You might also like
- Contoh Final Year Report PoliteknikDocument54 pagesContoh Final Year Report PoliteknikSyfull musicNo ratings yet
- Welding GMAW Full ReportDocument12 pagesWelding GMAW Full ReportAE GNo ratings yet
- JF611 Manufacturing EconomyDocument8 pagesJF611 Manufacturing EconomyNuqmanKhanNo ratings yet
- Report MIG WeldingDocument12 pagesReport MIG Weldingyuwaraja0% (2)
- REPORT MILLING KUMPULAN 1 - Converted - by - AbcdpdfDocument11 pagesREPORT MILLING KUMPULAN 1 - Converted - by - AbcdpdfShahir Ikram NazriNo ratings yet
- Electro-Pneumatic Sequence ControlDocument4 pagesElectro-Pneumatic Sequence Controlshirleyna saraNo ratings yet
- Weekly Industrial Training Report Mohd Izzat - Week 1Document3 pagesWeekly Industrial Training Report Mohd Izzat - Week 1Izzat FakhriNo ratings yet
- KUIZ 1 Workshop TechnologyDocument1 pageKUIZ 1 Workshop TechnologyMohd Azizee Bin SukorNo ratings yet
- DJF 3012 - Manufacturing Workshop Practice 2Document7 pagesDJF 3012 - Manufacturing Workshop Practice 2Leeahna JkNo ratings yet
- Tudung Saji InovasiDocument4 pagesTudung Saji InovasiAly Rajaie Anna RusliNo ratings yet
- JJ512 Pneumatic PH 4 Lab SheetDocument4 pagesJJ512 Pneumatic PH 4 Lab SheetIjal HaizalNo ratings yet
- Report Latihan Industri (Nur Sabrina BT Enche Azhar 5A)Document39 pagesReport Latihan Industri (Nur Sabrina BT Enche Azhar 5A)Nur KarimaNo ratings yet
- Discuss How The Implementation of System Approach To Maintenance Practicing in Your OrganizationDocument3 pagesDiscuss How The Implementation of System Approach To Maintenance Practicing in Your Organization2cekal100% (1)
- Sociology (Lib420) Topic 1Document48 pagesSociology (Lib420) Topic 1Fahmi Ab RahmanNo ratings yet
- Report Industrial ManagementDocument21 pagesReport Industrial Managementasyraf arasNo ratings yet
- CONTOH CoCU 5Document6 pagesCONTOH CoCU 5Ekhwan RahimNo ratings yet
- Hirarc Intro Practical 1Document2 pagesHirarc Intro Practical 1izzat ezmanNo ratings yet
- Handbook JKM Mac 2021 Complete - CompressedDocument130 pagesHandbook JKM Mac 2021 Complete - CompressedSeekNo ratings yet
- Business Plan Report (Corrected)Document4 pagesBusiness Plan Report (Corrected)gd940131No ratings yet
- K18-01-60 Mechanical Draughting Services Departmental Management Assistance PDFDocument115 pagesK18-01-60 Mechanical Draughting Services Departmental Management Assistance PDFFatin Aishah RoslanNo ratings yet
- KSKV Teknologi Pembinaan Sem1 Hingga Sem4Document215 pagesKSKV Teknologi Pembinaan Sem1 Hingga Sem4Muhd Muhd Hasif100% (1)
- BCT 604 Task 1 Sharifah Nur Atiqah (2020963365) Ap256 5aDocument11 pagesBCT 604 Task 1 Sharifah Nur Atiqah (2020963365) Ap256 5asharifah atiqahNo ratings yet
- Skop Kerja / Peranan Dan Tanggungjawab CalonDocument2 pagesSkop Kerja / Peranan Dan Tanggungjawab CalonHaziq Aiman100% (2)
- MIG Welding MachineDocument7 pagesMIG Welding MachineSAATISH0% (1)
- Mini Dryer Project ProposalDocument24 pagesMini Dryer Project ProposalImfarosha Emma100% (1)
- RES 551 (B) : Conventional TechniqueDocument16 pagesRES 551 (B) : Conventional TechniqueNURAIN HANIS BINTI ARIFFNo ratings yet
- Student Industrial TrainingDocument58 pagesStudent Industrial Trainingafiq aimanNo ratings yet
- DJJ 10033-Chapter 6 NewDocument43 pagesDJJ 10033-Chapter 6 NewAbbas SeuNo ratings yet
