You might also like
- TIG ZavarivanjeDocument29 pagesTIG ZavarivanjeIvan Ostojić100% (2)
- SRPS en Iso 3834-1Document21 pagesSRPS en Iso 3834-1sajsigalomaNo ratings yet
- TIG Zavarivanje Korak Po KorakDocument6 pagesTIG Zavarivanje Korak Po Korak03dha0430No ratings yet
- Zavarivanje Niskolegiranih Čelika - CevovodaDocument37 pagesZavarivanje Niskolegiranih Čelika - CevovodaRadomirovic MiladinNo ratings yet
- 6.nastajanje I Vrste Strugotine PDFDocument20 pages6.nastajanje I Vrste Strugotine PDFHusein Lagumdzija100% (1)
- Saveti Za Rel Zavarivanje Obloženom ElektrodomDocument17 pagesSaveti Za Rel Zavarivanje Obloženom ElektrodomVladan TimotijevicNo ratings yet
- 1.9. Ručno Elektrolučno Zavarivanje PDFDocument32 pages1.9. Ručno Elektrolučno Zavarivanje PDFLekovic Marko100% (1)
- Nerazdvojivi SpojeviDocument20 pagesNerazdvojivi SpojeviMcLemi0% (1)
- Zavarivanje AluminijumaDocument4 pagesZavarivanje Aluminijumadaaaa86hotmail.comNo ratings yet
- 19 Nikal I Legure Na Bazi NiklaDocument6 pages19 Nikal I Legure Na Bazi NiklaDado Maja ArseninNo ratings yet
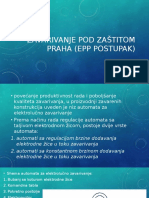
- Zavarivanje Pod Zaštitom Praha (EPP Postupak)Document14 pagesZavarivanje Pod Zaštitom Praha (EPP Postupak)Camila CabelloNo ratings yet
- 2 Specijalni Postupci ZavarivanjaDocument6 pages2 Specijalni Postupci ZavarivanjaPopa92No ratings yet
- 16 Tvrdo I Meko LemljenjeDocument13 pages16 Tvrdo I Meko LemljenjeDado Maja Arsenin100% (1)
- TIG ZavarivanjeDocument51 pagesTIG ZavarivanjeivanNo ratings yet
- Izrada FrulaDocument4 pagesIzrada FrulaKenneth NelsonNo ratings yet
- Elektrohemijska Obrada (Ecm)Document21 pagesElektrohemijska Obrada (Ecm)Merima Cahtarevic100% (1)
- p91 ZavarivanjeDocument10 pagesp91 ZavarivanjeBudrovac DamirNo ratings yet
- Livena Gvožđa I Čelični LivDocument19 pagesLivena Gvožđa I Čelični LivAnonymous umabEI6No ratings yet
- Zavarivanje Gusa - Sivog LivaDocument25 pagesZavarivanje Gusa - Sivog LivaHerman Hese0% (1)
- Defekti Kristalne ResetkeDocument35 pagesDefekti Kristalne ResetkeDragan Adamovic100% (1)
- Greske Na OdlivcimaDocument23 pagesGreske Na Odlivcimadarcho1100% (4)
- Određivanje Mesta Kvara Na KabluDocument5 pagesOdređivanje Mesta Kvara Na KabluHaker Hakercic75% (4)
- Izbor Aparata Za ZavarivanjeDocument10 pagesIzbor Aparata Za ZavarivanjeStanislav Zornjan100% (1)
- Šeme Parnog Grejanja U Privatnoj Kući. Šema Parnog Grijanja - Razumije Princip Rada I UređajaDocument64 pagesŠeme Parnog Grejanja U Privatnoj Kući. Šema Parnog Grijanja - Razumije Princip Rada I UređajasedgehammerNo ratings yet
- Veš Mašina - Gorenje 40089Document28 pagesVeš Mašina - Gorenje 40089Pavlina Mihajlenko100% (1)
- КУЋНЕ ЕЛЕКТРИЧНЕ ИНСТАЛАЦИЈЕDocument7 pagesКУЋНЕ ЕЛЕКТРИЧНЕ ИНСТАЛАЦИЈЕdaniloaksicNo ratings yet
- 006 - Заварени спојевиDocument52 pages006 - Заварени спојевиsortehnoart100% (1)
- Vgs 24 S Serbian Manual PDFDocument35 pagesVgs 24 S Serbian Manual PDFmilosNo ratings yet
- Livenje 2010Document22 pagesLivenje 2010Dragan Adamovic0% (1)
- 2.6. Pojava Prslina U Zavarenim SpojevimaDocument14 pages2.6. Pojava Prslina U Zavarenim SpojevimaDado Maja ArseninNo ratings yet
