You might also like
- History of Industrial AutomationDocument21 pagesHistory of Industrial AutomationAndres David Carmona Samper100% (1)
- PLC Based Segregation of Scrap Material: Mangesh B. Nagapure, Dr. R. M. DeshmukhDocument5 pagesPLC Based Segregation of Scrap Material: Mangesh B. Nagapure, Dr. R. M. DeshmukhMayur PatelNo ratings yet
- Automation ReportDocument68 pagesAutomation ReportDIKSHANo ratings yet
- Pneumatic GripperDocument52 pagesPneumatic GripperretechNo ratings yet
- AIM Notes Unit 1Document45 pagesAIM Notes Unit 1Vikash PrajapatiNo ratings yet
- Overview of Mechatronics History and ApplicationsDocument24 pagesOverview of Mechatronics History and ApplicationsMukesh sutharNo ratings yet
- AUTOMATIONDocument5 pagesAUTOMATIONmiguel rojas tonuscoNo ratings yet
- Introduction To Numerical Controlled Machines and AutomationDocument7 pagesIntroduction To Numerical Controlled Machines and AutomationShanna0% (1)
- Test 1 Sem2 1314 SolutionDocument5 pagesTest 1 Sem2 1314 SolutionImfarosha EmmaNo ratings yet
- Automated Packaging Machine Using PLC: ArticleDocument8 pagesAutomated Packaging Machine Using PLC: ArticlePunk KashyapNo ratings yet
- Module 1Document6 pagesModule 1N BHUSHANNo ratings yet
- Introduction To Industrial Power PlantDocument61 pagesIntroduction To Industrial Power PlantJovanni OrculloNo ratings yet
- Automated Packaging Machine Using PLCDocument8 pagesAutomated Packaging Machine Using PLCMustafa KhanNo ratings yet
- Automation and Treatment of Sewage Plant: Miss. Rachana R. SangitraoDocument11 pagesAutomation and Treatment of Sewage Plant: Miss. Rachana R. SangitraoshahqazwsxNo ratings yet
- Robotics and Automations Material - M - Vinoth KumarDocument63 pagesRobotics and Automations Material - M - Vinoth Kumartumati venkata vinayNo ratings yet
- Internship ReportDocument44 pagesInternship ReportPrajwal M ANo ratings yet
- Industrial Automation: by Engr. Adil Usman Lect. ENCD UET TaxilaDocument18 pagesIndustrial Automation: by Engr. Adil Usman Lect. ENCD UET TaxilaUrooj ZareefNo ratings yet
- Automation StatusDocument52 pagesAutomation StatusMahendra TalniaNo ratings yet
- Chapter1-Introduction To Automation PDFDocument29 pagesChapter1-Introduction To Automation PDFAbdul Razzi86% (7)
- Automated packaging machine PLC controls small conveyor systemDocument8 pagesAutomated packaging machine PLC controls small conveyor systemMustapha ELMOUINENo ratings yet
- Introduction To Industrial AutomationDocument19 pagesIntroduction To Industrial AutomationJomar DaclesNo ratings yet
- Fmem - Unit VDocument57 pagesFmem - Unit VBodhi SealNo ratings yet
- ATT CoursDocument13 pagesATT Coursmou tiemNo ratings yet
- BRE 501 Industrial RoboticsDocument26 pagesBRE 501 Industrial RoboticsakshaysinghNo ratings yet
- Power System Automation: Eminar EportDocument16 pagesPower System Automation: Eminar EportAnurajNo ratings yet
- Implementarea PLCDocument8 pagesImplementarea PLCDanielNo ratings yet
- Translated automation overview from Spanish to EnglishDocument8 pagesTranslated automation overview from Spanish to Englishsebastian camilo castillo vargasNo ratings yet
- AutomtaizacionDocument302 pagesAutomtaizacionhmc41277No ratings yet
- AutomtaizacionDocument302 pagesAutomtaizacionjoticamario123No ratings yet
- Embedded Systems 12001046 3CE2Document16 pagesEmbedded Systems 12001046 3CE2Nirmal SinghNo ratings yet
- Automation FileDocument56 pagesAutomation FileLoveable ShubhamNo ratings yet
- Project On PLC For Color Mixer ConveyorDocument37 pagesProject On PLC For Color Mixer ConveyorJunaid Ulla KhasimNo ratings yet
