You might also like
- Anderson, Wendell: School Dress Codes and Uniform PoliciesDocument6 pagesAnderson, Wendell: School Dress Codes and Uniform Policiesapi-296597803No ratings yet
- Characterization and Process Optimization of Indigo Dyed Cotton Denim Garments by Enzymatic WashDocument12 pagesCharacterization and Process Optimization of Indigo Dyed Cotton Denim Garments by Enzymatic Washrahmanshanto623No ratings yet
- Effect of Various Washing Process (PDFDrive) PDFDocument15 pagesEffect of Various Washing Process (PDFDrive) PDFrahmanshanto623No ratings yet
- Ijetae 0214 02Document5 pagesIjetae 0214 02Ajaysinh SolankiNo ratings yet
- Bleach Washing On DenimDocument4 pagesBleach Washing On DenimSabry AmorNo ratings yet
- Effects of Industrial Enzyme Wash On Denim Apparel CharacteristicsDocument3 pagesEffects of Industrial Enzyme Wash On Denim Apparel CharacteristicsTehseen MarwatNo ratings yet
- Effects of Biochemical Wash on Denim ApparelDocument9 pagesEffects of Biochemical Wash on Denim Apparelrahmanshanto623No ratings yet
- Advances in Denim Research: Crimson PublishersDocument7 pagesAdvances in Denim Research: Crimson Publishersavinashrai1No ratings yet
- Trouser Enzyme Finish TreatmentDocument12 pagesTrouser Enzyme Finish TreatmentvarunNo ratings yet
- Constituent, Formation and Growth of Cotton PlantDocument14 pagesConstituent, Formation and Growth of Cotton Plantweaam hamzaNo ratings yet
- 40Document5 pages40robel kassawNo ratings yet
- Antibacterial Activity and UV Protection PDFDocument6 pagesAntibacterial Activity and UV Protection PDFIrene PalorNo ratings yet
- Antimicrobial Finishing On Cotton Fabric With Mint Stem ExtractDocument8 pagesAntimicrobial Finishing On Cotton Fabric With Mint Stem ExtractMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Enzyme pretreatment vs singeing on cotton fabricDocument6 pagesEnzyme pretreatment vs singeing on cotton fabricmd.jewel ranaNo ratings yet
- Analysis of Physical Characteristics of BambooDocument5 pagesAnalysis of Physical Characteristics of BambooInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Antimicrobial Treatment On Cellulosic Fibre Using Agro Waste Lemon Peel 61a30ba579bfaDocument18 pagesAntimicrobial Treatment On Cellulosic Fibre Using Agro Waste Lemon Peel 61a30ba579bfaSunil TalekarNo ratings yet
- Effect of Antimicrobial Finish On Odor Control Properties of Apparel FabricDocument15 pagesEffect of Antimicrobial Finish On Odor Control Properties of Apparel FabricMây Long ThịNo ratings yet
- Properties of Modal Fabric After Formic Acid TreatmentDocument14 pagesProperties of Modal Fabric After Formic Acid TreatmentJEYAKODI MOSESNo ratings yet
- Effect of Surfactants On Enzymes Behaviour in Desizing ProcessDocument5 pagesEffect of Surfactants On Enzymes Behaviour in Desizing ProcessInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Innovation Spotlight: Advanced DenimDocument5 pagesInnovation Spotlight: Advanced DenimagnberbcNo ratings yet
- Fixation of Vitamin E Microcapsules On Dyed Cotton Fabrics Chemical Engineering JournalDocument6 pagesFixation of Vitamin E Microcapsules On Dyed Cotton Fabrics Chemical Engineering JournalTatjana BrankovićNo ratings yet
