 12sancloudNo ratings yet
- Bins, Bunkers & Silos - FinalDocument24 pagesBins, Bunkers & Silos - FinalLokesh SrivastavaNo ratings yet
- Lessons Learned When Handling Synthetic Gypsum Rev 5Document6 pagesLessons Learned When Handling Synthetic Gypsum Rev 5cemsavantNo ratings yet
- S JsiDocument16 pagesS Jsis s s sNo ratings yet
- Preventing Flow Problems With Reliable Bulk Solids Handling Equipment Design - Processing MagazineDocument7 pagesPreventing Flow Problems With Reliable Bulk Solids Handling Equipment Design - Processing MagazineSaiNo ratings yet
- 2 Types of Packing: Packed Towers in Processing and Environmental Technology. Reinhard BilletDocument8 pages2 Types of Packing: Packed Towers in Processing and Environmental Technology. Reinhard BilletYanmei ChanNo ratings yet
- Spe 135704 MS PDFDocument9 pagesSpe 135704 MS PDFKd FaNo ratings yet
- Discrete Element Modelling: Trouble-Shooting and Optimisation Tool For Chute DesignDocument27 pagesDiscrete Element Modelling: Trouble-Shooting and Optimisation Tool For Chute DesignvenkatryedullaNo ratings yet
- Mathcad 14 Users GuideDocument170 pagesMathcad 14 Users GuideJuicexlx100% (16)
- Abrasion and ErosionDocument44 pagesAbrasion and ErosionleandroniedbalskiNo ratings yet
- Facts at Your Fingertips - Hopper Outlet Geometry and Arching - Chemical Engineering - Page 1Document6 pagesFacts at Your Fingertips - Hopper Outlet Geometry and Arching - Chemical Engineering - Page 1leandroniedbalskiNo ratings yet
- Abrasives: ReferencesDocument25 pagesAbrasives: ReferencesleandroniedbalskiNo ratings yet
- Experimental Methodologies To Verify Distillation Simulations - Chemical EngineeringDocument12 pagesExperimental Methodologies To Verify Distillation Simulations - Chemical EngineeringleandroniedbalskiNo ratings yet
- Equations and TablesDocument22 pagesEquations and TablesleandroniedbalskiNo ratings yet
- Controlling Dangerous Dusts in The Chemical Processing IndustryDocument10 pagesControlling Dangerous Dusts in The Chemical Processing IndustryEmrah ÖzdemirNo ratings yet
- Germicidal UV-C Disinfecting Air and Surfaces For DecadesDocument8 pagesGermicidal UV-C Disinfecting Air and Surfaces For DecadesleandroniedbalskiNo ratings yet
- Computer Drawing of Enthalpy Humidity Charts: (In U o L N Ri, Lodz T H I L Ni R I, Lod, Ol I B R 3, 1Document12 pagesComputer Drawing of Enthalpy Humidity Charts: (In U o L N Ri, Lodz T H I L Ni R I, Lod, Ol I B R 3, 1leandroniedbalskiNo ratings yet
- High Tech LearningDocument1 pageHigh Tech LearningleandroniedbalskiNo ratings yet
- Test Your Polish Vocabulary SkillsDocument134 pagesTest Your Polish Vocabulary SkillsFirefoxSC100% (1)
- 8 Ways To Ensure Quality & Efficiency: Optimize Productivity and Safety in Chemical ProductionDocument20 pages8 Ways To Ensure Quality & Efficiency: Optimize Productivity and Safety in Chemical ProductionleandroniedbalskiNo ratings yet
- Experimental Methodologies To Verify Distillation Simulations - Chemical EngineeringDocument12 pagesExperimental Methodologies To Verify Distillation Simulations - Chemical EngineeringleandroniedbalskiNo ratings yet
