You might also like
- Statistical Process Control Study: Data CollectionDocument2 pagesStatistical Process Control Study: Data CollectionpraagthishNo ratings yet
- Gage RRDocument2 pagesGage RREdward_Dane_Bo_5933No ratings yet
- CTP - Truking FillingDocument12 pagesCTP - Truking FillingfahadNo ratings yet
- Universal OD Grinding - No PlanDocument1 pageUniversal OD Grinding - No PlanAzhar ImamNo ratings yet
- Scorecard WorksheetDocument1 pageScorecard WorksheetroderickeclarkNo ratings yet
- TIEMPO (Min) Precipitación (Pulg) Conversion A MMDocument6 pagesTIEMPO (Min) Precipitación (Pulg) Conversion A MMesneider pinto lopezNo ratings yet
- Grinding Cost Calculation - Summary: Annual Production Quantity Annual Consumption - QuantityDocument6 pagesGrinding Cost Calculation - Summary: Annual Production Quantity Annual Consumption - QuantitynanthaidNo ratings yet
- Gauge R & R Data SheetDocument2 pagesGauge R & R Data SheetsachinNo ratings yet
- CA-T-7 DLS Report Format - Thermoplastic SystemDocument1 pageCA-T-7 DLS Report Format - Thermoplastic SystemSam WanneNo ratings yet
- Form Monitoring E2E Motoris 7 AGUSTUS 2021Document5 pagesForm Monitoring E2E Motoris 7 AGUSTUS 2021randaNo ratings yet
- BOD CalculatorDocument2 pagesBOD CalculatorOsama Shaheen RizviNo ratings yet
- BLANKS: Checks The BOD Water & BOD Bottles: NotesDocument2 pagesBLANKS: Checks The BOD Water & BOD Bottles: NotesPaaahMullerNo ratings yet
- Iac WI-MS-C005Document7 pagesIac WI-MS-C005Setthawoot ChaiwisetNo ratings yet
- PRODUCT UV-Vis TEMPLATE v.1.2Document798 pagesPRODUCT UV-Vis TEMPLATE v.1.2JavierNo ratings yet
- GST 3b Utility Maharashtra NewDocument14 pagesGST 3b Utility Maharashtra NewSHAILESH VIPATNo ratings yet
- R01-Production ReportDocument1 pageR01-Production ReportISO CERTIFICATION-ROHSNo ratings yet
- Detailed Log ExampleDocument23 pagesDetailed Log ExampleAsh PeacockNo ratings yet
- PSV Force Calculation SheetDocument4 pagesPSV Force Calculation SheetHamza HashimNo ratings yet
- Template For Economic Analysis of M/M/s Queueing Model: Data Results Range Name CellsDocument1 pageTemplate For Economic Analysis of M/M/s Queueing Model: Data Results Range Name CellsGautham KNo ratings yet
- Ch. 8 Quality Template 2006Document21 pagesCh. 8 Quality Template 2006Satrio WibowoNo ratings yet
- De-Coupling Philosophy Calculation SheetDocument1 pageDe-Coupling Philosophy Calculation SheetCivil StructureNo ratings yet
- AccuThread CPH 0309Document1 pageAccuThread CPH 0309Angel Adan Llamas YañezNo ratings yet
- Design of Unsymmetrical I-Section (Balanced Design)Document240 pagesDesign of Unsymmetrical I-Section (Balanced Design)Jeo Ronel GayoNo ratings yet
- Outside Micrometer Calibration Record SheetDocument1 pageOutside Micrometer Calibration Record SheetSeleccion Tecnico Industrial0% (1)
- TS 0071Document1 pageTS 0071Seleccion Tecnico IndustrialNo ratings yet
- TS 0071Document1 pageTS 0071Coop StElzearNo ratings yet
- Form Monitoring E2E Motoris 4 AGUSTUS 2021Document5 pagesForm Monitoring E2E Motoris 4 AGUSTUS 2021randaNo ratings yet
- Utk Sales Laporan Kunjungan Harian SalesDocument1 pageUtk Sales Laporan Kunjungan Harian SalesNurma YusnitaNo ratings yet
- Utk Sales Laporan Kunjungan Harian SalesDocument1 pageUtk Sales Laporan Kunjungan Harian SalesDwi WulandariNo ratings yet
- Module 3 FormulaDocument7 pagesModule 3 FormulaAlyanna AlcantaraNo ratings yet
- Module 3 FormulaDocument7 pagesModule 3 FormulaAlyanna AlcantaraNo ratings yet