- Antibacterial Activity and Ultraviolet (UV) ProtectionDocument7 pagesAntibacterial Activity and Ultraviolet (UV) ProtectionHusna amalya MelatiNo ratings yet
- Ecofriendly Crease Resistant Finish andDocument8 pagesEcofriendly Crease Resistant Finish andSadia AfrinNo ratings yet
- 1s20s1878535217301818main 643031296467292Document11 pages1s20s1878535217301818main 643031296467292Golam Rabbi SagorNo ratings yet
- Wet II Presentation Group 3 Antimicrobial FinishDocument29 pagesWet II Presentation Group 3 Antimicrobial FinishZillur Rahman SaykatNo ratings yet
- Textile Technology: Cotton/Kenaf Fabrics: A Viable Natural FabricDocument11 pagesTextile Technology: Cotton/Kenaf Fabrics: A Viable Natural FabricskrunoslavNo ratings yet
- The Techniques and Processes of Denim WashingDocument17 pagesThe Techniques and Processes of Denim WashingSenthil Kumar100% (1)
- Thesis ProgresDocument18 pagesThesis ProgresAwoke TesfaNo ratings yet
- 2 Comfort and Mechanical Properties of PolyesterBamboo and PolyesterCotton BlendedDocument9 pages2 Comfort and Mechanical Properties of PolyesterBamboo and PolyesterCotton BlendedEngr Md. Nayemul IslamNo ratings yet
- Uptake and Retention of Essential Oils in Double Jersey Knitted FabricDocument12 pagesUptake and Retention of Essential Oils in Double Jersey Knitted FabricIJRASETPublicationsNo ratings yet
- MintaDocument18 pagesMintaAwoke TesfaNo ratings yet
- Analysis of Physical Characteristics of Bamboo FabricsDocument5 pagesAnalysis of Physical Characteristics of Bamboo FabricsesatjournalsNo ratings yet
- Denim Finishing With EnzymesDocument3 pagesDenim Finishing With Enzymesapi-26494555No ratings yet
- An Empirical Analysis of Sustainable DenDocument15 pagesAn Empirical Analysis of Sustainable DenEhsaas RifatNo ratings yet
- Nano Bubble Technology: A New Way To Sustainable Jeans FinishingDocument2 pagesNano Bubble Technology: A New Way To Sustainable Jeans FinishingElias KhalilNo ratings yet
- Teza Master Interesanta PDFDocument75 pagesTeza Master Interesanta PDFVasluianuNo ratings yet
- Development of Jute / Cotton Blended Garment For Winter Wear By: B. Sathish BabuDocument31 pagesDevelopment of Jute / Cotton Blended Garment For Winter Wear By: B. Sathish BabuAjaz Banna100% (1)
- UV Protective ClothingDocument10 pagesUV Protective ClothingSunil TalekarNo ratings yet
- Materials & Technologies Materials & Technologies For Green FashionDocument24 pagesMaterials & Technologies Materials & Technologies For Green FashionFaheem HassanNo ratings yet
- The Problem and Its BackgroundDocument10 pagesThe Problem and Its BackgroundJessica SaballeroNo ratings yet
- Textile Industry: An Introduction to Manufacturing ProcessesDocument35 pagesTextile Industry: An Introduction to Manufacturing Processes19BBI050 - Sneha.S.PNo ratings yet
- Presentation On BiotechDocument112 pagesPresentation On BiotechninuNo ratings yet
- Akbar 2017 IOP Conf. Ser.: Mater. Sci. Eng. 275 012029Document7 pagesAkbar 2017 IOP Conf. Ser.: Mater. Sci. Eng. 275 012029Junaid KhalidNo ratings yet
- Effect of Washing On Tensile StrengthDocument2 pagesEffect of Washing On Tensile StrengthMahbubor Rahman Julhazz100% (1)
- Eco Friendly Garment Finishes The Need of Hour For FashionDocument12 pagesEco Friendly Garment Finishes The Need of Hour For FashionAntotexNo ratings yet
