You might also like
- BS 03083-1988 (1999)Document14 pagesBS 03083-1988 (1999)Chat Luong HSGNo ratings yet
- (G58) BS 06398-1983 (1999)Document10 pages(G58) BS 06398-1983 (1999)sawmyo2007100% (1)
- BS 5628-2 2005 Code of Practice For The Use of Masonry. StruDocument68 pagesBS 5628-2 2005 Code of Practice For The Use of Masonry. Struengr_usman04100% (1)
- Testing Aggregates: BS 812: Part 120: 1989Document10 pagesTesting Aggregates: BS 812: Part 120: 1989AmanNo ratings yet
- BS 476-23-1987Document24 pagesBS 476-23-1987Hadi Iz'aanNo ratings yet
- (BS 6187 - 1982) - Code of Practice For Demolition.Document44 pages(BS 6187 - 1982) - Code of Practice For Demolition.AdelNo ratings yet
- BS 6100 Glossary of Building and Civil Eng TermsDocument107 pagesBS 6100 Glossary of Building and Civil Eng TermsRavindra Dhanapala100% (2)
- MASONARYDocument117 pagesMASONARYAhamed A L TNo ratings yet
- BS en 13139 (2002)Document39 pagesBS en 13139 (2002)Fenner ElectromechanicalNo ratings yet
- Plain and Reinforced Concrete - Code of Practice (Fourth Revision)Document107 pagesPlain and Reinforced Concrete - Code of Practice (Fourth Revision)nafees92No ratings yet
- BS 1881 P102 SlumpDocument8 pagesBS 1881 P102 SlumpmisbaNo ratings yet
- BS 6076.1996Document19 pagesBS 6076.1996Yaser Al ShabasyNo ratings yet
- BS 7295-2-1990Document11 pagesBS 7295-2-1990hz135874No ratings yet
- Methods of Physical Tests For Hydraulic Cement: Indian StandardDocument6 pagesMethods of Physical Tests For Hydraulic Cement: Indian StandardchandraprakashhhNo ratings yet
- Standards For Cement, Aggregate, Gupsum. Definitions, Requirements and Test MethodsDocument33 pagesStandards For Cement, Aggregate, Gupsum. Definitions, Requirements and Test MethodsfoxmancementNo ratings yet
- BS Iso 14654-1999Document39 pagesBS Iso 14654-1999hz135874No ratings yet
- BS 1881 201 1986 Testing ConcreteDocument28 pagesBS 1881 201 1986 Testing ConcreteShvan Najeeb100% (1)
- BS 6452-1 - 1984Document8 pagesBS 6452-1 - 1984Ahmed AbidNo ratings yet
- BS 5328Document20 pagesBS 5328kushanNo ratings yet
- BS 5835-1-1980 PDFDocument21 pagesBS 5835-1-1980 PDFMohammad Twaha JaumbocusNo ratings yet
- NHBC Standards 2006 PDFDocument381 pagesNHBC Standards 2006 PDFn67250No ratings yet
- 1881 5-70Document27 pages1881 5-70bhagwatpatilNo ratings yet
- En 13263-1 CommentsDocument6 pagesEn 13263-1 CommentsLefteris AnastasiouNo ratings yet
- Testing Concrete - : BSI Standards PublicationDocument8 pagesTesting Concrete - : BSI Standards PublicationMitra YuningsihNo ratings yet
- Sls 1718 2021Document14 pagesSls 1718 2021Reshan VidurangaNo ratings yet
- RILEM TC 178 (2013) - Methods For Obtaining Dust Samples by Means of Grinding Concrete in OrderDocument8 pagesRILEM TC 178 (2013) - Methods For Obtaining Dust Samples by Means of Grinding Concrete in OrderJosé GomesNo ratings yet
- BS 598-Part 101-87Document10 pagesBS 598-Part 101-87raju_civilengNo ratings yet
- Bs 1881 - 112 (1983) PDFDocument11 pagesBs 1881 - 112 (1983) PDFAdesina AlabiNo ratings yet
- BS 6717 - 2001Document34 pagesBS 6717 - 2001Ahmad Khreisat100% (1)
- Aggregates - Guidance On Use of BS EN12620-PD 6682-1-2003Document22 pagesAggregates - Guidance On Use of BS EN12620-PD 6682-1-2003batara2007No ratings yet
- BS-8204-7 Pumpable Self Smoothing ScreedsDocument27 pagesBS-8204-7 Pumpable Self Smoothing ScreedsdamianNo ratings yet
- BS 1881 1983 Part 101Document10 pagesBS 1881 1983 Part 101paladin7No ratings yet
- (G15) BS 8000 Part 2-2 1990Document24 pages(G15) BS 8000 Part 2-2 1990sawmyo2007No ratings yet