- Copie de Essai Plaque BambeyDocument1 pageCopie de Essai Plaque Bambeylisa grossNo ratings yet
- Coarse Aggregates AnalysisDocument1 pageCoarse Aggregates Analysisnickie2611No ratings yet
- Grid Independence StudyDocument6 pagesGrid Independence StudyJyothishkumar M100% (1)
- Battery Calculation For VESDA Laser Detectors: (C) 2003 Vision Fire and SecurityDocument4 pagesBattery Calculation For VESDA Laser Detectors: (C) 2003 Vision Fire and SecurityHariNo ratings yet
- Calculo Tensores. DefinitivoDocument28 pagesCalculo Tensores. Definitivotobias daniel valdes caiñaNo ratings yet
- Z20 Disturbance Sensor Calculator V3.0Document1 pageZ20 Disturbance Sensor Calculator V3.0bsdygswdywNo ratings yet
- D Met Test Port - 00Document5 pagesD Met Test Port - 00HARINo ratings yet
- R and R ProtocolDocument24 pagesR and R ProtocolplumecoqNo ratings yet
- Report of Calibration Results FurnaceDocument4 pagesReport of Calibration Results FurnaceJesika Andilia Setya WardaniNo ratings yet
- Pengolahan Nilai Rapor KMDocument2 pagesPengolahan Nilai Rapor KMErapor smkn2No ratings yet
- ACDC Dyn Solar CalculatorDocument5 pagesACDC Dyn Solar CalculatorimamtaNo ratings yet
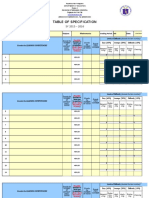
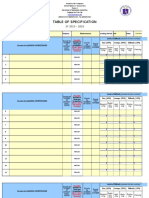
- Table of Specification: Grade: 11 Subject: Mathematics DateDocument9 pagesTable of Specification: Grade: 11 Subject: Mathematics DateOnang CamatNo ratings yet
- Homework For Aarti DrugsDocument18 pagesHomework For Aarti DrugsVipul AgrawalNo ratings yet
- Dengan Menggunakan Multimin Ringkasan Hasil Analisis PetrofisikaDocument13 pagesDengan Menggunakan Multimin Ringkasan Hasil Analisis PetrofisikaMeulana Fajariadi VicadimasNo ratings yet
- Adobe Scan 12 Sep 2023Document1 pageAdobe Scan 12 Sep 2023salebratoNo ratings yet
- Unit Cost Analysis As of April 2003: Sub Total (Materials)Document42 pagesUnit Cost Analysis As of April 2003: Sub Total (Materials)mymian1315No ratings yet
- Process Capability Study Blank FormDocument8 pagesProcess Capability Study Blank FormWellington SanchesNo ratings yet
- Field Leak Estimator en v1.3Document41 pagesField Leak Estimator en v1.3Nicola SorbiNo ratings yet
- Section Shifter 3 4 - 7709Document2 pagesSection Shifter 3 4 - 7709piyushNo ratings yet
- Analog Modules: SiemensDocument8 pagesAnalog Modules: SiemensSofiane Benseghir100% (1)
- Gys-3753-22 R03Document25 pagesGys-3753-22 R03Piero Edinson Santana FelicianoNo ratings yet
- No I. Pejabat Penilai NO: 1 Nama 1 2 Nip 2 3 Pangkat/Gol - Ruang 3 4 Jabatan 4 5 Unit Kerja 5Document2 pagesNo I. Pejabat Penilai NO: 1 Nama 1 2 Nip 2 3 Pangkat/Gol - Ruang 3 4 Jabatan 4 5 Unit Kerja 5Faizal RachmanNo ratings yet
- Table of Specification: Grade: 11 Subject: Mathematics DateDocument9 pagesTable of Specification: Grade: 11 Subject: Mathematics DateNatzeul Ashley GraceNo ratings yet
- Table of Specification: Grade: 11 Subject: Mathematics DateDocument9 pagesTable of Specification: Grade: 11 Subject: Mathematics DateDolly121000No ratings yet
- Table of Specification: Grade: 11 Subject: Mathematics DateDocument9 pagesTable of Specification: Grade: 11 Subject: Mathematics DateKramNosdeVegaNo ratings yet
- Table of Specification: Grade: 11 Subject: Mathematics DateDocument9 pagesTable of Specification: Grade: 11 Subject: Mathematics DateAve MarmolNo ratings yet
- Table of Specification: Grade: 11 Subject: Mathematics DateDocument9 pagesTable of Specification: Grade: 11 Subject: Mathematics DatePark NimfaNo ratings yet