- Vegetable Oils in Textile Finishing Applications: The Action Mode of Wrinkle-Reduction Sprays and Means For Analyzing Their PerformanceDocument12 pagesVegetable Oils in Textile Finishing Applications: The Action Mode of Wrinkle-Reduction Sprays and Means For Analyzing Their PerformanceShagun SinhaNo ratings yet
- Bozzetto Denim Finishing HandbookDocument56 pagesBozzetto Denim Finishing HandbookAbrar Hussain100% (1)
- Application of Chitosan and Herbal Nanocomposites To Develop Antibacterial Medical TextileDocument6 pagesApplication of Chitosan and Herbal Nanocomposites To Develop Antibacterial Medical Textileayush tripathiNo ratings yet
- Eco Friendly TextilesDocument7 pagesEco Friendly TextilesDjordjeNo ratings yet
- Trends in Bio-Processing of Textiles: A Review: Advanced Technologies 3 (2) (2014) 135-138Document4 pagesTrends in Bio-Processing of Textiles: A Review: Advanced Technologies 3 (2) (2014) 135-138AldinaNo ratings yet
- Textile Design XII PDFDocument91 pagesTextile Design XII PDFJoan OziaasNo ratings yet
- ChitosanDocument4 pagesChitosanPuneet SingalNo ratings yet
- polymers-14-04273-with-coverDocument18 pagespolymers-14-04273-with-coverAlejandra OyarceNo ratings yet
- Sustainable Processing in The Apparel Industry: BF Tech (Sem 3)Document16 pagesSustainable Processing in The Apparel Industry: BF Tech (Sem 3)Md. Hasan SheikhNo ratings yet
- Analysis of Mosquito Repellency in Different Types of Fabric and Further Application of Mosquito Repellent Finished FabricDocument9 pagesAnalysis of Mosquito Repellency in Different Types of Fabric and Further Application of Mosquito Repellent Finished FabricMd NurunnabiNo ratings yet
- PageNo 26-30Document6 pagesPageNo 26-30lpraveenkumar580No ratings yet
- Eco-Friendly Textiles ReviewDocument8 pagesEco-Friendly Textiles ReviewnahidNo ratings yet
- Sustainable FashionDocument4 pagesSustainable Fashionnguyenvana123No ratings yet
- ArticleDocument5 pagesArticleSamira NjifenjouNo ratings yet
- Abstract:: 2.1 Cotton Fiber For DenimDocument17 pagesAbstract:: 2.1 Cotton Fiber For DenimALI HAMIDNo ratings yet
- Sustainable Innovations in Textile Chemical ProcessesFrom EverandSustainable Innovations in Textile Chemical ProcessesNo ratings yet
- Levi S Casual Shirt Operation BreakdownDocument25 pagesLevi S Casual Shirt Operation BreakdownIshikaNo ratings yet
- Sabit Adanur - Handbook of Weaving-CRC Press (2000) PDFDocument427 pagesSabit Adanur - Handbook of Weaving-CRC Press (2000) PDFAnjani Deevi50% (2)
- Sabit Adanur - Handbook of Weaving-CRC Press (2000) PDFDocument427 pagesSabit Adanur - Handbook of Weaving-CRC Press (2000) PDFAnjani Deevi50% (2)
- Time Study Uses and ProcedureDocument14 pagesTime Study Uses and ProcedureIshikaNo ratings yet
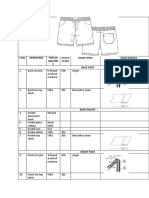
- Operation Breakdown of ShortsDocument3 pagesOperation Breakdown of ShortsIshikaNo ratings yet
- IE Jury Ishika MaluDocument16 pagesIE Jury Ishika MaluIshikaNo ratings yet
- Pattern Making Assignment-2 Specification Sheet: Bachelor'S of Fashion TechnologyDocument11 pagesPattern Making Assignment-2 Specification Sheet: Bachelor'S of Fashion TechnologyIshikaNo ratings yet