- BS 0873-5 - 1983Document12 pagesBS 0873-5 - 1983عمر عمرNo ratings yet
- Highways Booklet V 3Document33 pagesHighways Booklet V 3Mohammed ZeeshanNo ratings yet
- BS 5075-2-1982 - Concrete Admixtures - Specification For Air Entraining AdmixturesDocument19 pagesBS 5075-2-1982 - Concrete Admixtures - Specification For Air Entraining AdmixturesRaviranjan kumarNo ratings yet
- Why Do HPC and SCC Require A Longer Mixing Time PDFDocument7 pagesWhy Do HPC and SCC Require A Longer Mixing Time PDFHuseyin OzturkNo ratings yet
- Glazing in Buildings: Part 3: Human Impact Safety RequirementsDocument12 pagesGlazing in Buildings: Part 3: Human Impact Safety Requirementsavik6294846No ratings yet
- Characterization of Portland Cement Concrete of Portland Cement Concrete CoefficientDocument115 pagesCharacterization of Portland Cement Concrete of Portland Cement Concrete CoefficientJaphet Charles Japhet Munnah100% (1)
- BS 812-109Document12 pagesBS 812-109ShahryarNo ratings yet
- BS 1881-110 CONCRETE Making Test Cylinders From Fresh ConDocument12 pagesBS 1881-110 CONCRETE Making Test Cylinders From Fresh ConhajimakNo ratings yet
- BS 6093Document49 pagesBS 6093Pravas PadhihariNo ratings yet
- 2015 Bs 8500 Requirements Information SheetDocument2 pages2015 Bs 8500 Requirements Information SheetVipin Kumar ParasharNo ratings yet
- Elec SpecsDocument32 pagesElec SpecsjewdNo ratings yet
- BS 1881-113 1983 - Testing Concrete - Making & Curin No-Fines Test CubesDocument10 pagesBS 1881-113 1983 - Testing Concrete - Making & Curin No-Fines Test Cubesmykel_dpNo ratings yet
- Cyclone-Brochure PubDocument2 pagesCyclone-Brochure Pubsk lukoNo ratings yet
- British Standards and Codes of Practice For The Installation of Wall Floor TilesDocument13 pagesBritish Standards and Codes of Practice For The Installation of Wall Floor TilesmohammadNo ratings yet
- BS 1362 General Purpose Fuse Links For Domestic and Similar Purposes (Primarily For Use in Plugs)Document24 pagesBS 1362 General Purpose Fuse Links For Domestic and Similar Purposes (Primarily For Use in Plugs)Mohamed987No ratings yet
- D75 PDFDocument5 pagesD75 PDFMoslem AghapourNo ratings yet
- BS 12-1989Document8 pagesBS 12-1989U Thaung MyintNo ratings yet
- Shotcrete Boiled Water AbsorptionDocument6 pagesShotcrete Boiled Water AbsorptiondjajadjajaNo ratings yet
- Newton BS 8102 2022 Technical Paper Apr22Document19 pagesNewton BS 8102 2022 Technical Paper Apr22nandanaNo ratings yet
- BS 1091-1963 Pressed Steel Gutters Rainwater Pipes Fittings and AccessoriesDocument22 pagesBS 1091-1963 Pressed Steel Gutters Rainwater Pipes Fittings and AccessoriestienlamNo ratings yet
- BS 41-1973Document12 pagesBS 41-1973jasonNo ratings yet
- BS 5977-1 1981Document14 pagesBS 5977-1 1981saman2580100% (1)
- BS 00183-1972 (2000)Document12 pagesBS 00183-1972 (2000)Rachid TidjaniNo ratings yet
- Bi Metallic Corrosion PDFDocument34 pagesBi Metallic Corrosion PDFDerek OngNo ratings yet
- BS 6180-1995 Code of Practice For Barriers in and About Buildings PDFDocument36 pagesBS 6180-1995 Code of Practice For Barriers in and About Buildings PDFJeffery Liew100% (2)
- BS 873-1 - 1983 Road Traffic Signs and Internally Illuminated Bollards Methods of TestDocument26 pagesBS 873-1 - 1983 Road Traffic Signs and Internally Illuminated Bollards Methods of Testpaul reyesNo ratings yet
- BS 3604-2 - 1991 Steel Pipes and Tubes For Pressure Purposes Ferritic Alloy Steel With Specified ElevatedDocument24 pagesBS 3604-2 - 1991 Steel Pipes and Tubes For Pressure Purposes Ferritic Alloy Steel With Specified ElevatedtienlamNo ratings yet