- Facts at Your Fingertips - Hopper Outlet Geometry and Arching - Chemical Engineering - Page 1Document6 pagesFacts at Your Fingertips - Hopper Outlet Geometry and Arching - Chemical Engineering - Page 1leandroniedbalskiNo ratings yet
- Data-Driven Operation With The Digital TwinDocument16 pagesData-Driven Operation With The Digital TwinRicardo VargasNo ratings yet
- Controlling Dangerous Dusts in The Chemical Processing IndustryDocument10 pagesControlling Dangerous Dusts in The Chemical Processing IndustryEmrah ÖzdemirNo ratings yet
- Deducción especial incrementada tablaDocument5 pagesDeducción especial incrementada tablaleandroniedbalskiNo ratings yet
- Simit Enus En-UsDocument948 pagesSimit Enus En-UsleandroniedbalskiNo ratings yet
- Understanding The Laws of Nature: Weighing HelpsDocument53 pagesUnderstanding The Laws of Nature: Weighing HelpsleandroniedbalskiNo ratings yet
- Simit Enus En-UsDocument948 pagesSimit Enus En-UsleandroniedbalskiNo ratings yet
- Experimental Methodologies To Verify Distillation Simulations - Chemical EngineeringDocument12 pagesExperimental Methodologies To Verify Distillation Simulations - Chemical EngineeringleandroniedbalskiNo ratings yet
- 8 Ways To Ensure Quality & Efficiency: Optimize Productivity and Safety in Chemical ProductionDocument20 pages8 Ways To Ensure Quality & Efficiency: Optimize Productivity and Safety in Chemical ProductionleandroniedbalskiNo ratings yet
- Dissolution of Sludges Containing Uranium Dioxide and Metallic Uranium in Nitric Acid-30060124Document108 pagesDissolution of Sludges Containing Uranium Dioxide and Metallic Uranium in Nitric Acid-30060124leandroniedbalskiNo ratings yet
- Simatic Process Control System PCS 7 Simatic Batch V9.0: A5E38210537-AADocument1,104 pagesSimatic Process Control System PCS 7 Simatic Batch V9.0: A5E38210537-AAleandroniedbalskiNo ratings yet
- Simatic Process Control System PCS 7 Simatic Batch V9.0: A5E38210537-AADocument1,104 pagesSimatic Process Control System PCS 7 Simatic Batch V9.0: A5E38210537-AAleandroniedbalskiNo ratings yet
- Propriété Nitrate D'uranyleDocument41 pagesPropriété Nitrate D'uranyleCindy SyNo ratings yet
- Propriété Nitrate D'uranyleDocument41 pagesPropriété Nitrate D'uranyleCindy SyNo ratings yet
- Dissolution of Sludges Containing Uranium Dioxide and Metallic Uranium in Nitric Acid-30060124Document108 pagesDissolution of Sludges Containing Uranium Dioxide and Metallic Uranium in Nitric Acid-30060124leandroniedbalskiNo ratings yet
- Vaccine Delivery Using Lipid Tde 07 319Document16 pagesVaccine Delivery Using Lipid Tde 07 319leandroniedbalskiNo ratings yet
- ANGCOS - The Challenge and The Future For OrganizationsDocument28 pagesANGCOS - The Challenge and The Future For Organizationshoney beeNo ratings yet
- PACiS GTW EN O C80Document170 pagesPACiS GTW EN O C80paradiseparasNo ratings yet
- SMAI Assignment 7 Report - 20161204 PDFDocument6 pagesSMAI Assignment 7 Report - 20161204 PDFAliNo ratings yet
- Menomonee Falls Express News 091413Document32 pagesMenomonee Falls Express News 091413Hometown Publications - Express NewsNo ratings yet
- RELATED STUDIES AND LITERATURE ON EGGSHELL POWDER USE IN CONCRETEDocument5 pagesRELATED STUDIES AND LITERATURE ON EGGSHELL POWDER USE IN CONCRETEReiBañez100% (2)