- According To Gaudiya Vaishnava LiteratureDocument15 pagesAccording To Gaudiya Vaishnava LiteratureIshikaNo ratings yet
- CHAPPERS MAMTA VAGHADIA GP May 2017Document72 pagesCHAPPERS MAMTA VAGHADIA GP May 2017IshikaNo ratings yet
- FGF Study MaterialDocument30 pagesFGF Study MaterialIshikaNo ratings yet
- Colorful Modern Geometric Construction ResumeDocument1 pageColorful Modern Geometric Construction ResumeIshikaNo ratings yet
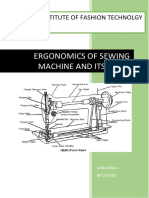
- Why Sewing MachineDocument17 pagesWhy Sewing MachineIshikaNo ratings yet
- Study of Ergonomics in Textile Industry: Nemailal TarafderDocument9 pagesStudy of Ergonomics in Textile Industry: Nemailal TarafderSAURAV KUMARNo ratings yet
- Two Piece Dress Block Bodice Back Size 10 / Scale 1:4 Two Piece Dress Block Bodice Front Size 10 / Scale 1:4Document1 pageTwo Piece Dress Block Bodice Back Size 10 / Scale 1:4 Two Piece Dress Block Bodice Front Size 10 / Scale 1:4IshikaNo ratings yet
- Renaissance Art and ScienceDocument14 pagesRenaissance Art and ScienceIshikaNo ratings yet
- I A M - F F D G: Solates Pplication of Ulti Unctional Inishes ON Enim ArmentsDocument9 pagesI A M - F F D G: Solates Pplication of Ulti Unctional Inishes ON Enim ArmentsIshikaNo ratings yet
- 5 LevisJFMM200484Document11 pages5 LevisJFMM200484Anamaria Mihaela SîrghiNo ratings yet
- Renaissance Art and ScienceDocument14 pagesRenaissance Art and ScienceIshikaNo ratings yet
- Brown Scrapbook Travel Square Photo BookDocument22 pagesBrown Scrapbook Travel Square Photo BookIshikaNo ratings yet
- IDM-DT GroupAssignment 1 D H IDocument46 pagesIDM-DT GroupAssignment 1 D H IIshikaNo ratings yet
- Brown Scrapbook Travel Square Photo BookDocument22 pagesBrown Scrapbook Travel Square Photo BookIshikaNo ratings yet
- Marketing of Fashion - BFTech PDF For StudentsDocument111 pagesMarketing of Fashion - BFTech PDF For StudentsIshikaNo ratings yet
- 5 LevisJFMM200484Document11 pages5 LevisJFMM200484Anamaria Mihaela SîrghiNo ratings yet
- 5 LevisJFMM200484Document11 pages5 LevisJFMM200484Anamaria Mihaela SîrghiNo ratings yet
- Colorful Modern Geometric Construction ResumeDocument1 pageColorful Modern Geometric Construction ResumeIshikaNo ratings yet
- Seam PuckeringDocument16 pagesSeam PuckeringIshika100% (2)
- Pass 2011Document6 pagesPass 2011Ara Grace M. MonsantoNo ratings yet
- Spme-2 Final AssignmentDocument30 pagesSpme-2 Final AssignmentIshikaNo ratings yet
- 02.properties or Characteristics of SeamDocument2 pages02.properties or Characteristics of SeamIshikaNo ratings yet
- Download Mystery Of Magic Paranormal Womens Fiction Midlife Demons And Demigods Book 8 Tia Didmon Victoria Crawford full chapterDocument67 pagesDownload Mystery Of Magic Paranormal Womens Fiction Midlife Demons And Demigods Book 8 Tia Didmon Victoria Crawford full chapteramanda.anderson744100% (6)
- Credentials of SpeakersDocument2 pagesCredentials of SpeakersAsdfgh JklNo ratings yet
- Coloring Book: Kid's Health & SafetyDocument16 pagesColoring Book: Kid's Health & SafetyGregoria ReyesNo ratings yet
- ALH Starter Wordlist U3Document3 pagesALH Starter Wordlist U3Phạm Minh AnhNo ratings yet
- DC Anh Van hk1 k9 2121 - 15122021102125Document15 pagesDC Anh Van hk1 k9 2121 - 15122021102125Duy HoangNo ratings yet