- BS 1387-1985 Screwed and Socketed Steel Tubes and Tubulars and For Plain End Steel Tubes Suitable For Welding or For Screwing To BS 21 Pipe ThreadsDocument26 pagesBS 1387-1985 Screwed and Socketed Steel Tubes and Tubulars and For Plain End Steel Tubes Suitable For Welding or For Screwing To BS 21 Pipe ThreadstienlamNo ratings yet
- BS 143 & 1256 - 2000 PDFDocument30 pagesBS 143 & 1256 - 2000 PDFKristoffer Mossheden100% (1)
- BS 1710-1984 Indentification of Pipeines and ServicesDocument12 pagesBS 1710-1984 Indentification of Pipeines and ServicestienlamNo ratings yet
- BS 2871 Copper Tubes For Water-Gas-SanitationDocument18 pagesBS 2871 Copper Tubes For Water-Gas-SanitationtienlamNo ratings yet
- BS65Document26 pagesBS65Tim ChongNo ratings yet
- BS 65 - 1988 Vitrified Clay Pipes, Fittings, Joints and DuctsDocument20 pagesBS 65 - 1988 Vitrified Clay Pipes, Fittings, Joints and DuctstienlamNo ratings yet
- Sizing Criteria PDFDocument6 pagesSizing Criteria PDFAshwin DuhonarrainNo ratings yet
- Guidelines For Decentralised WW ManagementDocument50 pagesGuidelines For Decentralised WW ManagementVishal DuggalNo ratings yet
- BW Installation Guidev2 PDFDocument4 pagesBW Installation Guidev2 PDFtienlamNo ratings yet
- tcvn6434 2 2018Document17 pagestcvn6434 2 2018tienlamNo ratings yet
- A Guide For Users Of: Packaged Wastewater Treatment PlantsDocument11 pagesA Guide For Users Of: Packaged Wastewater Treatment PlantstienlamNo ratings yet
- BS 1091-1963 Pressed Steel Gutters Rainwater Pipes Fittings and AccessoriesDocument22 pagesBS 1091-1963 Pressed Steel Gutters Rainwater Pipes Fittings and AccessoriestienlamNo ratings yet
- National technical regulation on apartment buildingsDocument25 pagesNational technical regulation on apartment buildingstienlamNo ratings yet
- BSRIA - CFD GuidelinesDocument4 pagesBSRIA - CFD GuidelinestienlamNo ratings yet
- BW Desludging Rev2 PDFDocument4 pagesBW Desludging Rev2 PDFtienlamNo ratings yet
- tcvn6592 2 2009 PDFDocument246 pagestcvn6592 2 2009 PDFtienlamNo ratings yet
- BSRIA - Underfloor Heating GuideDocument49 pagesBSRIA - Underfloor Heating GuidetienlamNo ratings yet
- TCVN 6627-2-1-2010 PDFDocument84 pagesTCVN 6627-2-1-2010 PDFtienlamNo ratings yet
- tcvn6434 1 2018Document154 pagestcvn6434 1 2018tienlamNo ratings yet
- NFC 17 102Document66 pagesNFC 17 102Tang Ngoc Tuan Phuong0% (1)
- tcvn6592 2 2009 PDFDocument246 pagestcvn6592 2 2009 PDFtienlamNo ratings yet
- tcvn9358-2012 Noi Dat Cong Trinh Cong NghiepDocument52 pagestcvn9358-2012 Noi Dat Cong Trinh Cong NghieptienlamNo ratings yet
- 1SDC007101G0202 Abb Subest MT BTDocument42 pages1SDC007101G0202 Abb Subest MT BTCruz PorfirioNo ratings yet
- Ring Main Unit RMSYS 12 24kV 630ADocument12 pagesRing Main Unit RMSYS 12 24kV 630AtienlamNo ratings yet
- Bec 2018Document93 pagesBec 2018Free DomNo ratings yet
- TCVN 6627-2-1-2010 PDFDocument84 pagesTCVN 6627-2-1-2010 PDFtienlamNo ratings yet
- Bec 2015 PDFDocument84 pagesBec 2015 PDFJack SoNo ratings yet
- 4008-30TAG3 TPD2011E2 Nov2015Document5 pages4008-30TAG3 TPD2011E2 Nov2015tienlamNo ratings yet
- Stone Masonry SpecificationDocument4 pagesStone Masonry Specificationzy_11100% (1)
- Documents - Pub - Keeping The Resistance in Basf Dispersions Pigments Solutions and High QualityDocument24 pagesDocuments - Pub - Keeping The Resistance in Basf Dispersions Pigments Solutions and High QualityLong An ĐỗNo ratings yet
- Mechanical Properties of The AlSi10MnMg Alloy With A Different Content of Manganese and Magnesium Intended For Light Die-CastingDocument4 pagesMechanical Properties of The AlSi10MnMg Alloy With A Different Content of Manganese and Magnesium Intended For Light Die-CastingCarlos Augusto de Lara JrNo ratings yet