- Troubleshooting Electronic Circuits: A Guide to Learning Analog ElectronicsFrom EverandTroubleshooting Electronic Circuits: A Guide to Learning Analog ElectronicsNo ratings yet
- Projects With Microcontrollers And PICCFrom EverandProjects With Microcontrollers And PICCRating: 5 out of 5 stars5/5 (1)
- Fau S PSG 2008 Fes PRDocument50 pagesFau S PSG 2008 Fes PRcong daNo ratings yet
- Failure Mode and Effects Analysis (Design FMEA) : PotentialDocument1 pageFailure Mode and Effects Analysis (Design FMEA) : Potentialcong daNo ratings yet
- 2.MSA 计数型Document22 pages2.MSA 计数型cong daNo ratings yet
- Ppap Worksheet (GM 1411) : S Master Status: Lab StatusDocument6 pagesPpap Worksheet (GM 1411) : S Master Status: Lab Statuscong daNo ratings yet
- Evaluation Sheet For Machine Capability Analysis: Normal DistributionDocument5 pagesEvaluation Sheet For Machine Capability Analysis: Normal Distributioncong daNo ratings yet
- Anpqp - 8D Concern & Countermeasure Report SummaryDocument2 pagesAnpqp - 8D Concern & Countermeasure Report Summarycong daNo ratings yet
- The 7QB of Production: FAS Training PresentationDocument50 pagesThe 7QB of Production: FAS Training Presentationcong da100% (1)
- Global 8D Guidance 全球8D指导Document46 pagesGlobal 8D Guidance 全球8D指导cong daNo ratings yet
- Evaluation Sheet For Machine Capability Analysis: Normal DistributionDocument5 pagesEvaluation Sheet For Machine Capability Analysis: Normal Distributioncong daNo ratings yet
- 2.MSA 计数型Document22 pages2.MSA 计数型cong daNo ratings yet
- Quality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)Document20 pagesQuality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)cong daNo ratings yet
- Nexteer PPAP Process Checklist / Sign Off Sheet InstructionsDocument7 pagesNexteer PPAP Process Checklist / Sign Off Sheet Instructionscong daNo ratings yet
- Quality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)Document20 pagesQuality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)cong daNo ratings yet
- Supply Packaging Approve FormDocument1 pageSupply Packaging Approve Formcong daNo ratings yet
- Process Potentail Failure Mode and Effects AnalysisDocument1 pageProcess Potentail Failure Mode and Effects Analysiscong daNo ratings yet
- Quality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)Document20 pagesQuality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)cong daNo ratings yet
- Process Audit: Evaluation SheetDocument16 pagesProcess Audit: Evaluation Sheetcong daNo ratings yet
- Parts & Process AuditDocument18 pagesParts & Process Auditcong daNo ratings yet
- Product Audit: Volkswagen AgDocument2 pagesProduct Audit: Volkswagen Agcong daNo ratings yet
- Failure Mode and Effects Analysis (Design FMEA) : PotentialDocument1 pageFailure Mode and Effects Analysis (Design FMEA) : Potentialcong daNo ratings yet
- 2.MSA 计数型Document22 pages2.MSA 计数型cong daNo ratings yet
- AIAG 2016 CatlogDocument96 pagesAIAG 2016 Catlog80ALLA86iNo ratings yet
- Formel QAuditDocument19 pagesFormel QAuditthienthantuyetvh2000No ratings yet
- SQAM-2019 VolvoGroupDocument52 pagesSQAM-2019 VolvoGroupJanNo ratings yet
- CAMDS Application GuidanceDocument66 pagesCAMDS Application Guidancecong daNo ratings yet
- GM1927 Global Supplier Quality Manual 2008Document101 pagesGM1927 Global Supplier Quality Manual 2008quansi0No ratings yet
- VDA Analysis Tools User ManualDocument21 pagesVDA Analysis Tools User Manualcong da100% (1)
- VDA Quality Management in The Automotive Industry: Quality Assurance Part 2 Before Series ProductionDocument86 pagesVDA Quality Management in The Automotive Industry: Quality Assurance Part 2 Before Series Productiondavid0% (1)