- 4.tehnologija OdrzavanjaDocument37 pages4.tehnologija OdrzavanjaEmaNo ratings yet
- Srps en 10079Document48 pagesSrps en 10079Rajlić ZoranNo ratings yet
- Obrada RezanjemDocument57 pagesObrada Rezanjemmestasos7089100% (3)
- Seminarski Rad - Rucna DizalicaDocument11 pagesSeminarski Rad - Rucna DizalicaMilan Cosic100% (1)
- Zadaci Iz Hidraulike I PneumatikeDocument18 pagesZadaci Iz Hidraulike I PneumatikeIvan SimicNo ratings yet
- Bergen Sirius 26 - Uputstvo Za UpotrebuDocument16 pagesBergen Sirius 26 - Uputstvo Za Upotrebusima kockarNo ratings yet
- Kombinirka MIODocument1 pageKombinirka MIOpopaykoNo ratings yet
- ZavarivanjeDocument127 pagesZavarivanjeJoković Zika100% (1)
- Konstruisanje PrenosnikaDocument32 pagesKonstruisanje PrenosnikamarkomehaNo ratings yet
- 4.3 Zaostali Naponi I Deformacije Od ZavarivanjaDocument28 pages4.3 Zaostali Naponi I Deformacije Od ZavarivanjaDado Maja Arsenin100% (2)
- CO2 ZavarivanjeDocument33 pagesCO2 Zavarivanjepetar_petrov112100% (1)
- Strugarska ObradaDocument13 pagesStrugarska ObradaJelena VićentijevićNo ratings yet
- Masinski Elementi 2 - Predavanje 5Document19 pagesMasinski Elementi 2 - Predavanje 5Огњен ГроздановићNo ratings yet
- Kontrola Kvaliteta ZavaraDocument59 pagesKontrola Kvaliteta Zavarazafirko251100% (3)
- Celulozne ElektrodeDocument3 pagesCelulozne ElektrodeZeljko RisticNo ratings yet
- ZavarivanjeDocument1 pageZavarivanjebez_180210559No ratings yet
- Zavarivanje 2015Document50 pagesZavarivanje 2015Paolo FerjančićNo ratings yet
- Elektrootporsko Tackasto ZavarivanjeDocument18 pagesElektrootporsko Tackasto ZavarivanjeDragan AdamovicNo ratings yet
- Racno ElektrolacnoDocument47 pagesRacno ElektrolacnoNikola VeleskiNo ratings yet
- ZAVARIVANJEDocument21 pagesZAVARIVANJElazar_nisNo ratings yet
- 3 RelDocument13 pages3 Relvarta baterijaNo ratings yet
- Kako Podesiti MIG AparatDocument2 pagesKako Podesiti MIG Aparatsssf-dobojNo ratings yet
- 1.10. Epp PDFDocument25 pages1.10. Epp PDFLekovic MarkoNo ratings yet
- Maturski Rad BojanDocument17 pagesMaturski Rad BojanFilipFilipNo ratings yet
- Rezimi CO2 ZavarivanjaDocument8 pagesRezimi CO2 ZavarivanjaVladan PetrovićNo ratings yet
- 1.8.2. Punjena Žica PDFDocument7 pages1.8.2. Punjena Žica PDFLekovic MarkoNo ratings yet
- Zavareni-Spojevi 0Document5 pagesZavareni-Spojevi 0blizanacNo ratings yet
- Elektrolučno Zavarivanje U Zaštiti Gasa (Plina)Document46 pagesElektrolučno Zavarivanje U Zaštiti Gasa (Plina)Husein LagumdzijaNo ratings yet
- 45.ciljevi I Važnost AtestacijeDocument21 pages45.ciljevi I Važnost AtestacijeHusein LagumdzijaNo ratings yet
- Uređaji Za Hlađenje MotoraDocument30 pagesUređaji Za Hlađenje MotoraHusein LagumdzijaNo ratings yet
- Uređaji Za Hlađenje MotoraDocument30 pagesUređaji Za Hlađenje MotoraHusein LagumdzijaNo ratings yet
- Kinematika MAŠINA ALATKIDocument20 pagesKinematika MAŠINA ALATKIHusein LagumdzijaNo ratings yet
- Inukcioni Kalem (Bobina)Document2 pagesInukcioni Kalem (Bobina)Husein LagumdzijaNo ratings yet
- Oprema Za Varenje I Lemljenje PDFDocument64 pagesOprema Za Varenje I Lemljenje PDFHusein LagumdzijaNo ratings yet