- 1 PB PDFDocument6 pages1 PB PDFSantoshNo ratings yet
- Method Statement of Road Construction Works - MBPJDocument6 pagesMethod Statement of Road Construction Works - MBPJUmaira ZainalNo ratings yet
- Astm A333 PDFDocument2 pagesAstm A333 PDFgaminNo ratings yet
- 01 Vetotop CL530 - 141221 JODocument2 pages01 Vetotop CL530 - 141221 JOassala HaddadNo ratings yet
- Rheywell Cables PumpsDocument12 pagesRheywell Cables PumpsMahmoud Al-SherbinyNo ratings yet
- Microstructure and Fatigue Resistance of Carburized Steels PDFDocument10 pagesMicrostructure and Fatigue Resistance of Carburized Steels PDFyh1.yuNo ratings yet
- Chemicals From Coal CokingDocument29 pagesChemicals From Coal CokingNatalia MayaNo ratings yet
- Pyinnyar Dagon Private SchoolDocument2 pagesPyinnyar Dagon Private SchoolYamin AungNo ratings yet
- Recovery of Hydrochloric Acid From Metal Pickling Solutions by Membrane DistillationDocument11 pagesRecovery of Hydrochloric Acid From Metal Pickling Solutions by Membrane DistillationFatemeh kazemiNo ratings yet
- 0620 w17 QP 22 PDFDocument16 pages0620 w17 QP 22 PDFyuke kristinaNo ratings yet
- Supercritical Power Generation-Experiences, Issues & ChallengesDocument85 pagesSupercritical Power Generation-Experiences, Issues & ChallengesVeda SiddharthNo ratings yet
- Synperonic-T-1301 TdsDocument1 pageSynperonic-T-1301 TdsLuigi NicoraNo ratings yet
- Vesta Keep Compounds Product Brochure 32 PagesDocument32 pagesVesta Keep Compounds Product Brochure 32 PagesMorkizgaNo ratings yet
- Formula WriterDocument1 pageFormula WriterswapnilNo ratings yet
- Installation Instruction & Owner'S Manual: Puredrop Reverse Osmosis Water Filter SystemsDocument20 pagesInstallation Instruction & Owner'S Manual: Puredrop Reverse Osmosis Water Filter SystemsTuyen TruongNo ratings yet
- Dyeing MachinesDocument12 pagesDyeing Machinestalha mehboobNo ratings yet
- Sample Purchase Specification For ClariflocculatorDocument1 pageSample Purchase Specification For Clariflocculatorcontactdevansh1174No ratings yet
- Suez (2018) - Reverse Osmosis Pretreatment of High Silica WatersDocument7 pagesSuez (2018) - Reverse Osmosis Pretreatment of High Silica WatersunconformistNo ratings yet
- Technical Features PETSEA RO SW-Y 60-80Document27 pagesTechnical Features PETSEA RO SW-Y 60-80Alexander100% (1)
- 6211 MetanoDocument3 pages6211 MetanoPenelope MeloNo ratings yet
- Pipe and fittings document layout guideDocument28 pagesPipe and fittings document layout guidemhreteabNo ratings yet
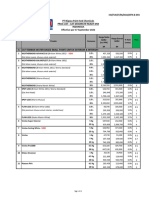
- PT Nipsea Paint and Chemicals Price List - Cat Dekoratif Ready Mix Indonesia Effective Per 17 September 2022Document12 pagesPT Nipsea Paint and Chemicals Price List - Cat Dekoratif Ready Mix Indonesia Effective Per 17 September 2022Ade Ihsan MaulanaNo ratings yet
- 29-01-2022 Saleesh Nattika-1Document10 pages29-01-2022 Saleesh Nattika-1Nidhin PDNo ratings yet
- Basic Materials, Tools and Processes For Arts and Design FormDocument85 pagesBasic Materials, Tools and Processes For Arts and Design FormHanna Clarisse BangayanNo ratings yet
- Japanning 103, Traditional Japanning, The BlacDocument8 pagesJapanning 103, Traditional Japanning, The BlacFredy Alvarez LucasNo ratings yet
- DFL E-25Document13 pagesDFL E-25Lea PesiganNo ratings yet
- Alumina - Aluminium Oxide - Al2O3 - A Refractory Ceramic OxideDocument6 pagesAlumina - Aluminium Oxide - Al2O3 - A Refractory Ceramic OxideZvonimir OpicNo ratings yet