- Fundamentals of Electronics - DC - AC CircuitsDocument973 pagesFundamentals of Electronics - DC - AC Circuitsapi-1991752375% (4)
- ONE SHOT UNIT 5 (Autosaved)Document148 pagesONE SHOT UNIT 5 (Autosaved)sazalgola2004No ratings yet
- 1.1 What Is Automation?: Chapter - 1 Basics of AutomationDocument33 pages1.1 What Is Automation?: Chapter - 1 Basics of AutomationMahendra TalniaNo ratings yet
- STS121 M3L3 - Automation and RoboticsDocument8 pagesSTS121 M3L3 - Automation and RoboticsJusteene SaysonNo ratings yet
- (PDF) Assignment 1 - Introduction To MechatronicsDocument4 pages(PDF) Assignment 1 - Introduction To MechatronicskyeligoyoNo ratings yet
- Department of Electrical Engineering: Subject: Industrial Automation and Control (EEC18116)Document29 pagesDepartment of Electrical Engineering: Subject: Industrial Automation and Control (EEC18116)ANISH KUMARNo ratings yet
- Mechatronics Lab Manual Module 1: Introduction to Mechatronics and CNC MachinesDocument105 pagesMechatronics Lab Manual Module 1: Introduction to Mechatronics and CNC Machineskbmn2No ratings yet
- Unit - 1 AutomationDocument17 pagesUnit - 1 AutomationBhbNo ratings yet
- Aditya'sDocument5 pagesAditya'saditya060848No ratings yet
- Unit-I What Is "Mechatronics"?Document35 pagesUnit-I What Is "Mechatronics"?nagsanthosh3No ratings yet
- Fa17 Bme 057Document8 pagesFa17 Bme 057tayyub qayyumNo ratings yet
- Unit-5 MechatronicsDocument34 pagesUnit-5 Mechatronicsrudrav3210No ratings yet
- 2nd Half PDFDocument31 pages2nd Half PDFsiddhant07No ratings yet
- 1.three Phase Induction Motor Protection SystemDocument122 pages1.three Phase Induction Motor Protection SystemSyed Sufyian Ali89% (9)
- Practical Control of Electric Machines: Model-Based Design and SimulationFrom EverandPractical Control of Electric Machines: Model-Based Design and SimulationNo ratings yet
- English Project-Students' ProjectDocument25 pagesEnglish Project-Students' ProjectClaudia SileneNo ratings yet
- Automation & ControlDocument41 pagesAutomation & Controlkaushal2442No ratings yet
- Chapter 1 - Introduction To Mechatronics Devices PDFDocument17 pagesChapter 1 - Introduction To Mechatronics Devices PDFsans gasterNo ratings yet
- Improving Tape Feeder Process to Reduce DefectsDocument38 pagesImproving Tape Feeder Process to Reduce DefectsRiojun AlemaniaNo ratings yet
- PLC Controlled Low Cost Automatic Packing Machine: Shashank Lingappa M., Vijayavithal Bongale, SreerajendraDocument10 pagesPLC Controlled Low Cost Automatic Packing Machine: Shashank Lingappa M., Vijayavithal Bongale, SreerajendraPramod Aradwad ReddyNo ratings yet
- Mechatronics: From Wikipedia, The Free EncyclopediaDocument4 pagesMechatronics: From Wikipedia, The Free EncyclopediaAnonymous SNjq7SN5XyNo ratings yet
- Reliability of High-Power Mechatronic Systems 2: Aerospace and Automotive Applications: Issues,Testing and AnalysisFrom EverandReliability of High-Power Mechatronic Systems 2: Aerospace and Automotive Applications: Issues,Testing and AnalysisNo ratings yet
- Embedded Mechatronic Systems, Volume 1: Analysis of Failures, Predictive ReliabilityFrom EverandEmbedded Mechatronic Systems, Volume 1: Analysis of Failures, Predictive ReliabilityNo ratings yet
- Power Electronics Applied to Industrial Systems and Transports, Volume 1: Synthetic Methodology to Converters and Components TechnologyFrom EverandPower Electronics Applied to Industrial Systems and Transports, Volume 1: Synthetic Methodology to Converters and Components TechnologyNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Embedded Systems: Analysis and Modeling with SysML, UML and AADLFrom EverandEmbedded Systems: Analysis and Modeling with SysML, UML and AADLFabrice KordonNo ratings yet