- Es56500-06Document21 pagesEs56500-06cong daNo ratings yet
- CatalogueBuilding2015 AdnotatDocument708 pagesCatalogueBuilding2015 AdnotatOctavian GrigoreNo ratings yet
- Azeotropic DistillationDocument6 pagesAzeotropic DistillationDea YusufNo ratings yet
- Polisher RO: Permeate & Condensate PolishingDocument1 pagePolisher RO: Permeate & Condensate PolishingAnonymous 3fTYXaW7WNo ratings yet
- Simulacion Numérica de Cuchara PeltonDocument5 pagesSimulacion Numérica de Cuchara PeltonOscar Choque JaqquehuaNo ratings yet
- Cartas MonteriaDocument11 pagesCartas MonteriaDIEGO RICARDO CARRIAZO NIMISICANo ratings yet
- 5Document22 pages5juan carlos zavalaNo ratings yet
- The Intelligent Choice in Comfort: Split & Window Type Air ConditionersDocument32 pagesThe Intelligent Choice in Comfort: Split & Window Type Air Conditionersfrancesco camporealeNo ratings yet
- Richardson Zaki Sedimentation and Fluidisation Part I PDFDocument19 pagesRichardson Zaki Sedimentation and Fluidisation Part I PDFpixulinoNo ratings yet
- 1662 SMC Ds tcm228-701431635Document12 pages1662 SMC Ds tcm228-701431635cersanedNo ratings yet
- Cape Computer Science 2011 Unit 2 P2Document5 pagesCape Computer Science 2011 Unit 2 P2dnitehawk qNo ratings yet
- MGD 2621 P Medical Greyscale Display: Installation & User ManualDocument27 pagesMGD 2621 P Medical Greyscale Display: Installation & User ManualJohn SmithNo ratings yet
- Load ReportDocument77 pagesLoad ReportBimal DeyNo ratings yet
- 3612Document6 pages3612Chandrashekar PatigeNo ratings yet
- Microsoft PowerPoint - Level 2S New by MLC Rev081921Document107 pagesMicrosoft PowerPoint - Level 2S New by MLC Rev081921mido_20067581No ratings yet
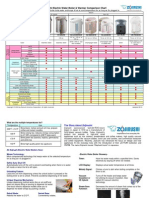
- Zojirushi Electric Water Boiler ChartDocument2 pagesZojirushi Electric Water Boiler ChartthomasdqtNo ratings yet
- Best ML Packages in RDocument9 pagesBest ML Packages in Rkunalc-1No ratings yet
- en 30 - Sub Supplier - ManagementDocument2 pagesen 30 - Sub Supplier - ManagementAMB SpainNo ratings yet
- Vpsa O2 Systems Brochure ML IND0032Document8 pagesVpsa O2 Systems Brochure ML IND0032kalaiNo ratings yet
- Feedback Control SystemDocument40 pagesFeedback Control SystemMuhammad SaeedNo ratings yet
- Comparing The Mechanical Properties of Cyanate Ester Modified Epoxy /glass LaminatesDocument7 pagesComparing The Mechanical Properties of Cyanate Ester Modified Epoxy /glass LaminatesAndrew NallayanNo ratings yet
- Installation Guide: Connecting Workstations Problem SolvingDocument2 pagesInstallation Guide: Connecting Workstations Problem Solvingjuan_mxNo ratings yet
- Watch HistoryDocument14 pagesWatch HistorySandana KasthuriNo ratings yet
- Valvula Accionamiento Directo Norgren v05Document3 pagesValvula Accionamiento Directo Norgren v05Base SistemasNo ratings yet
- ATA51Document213 pagesATA51Challa AmarsrinuNo ratings yet
- Ariel Corporation - Arielcorp - Com15Document1 pageAriel Corporation - Arielcorp - Com15Anwar Sadat100% (1)
- Rig Survay FormatDocument3 pagesRig Survay FormatKuOneMohdAzrulNo ratings yet
- Instruction: Write The Step by Step Procedures in InstallingDocument7 pagesInstruction: Write The Step by Step Procedures in InstallingJovilen Rose MarmesNo ratings yet
- NCR Cassette Magnet ConfigurationDocument1 pageNCR Cassette Magnet Configurationantonysolenc100% (1)
- Pds 62-Sin Ds En-MeggerDocument2 pagesPds 62-Sin Ds En-MeggerAdhy PrastyoNo ratings yet