- Silibus Sem 1 - Sem 3 A17Document139 pagesSilibus Sem 1 - Sem 3 A17Hariq Hann0% (1)
- Machining Report 1 MillingDocument34 pagesMachining Report 1 Millingمحمد طه100% (1)
- Product Design SpecificationDocument2 pagesProduct Design SpecificationCharlie100% (1)
- Prepared By:: AS120 Faculty of Applied Science, Uitm TapahDocument59 pagesPrepared By:: AS120 Faculty of Applied Science, Uitm TapahHaizmeer BonzieNo ratings yet
- AbstractDocument16 pagesAbstractPrakhashNo ratings yet
- Engineers Address Society's Critical ChallengesDocument3 pagesEngineers Address Society's Critical ChallengesMark Niño MagdayoNo ratings yet
- Sistem Kapitalisme, SosiolaismeDocument20 pagesSistem Kapitalisme, SosiolaismeSha SmileNo ratings yet
- Automatic Stamping MachineDocument17 pagesAutomatic Stamping Machineanand pujari100% (1)
- Report CadcamDocument9 pagesReport CadcamAmirul ZulfadhliNo ratings yet
- FYP Proporsal AfterDocument25 pagesFYP Proporsal AfteraunngageNo ratings yet
- Islamic Studies - Case StudyDocument49 pagesIslamic Studies - Case StudyAliana RosuriNo ratings yet
- Chapter 5.1Document18 pagesChapter 5.1روسيده بت محمد سعدNo ratings yet
- Personal Statement - My Health ConditionDocument4 pagesPersonal Statement - My Health Conditionnur syazwani abdul latifNo ratings yet
- MGT269Document4 pagesMGT269sheanietin176No ratings yet
- The Collapse Stadium Roof Pindaan 1 (Sebab Dan Kesan Runtuh Bumbung) UitmDocument36 pagesThe Collapse Stadium Roof Pindaan 1 (Sebab Dan Kesan Runtuh Bumbung) Uitmأمير صفوان95% (20)
- Log Book Project FYP (Politeknik Port Dickson)Document2 pagesLog Book Project FYP (Politeknik Port Dickson)Hafiz Makise0% (1)
- Report Lab 2Document6 pagesReport Lab 2Adid Punya0% (1)
- Bearing: Service Manual MaintenanceDocument9 pagesBearing: Service Manual MaintenanceNazira NassNo ratings yet
- Principle Management: Muhiyuddin Fattah Nurul Fateha Siti Nuzha Puteri Nur Asyikin Siti HawaDocument23 pagesPrinciple Management: Muhiyuddin Fattah Nurul Fateha Siti Nuzha Puteri Nur Asyikin Siti HawaMerah Princess Dieys0% (1)
- ITS410 - Final Project ReportDocument39 pagesITS410 - Final Project ReportNabilah Musri98100% (1)
- Questionnaire Unpaid InternshipDocument2 pagesQuestionnaire Unpaid Internshipsonal sonalNo ratings yet
- Velocity and Acceleration Lab Result (Car Ramp)Document3 pagesVelocity and Acceleration Lab Result (Car Ramp)Ugur ASİT60% (5)
- Res654 - Lecture 1Document37 pagesRes654 - Lecture 1Nor'ain Abdul azizNo ratings yet
- Asm654 Test Revision Muhammad HanafiDocument4 pagesAsm654 Test Revision Muhammad Hanafimuhd fadhliNo ratings yet
- Nota Kursus M&E - K4Document9 pagesNota Kursus M&E - K4Mckenzie Calixtus0% (1)
- Bab 1 - Pengenalan: 1.1 Objektif Latihan IndustriDocument15 pagesBab 1 - Pengenalan: 1.1 Objektif Latihan Industriamirul rezzaNo ratings yet
- DJJ 6162 Case StudyDocument48 pagesDJJ 6162 Case StudyMunisprasad MuniandyNo ratings yet
- Mechanical Engineering Department: Djj3053 - Engineering Mechanics Lab: Velocity and AccelerationDocument8 pagesMechanical Engineering Department: Djj3053 - Engineering Mechanics Lab: Velocity and AccelerationMuhd AriffNo ratings yet
- Final Report FypDocument49 pagesFinal Report FypthaqifNo ratings yet
- Intra July 2020 - Report - Mohd Izzy Hafeez Bin EddyDocument74 pagesIntra July 2020 - Report - Mohd Izzy Hafeez Bin Eddysharifah atiqahNo ratings yet