- Work Values and EthicsDocument1 pageWork Values and EthicsEarl Patrick EugenioNo ratings yet
- Programmable Controller CPU Modules and Their FunctionsDocument17 pagesProgrammable Controller CPU Modules and Their FunctionsEarl Patrick EugenioNo ratings yet
- Programmable Controller CPU Modules and Their FunctionsDocument17 pagesProgrammable Controller CPU Modules and Their FunctionsEarl Patrick EugenioNo ratings yet
- Eaton EasyE4 ManualDocument623 pagesEaton EasyE4 ManualEarl Patrick EugenioNo ratings yet
- PLC Laboratory Exercise 2Document14 pagesPLC Laboratory Exercise 2Earl Patrick EugenioNo ratings yet
- Hitachi PLCDocument4 pagesHitachi PLCAnonymous T0KltPNo ratings yet
- Delta ASDA-B3 Servo Drive User ManualDocument813 pagesDelta ASDA-B3 Servo Drive User ManualEarl Patrick EugenioNo ratings yet
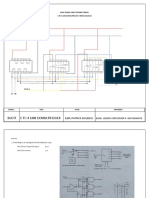
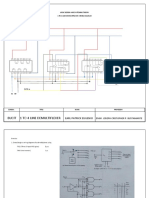
- Bucit 1 To 4 Line Demultiflexer: Earl Patrick EugenioDocument2 pagesBucit 1 To 4 Line Demultiflexer: Earl Patrick EugenioEarl Patrick EugenioNo ratings yet
- Reymond John S. Cerillo Bselt 3A-1Document2 pagesReymond John S. Cerillo Bselt 3A-1Earl Patrick EugenioNo ratings yet
- Reflection FDocument1 pageReflection FEarl Patrick EugenioNo ratings yet
- Reymond John S. Cerillo Bselt 3A-1Document1 pageReymond John S. Cerillo Bselt 3A-1Earl Patrick EugenioNo ratings yet
- Of All The Topics That We Studied in Power Generation What Caught My Interest The Most Is The Methods of Generating Electricity That Discusses Renewable EnergyDocument1 pageOf All The Topics That We Studied in Power Generation What Caught My Interest The Most Is The Methods of Generating Electricity That Discusses Renewable EnergyEarl Patrick EugenioNo ratings yet
- EY41 Lecture Exercise #1Document4 pagesEY41 Lecture Exercise #1Earl Patrick EugenioNo ratings yet
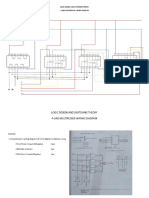
- Logic Design and Switching Theory 4-Line Multiplexer Wiring DiagramDocument2 pagesLogic Design and Switching Theory 4-Line Multiplexer Wiring DiagramEarl Patrick EugenioNo ratings yet
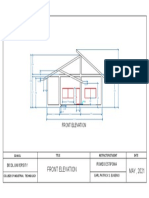
- Front Elevation-Layout2Document1 pageFront Elevation-Layout2Earl Patrick EugenioNo ratings yet
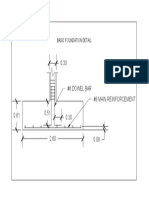
- Basic Foundation Detail CerilloDocument1 pageBasic Foundation Detail CerilloEarl Patrick EugenioNo ratings yet
- Combination Logic Circuits ExplainedDocument3 pagesCombination Logic Circuits ExplainedEarl Patrick EugenioNo ratings yet
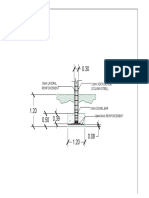
- Basic Foundation DesignDocument1 pageBasic Foundation DesignEarl Patrick EugenioNo ratings yet
- Logic Design and Switching Theory1Document2 pagesLogic Design and Switching Theory1Earl Patrick EugenioNo ratings yet
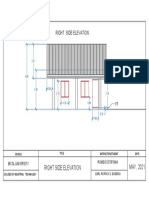
- Right Side Elevation MAY, 2021Document1 pageRight Side Elevation MAY, 2021Earl Patrick EugenioNo ratings yet
- COMP APP 2 Midterm ExamDocument6 pagesCOMP APP 2 Midterm ExamEarl Patrick EugenioNo ratings yet
- AC Circuit Power TypesDocument22 pagesAC Circuit Power TypesEarl Patrick EugenioNo ratings yet
- AC Circuits: Inductors, Capacitors, and ResonanceDocument43 pagesAC Circuits: Inductors, Capacitors, and ResonanceEarl Patrick EugenioNo ratings yet
- Basic Concept of Phasor - Lecture NotesDocument8 pagesBasic Concept of Phasor - Lecture NotesEarl Patrick EugenioNo ratings yet
- TachometerDocument41 pagesTachometerEarl Patrick EugenioNo ratings yet