- Soc 1 Report Salesforce Services - 5EwWEDocument75 pagesSoc 1 Report Salesforce Services - 5EwWEArif IqbalNo ratings yet
- More User Manuals OnDocument78 pagesMore User Manuals OnNicolae HincuNo ratings yet
- Microprocessor 8086 Memory and ArchitectureDocument13 pagesMicroprocessor 8086 Memory and ArchitecturehrrameshhrNo ratings yet
- Report On Indian Education SystemDocument7 pagesReport On Indian Education SystemYashvardhanNo ratings yet
- MR Khurram Chakwal 6kw Hybrid - 024627Document6 pagesMR Khurram Chakwal 6kw Hybrid - 024627Shahid HussainNo ratings yet
- C Programming JNTU PDFDocument171 pagesC Programming JNTU PDFfakeNo ratings yet
- Gek 106852aDocument10 pagesGek 106852awednetoxNo ratings yet
- PMDC Renewal FormDocument3 pagesPMDC Renewal FormAmjad Ali100% (1)
- GCSE History Revision Guide and Workbook Examines Henry VIII's Reign 1509-1540Document23 pagesGCSE History Revision Guide and Workbook Examines Henry VIII's Reign 1509-1540Haris KhokharNo ratings yet
- Career Profile: Nidhi PathakDocument4 pagesCareer Profile: Nidhi PathaknidhipathakNo ratings yet
- Syllabus For Professional DevelopmentDocument2 pagesSyllabus For Professional DevelopmentMeganNo ratings yet
- Natural Fibres For Composites in EthiopiaDocument12 pagesNatural Fibres For Composites in EthiopiaTolera AderieNo ratings yet
- Altracs: A Superior Thread-Former For Light AlloysDocument8 pagesAltracs: A Superior Thread-Former For Light AlloysSquidwardNo ratings yet
- Re-registering a vehicle in Karnataka - A step-by-step guideDocument4 pagesRe-registering a vehicle in Karnataka - A step-by-step guideHidayathulla HasanNo ratings yet
- MObile InvoiceDocument1 pageMObile Invoicechandra kiran KodavatiNo ratings yet
- Dhi-Ehs-Hsm-028 Work Over Water Rev0Document5 pagesDhi-Ehs-Hsm-028 Work Over Water Rev0Phạm Đình NghĩaNo ratings yet
- Chetan Tour and Travel: Pickup Spot: Destination SpotDocument2 pagesChetan Tour and Travel: Pickup Spot: Destination SpotRahulNo ratings yet
- MP Process Flow - MBA - MM - MHRMDocument2 pagesMP Process Flow - MBA - MM - MHRMKAVITHA A/P PARIMAL MoeNo ratings yet
- COVID-19 Impact on Philippine ExportsDocument5 pagesCOVID-19 Impact on Philippine ExportsHazel BorboNo ratings yet
- Sample Administrative Disicplinary CasesDocument13 pagesSample Administrative Disicplinary CasesWen DyNo ratings yet
- PE6705 Water Flooding and Enhanced Oil Recovery L T P C 3 0 0 3 Objective: Unit I 9Document6 pagesPE6705 Water Flooding and Enhanced Oil Recovery L T P C 3 0 0 3 Objective: Unit I 9Prince ImmanuelNo ratings yet
- Live Sound 101: Choosing Speakers and Setting Up a Sound SystemDocument14 pagesLive Sound 101: Choosing Speakers and Setting Up a Sound Systemohundper100% (1)
- Bank Account Details and Contact NumbersDocument38 pagesBank Account Details and Contact NumbersD-Blitz StudioNo ratings yet
- Updated Scar Management Practical Guidelines Non-IDocument10 pagesUpdated Scar Management Practical Guidelines Non-IChilo PrimaNo ratings yet
- Cameron VBR-II (Variable Bore Ram) PackerDocument2 pagesCameron VBR-II (Variable Bore Ram) Packerjuan olarteNo ratings yet