- Engineering Students' Project DocumentationDocument7 pagesEngineering Students' Project Documentationoroke mkpuma felixNo ratings yet
- Complete Report On ConstructionDocument60 pagesComplete Report On ConstructionTouseef IjazNo ratings yet
- Learn French greetings, goodbyes and pleasantriesDocument3 pagesLearn French greetings, goodbyes and pleasantriesMohd Hafizan ZahariNo ratings yet
- Hidden Divergence ExplanationDocument6 pagesHidden Divergence Explanationrootkid166No ratings yet
- Assignment Promotional VideoDocument1 pageAssignment Promotional VideoMohd Hafizan ZahariNo ratings yet
- MyRubric Fashionshow Fev 2017Document5 pagesMyRubric Fashionshow Fev 2017Mohd Hafizan ZahariNo ratings yet
- Visual TestDocument5 pagesVisual TestMohd Hafizan ZahariNo ratings yet
- Welding Considerations With Hot Dip Galvanized Steel PDFDocument13 pagesWelding Considerations With Hot Dip Galvanized Steel PDFMohd Hafizan ZahariNo ratings yet
- FestivalDocument3 pagesFestivalMohd Hafizan ZahariNo ratings yet
- Autocad 2011Document1 pageAutocad 2011archintdesignsNo ratings yet
- Book Exercise: Blueprint Reading & SymbolDocument13 pagesBook Exercise: Blueprint Reading & SymbolMohd Hafizan ZahariNo ratings yet
- Ws 4Document1 pageWs 4Mohd Hafizan ZahariNo ratings yet
- Hye Asalamualikum and Good MorningDocument3 pagesHye Asalamualikum and Good MorningMohd Hafizan ZahariNo ratings yet
- Autocad 2011Document1 pageAutocad 2011archintdesignsNo ratings yet
- Structural Steel Welding - Semih Genculu, P.EDocument18 pagesStructural Steel Welding - Semih Genculu, P.ErobersasmitaNo ratings yet
- I. Working Principle: 2. Shielded Arc Welding FcawDocument7 pagesI. Working Principle: 2. Shielded Arc Welding FcawMohd Hafizan ZahariNo ratings yet
- Welding PositionDocument6 pagesWelding Positionenels77No ratings yet
- Shielded Arc WeldingDocument10 pagesShielded Arc WeldingMohd Hafizan ZahariNo ratings yet
- Thread AcmeDocument14 pagesThread AcmeMohd Hafizan ZahariNo ratings yet
- Universiti Kuala Lumpur Malaysia France Institute: Final Examination January 2015 SemesterDocument12 pagesUniversiti Kuala Lumpur Malaysia France Institute: Final Examination January 2015 SemesterMohd Hafizan ZahariNo ratings yet
- 21 Candlestick Patterns Every Trader Should KnowDocument83 pages21 Candlestick Patterns Every Trader Should KnowAlex Dela RosaNo ratings yet
- TS TutorialDocument40 pagesTS TutorialMohd Hafizan ZahariNo ratings yet
- Fabrication and Welding Engineering - Google BooksDocument1 pageFabrication and Welding Engineering - Google BooksMohd Hafizan ZahariNo ratings yet
- Cara Hidup PDFDocument1 pageCara Hidup PDFMohd Hafizan ZahariNo ratings yet
- Tube & TubeDocument1 pageTube & TubeMohd Hafizan ZahariNo ratings yet
- Brass Specs PDFDocument2 pagesBrass Specs PDFNarendra JainNo ratings yet
- Is 1570 4 1988 PDFDocument16 pagesIs 1570 4 1988 PDFArvind KumarNo ratings yet
- FinalCBFitterNSQF201504082015 PDFDocument65 pagesFinalCBFitterNSQF201504082015 PDFdeep72No ratings yet
- Piston ManufacturingDocument33 pagesPiston ManufacturingalawyNo ratings yet
- Pune MIDCDocument36 pagesPune MIDCAvik Sarkar100% (2)
- Type of Company Ownership:: Forging ProcessDocument17 pagesType of Company Ownership:: Forging Processsureshkumar silvernitz100% (1)
- Business DirectoryDocument8 pagesBusiness Directoryaries20060% (1)