- Sensory strategies and support planDocument22 pagesSensory strategies and support planAyra Magpili100% (1)
- RP Pattern Patsy Party Dress Ladies US Letter PDFDocument99 pagesRP Pattern Patsy Party Dress Ladies US Letter PDFЕкатерина Ростова100% (5)
- @academic - Library (Jobs) PDFDocument617 pages@academic - Library (Jobs) PDFDefominvousNo ratings yet
- Fashion Hub: The Fifth Largest Producer of Man-Made FibersDocument4 pagesFashion Hub: The Fifth Largest Producer of Man-Made FibersriyqNo ratings yet
- Negro Palma - Chacarera Del ViolinDocument4 pagesNegro Palma - Chacarera Del Violinzabaletapizarrogabrieladolfo1No ratings yet
- A Night With The CeoDocument210 pagesA Night With The CeoMitchell Marapira MitchellNo ratings yet
- Fade 1Document1 pageFade 1Ahmed AkramNo ratings yet
- lastCleanException 20210811162850Document10 pageslastCleanException 20210811162850abbey LairdNo ratings yet
- Different Types of WallsDocument19 pagesDifferent Types of WallsVictoria Perena75% (4)
- Sarathi College and Auditorium Design ReportDocument20 pagesSarathi College and Auditorium Design Reportpathak99 99No ratings yet
- 4.5.1 Product Exam Practice QuestionsDocument27 pages4.5.1 Product Exam Practice QuestionsAmina Rakha HassanNo ratings yet
- Senior Project Essay From Fashion To Shein 1Document10 pagesSenior Project Essay From Fashion To Shein 1api-610232572No ratings yet
- Art Deco: Aayojan School of Architecture, Jaipur History of Architecture-3 Seminar Report OnDocument8 pagesArt Deco: Aayojan School of Architecture, Jaipur History of Architecture-3 Seminar Report OnKomal LakhyaniNo ratings yet
- Documento Sem TítuloDocument8 pagesDocumento Sem TítuloEuany AlexsandraNo ratings yet
- Grade 3 Fabric Arts Unit Plan Integrated With Social Studies Deanna PlestedDocument17 pagesGrade 3 Fabric Arts Unit Plan Integrated With Social Studies Deanna Plestedapi-266063796No ratings yet
- Knitting Process: Escorts Advanced Textiles Distributor of Dupont PakistanDocument57 pagesKnitting Process: Escorts Advanced Textiles Distributor of Dupont PakistanJazib YaseenNo ratings yet
- Business Plan - C&A ModeDocument24 pagesBusiness Plan - C&A ModeJay-Ron PapaNo ratings yet
- The Aga Khan University Human Resource Policies and ProceduresDocument2 pagesThe Aga Khan University Human Resource Policies and ProceduresFaizan QaisarNo ratings yet
- Mambo PDFDocument3 pagesMambo PDFlilbarikadabillsNo ratings yet
- In The Beginning There Was Light: Technique: Natural Level: ColorDocument1 pageIn The Beginning There Was Light: Technique: Natural Level: ColorLeo CabelosNo ratings yet
- Instituto Superior Tecnológico Simón Bolívar: Cadena VelascoDocument15 pagesInstituto Superior Tecnológico Simón Bolívar: Cadena VelascoSebastián CorreaNo ratings yet
- Garment Making Theory IIDocument3 pagesGarment Making Theory IIDiva EvaNo ratings yet
- Mannerism: Sidhant Tiku Anmol Bhandari Aastha Katyal Shauryaveer Singh Archishmaan Parkhi SinglaDocument37 pagesMannerism: Sidhant Tiku Anmol Bhandari Aastha Katyal Shauryaveer Singh Archishmaan Parkhi SinglaSonal SinghNo ratings yet
- The King and The BeggarDocument2 pagesThe King and The BeggarKiran Selvam JasvvinNo ratings yet