- Schuler ForjamentoDocument64 pagesSchuler ForjamentoLuig ZattaNo ratings yet
- Exporters in GZBDocument5 pagesExporters in GZBkesarwani7346No ratings yet
- MsterDocument361 pagesMstertino higaNo ratings yet
- The Influence of Forge Reduction Ratio On The Tensile Properties of AISI 321 Stainless SteelDocument4 pagesThe Influence of Forge Reduction Ratio On The Tensile Properties of AISI 321 Stainless SteelHardRockDiskNo ratings yet
- SB-462 - ASME BPVC 2021 Sección II Part BDocument6 pagesSB-462 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- Chapter 4-Bulk Deformation ProcessesDocument38 pagesChapter 4-Bulk Deformation ProcessesG. Dancer GhNo ratings yet
- Optical Brinell Hardness Tester: Manual at Rs 95000/-Electrical at Rs 165000/ - Product DetailsDocument1 pageOptical Brinell Hardness Tester: Manual at Rs 95000/-Electrical at Rs 165000/ - Product DetailsAshish VermaNo ratings yet
- Asme Section II A Sa-336 Sa-336mDocument10 pagesAsme Section II A Sa-336 Sa-336mAnonymous GhPzn1xNo ratings yet
- Wa Btec Freight CatalogDocument68 pagesWa Btec Freight CatalogAntonnione Franco LeoneNo ratings yet
- Forming Basics For ClasssDocument63 pagesForming Basics For ClasssMetalAnand ChelliahNo ratings yet
- Aerospace Engineering, PG. Scholar (Aero), PG. Scholar (Aero), MLR Institute of Technology, Hyderabad, IndiaDocument8 pagesAerospace Engineering, PG. Scholar (Aero), PG. Scholar (Aero), MLR Institute of Technology, Hyderabad, IndiaMasoud doskiNo ratings yet
- Catalogue Cen TC 132 November 2017 PDFDocument32 pagesCatalogue Cen TC 132 November 2017 PDFСтанислав ПодольскийNo ratings yet
- GE1452 Process Planning and Cost EstimationDocument7 pagesGE1452 Process Planning and Cost EstimationK.ThiruvasagamoorthyNo ratings yet
- Facts About ScissorsDocument10 pagesFacts About ScissorsRoberto TsoNo ratings yet
- انتاج ٢Document9 pagesانتاج ٢khaledfarrag281No ratings yet
- Viva Q& ADocument12 pagesViva Q& AZaky MuzaffarNo ratings yet
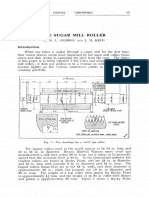
- The Sugar Mill Roller: BV R. I,. Geokge MDocument9 pagesThe Sugar Mill Roller: BV R. I,. Geokge MuksrajNo ratings yet
- Quench Press ProcessDocument6 pagesQuench Press ProcessLORENZO GOMEZNo ratings yet
- Summer Training PresentationDocument22 pagesSummer Training PresentationAreeb SirajNo ratings yet
- 4b Braime Forged Chains Catalogue PDFDocument5 pages4b Braime Forged Chains Catalogue PDFBassem Ben FrajNo ratings yet
- Block Foundation PDFDocument13 pagesBlock Foundation PDFAnindit MajumderNo ratings yet
- Carbon Steel Billets, Blooms, Slabs and Bars For ForgingsDocument9 pagesCarbon Steel Billets, Blooms, Slabs and Bars For ForgingsHizkia Yarden SinagaNo ratings yet
- Factors Considered For The Tooling Decision On Derive The Process ParameterDocument2 pagesFactors Considered For The Tooling Decision On Derive The Process ParameterMithun RajNo ratings yet
- The Long Hangover: Putin's New Russia and the Ghosts of the PastFrom EverandThe Long Hangover: Putin's New Russia and the Ghosts of the PastRating: 4.5 out of 5 stars4.5/5 (76)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- Reciprocating Compressors:: Operation and MaintenanceFrom EverandReciprocating Compressors:: Operation and MaintenanceRating: 4 out of 5 stars4/5 (7)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)