- Lecture Note No. 2 - Solving RC CircuitDocument12 pagesLecture Note No. 2 - Solving RC CircuitEarl Patrick EugenioNo ratings yet
- Combination Logic Circuits ExplainedDocument3 pagesCombination Logic Circuits ExplainedEarl Patrick EugenioNo ratings yet
- AC Circuit Power TypesDocument22 pagesAC Circuit Power TypesEarl Patrick EugenioNo ratings yet
- Solving RCL CircuitDocument10 pagesSolving RCL CircuitEarl Patrick EugenioNo ratings yet
- Power Factor Correction ActivityDocument1 pagePower Factor Correction ActivityEarl Patrick EugenioNo ratings yet
- Guia Instalacion ENTECDocument15 pagesGuia Instalacion ENTECHislim SaidNo ratings yet
- Panasonic Sx-kc211 User ManualDocument36 pagesPanasonic Sx-kc211 User ManualJoshua Chong100% (1)
- Günter Fella: Head of Purchasing AutomotiveDocument2 pagesGünter Fella: Head of Purchasing AutomotiveHeart Touching VideosNo ratings yet
- Students Attendances System Using Face RecognitionDocument8 pagesStudents Attendances System Using Face RecognitionIJRASETPublicationsNo ratings yet
- Bee Unit-IiDocument98 pagesBee Unit-IiHemant Ingale100% (1)
- Ficha de Seguridad Dispositivo Pruba Doble Recamara 2875 - 2876Document133 pagesFicha de Seguridad Dispositivo Pruba Doble Recamara 2875 - 2876janetth rubianoNo ratings yet
- Substitution in The Linguistics of Text and Grammatical ThoughtDocument17 pagesSubstitution in The Linguistics of Text and Grammatical ThoughtThảo HanahNo ratings yet
- Well Plan Release NotesDocument28 pagesWell Plan Release Notesahmed_497959294No ratings yet
- The Effect of Electronic Word of Mouth On Sales A Meta-Analytic Review of Platform Product and Metric FactorsDocument52 pagesThe Effect of Electronic Word of Mouth On Sales A Meta-Analytic Review of Platform Product and Metric FactorsHoda El HALABINo ratings yet
- Marine Biofouling (LIBRO)Document316 pagesMarine Biofouling (LIBRO)Laura Alejandra Montaño100% (1)
- 22-02-13 Samsung Answer To Staton Techniya Complaint & CounterclaimsDocument72 pages22-02-13 Samsung Answer To Staton Techniya Complaint & CounterclaimsFlorian MuellerNo ratings yet
- Circuit Breaker GTSDocument31 pagesCircuit Breaker GTScpandey01_688066930No ratings yet
- Impact of Microfinance On Women's Empowerment: A Case Study On Two Microfinance Institutions in Sri LankaDocument11 pagesImpact of Microfinance On Women's Empowerment: A Case Study On Two Microfinance Institutions in Sri Lankamandala jyoshnaNo ratings yet
- Professional Industrial Engineering Program: Technical EnglishDocument15 pagesProfessional Industrial Engineering Program: Technical EnglishFabio fernandezNo ratings yet
- UCT APM M2 U1 - TP Leadership QuestionnaireDocument4 pagesUCT APM M2 U1 - TP Leadership QuestionnaireLincolyn MoyoNo ratings yet
- Explorer 7100 ACU ManualDocument78 pagesExplorer 7100 ACU ManualMuhammad Shahroz AfzalNo ratings yet
- Quadratic SDocument22 pagesQuadratic SShawn ShibuNo ratings yet
- Analyzing an Anti-Smoking Poster Using a Formalist ApproachDocument20 pagesAnalyzing an Anti-Smoking Poster Using a Formalist ApproachAlphred Jann NaparanNo ratings yet
- Elm-490-Clinical Practice Evaluation 2 - Single Placement EncryptedDocument17 pagesElm-490-Clinical Practice Evaluation 2 - Single Placement Encryptedapi-439334022No ratings yet
- Xpand!2 - User Guide - V1.1Document18 pagesXpand!2 - User Guide - V1.1JamesNo ratings yet
- RV RVR en 0714 Edit PDFDocument6 pagesRV RVR en 0714 Edit PDFJacques FerreiraNo ratings yet
- Cesp 105 - Foundation Engineering and Retaining Wall Design Lesson 11. Structural Design of Spread FootingDocument7 pagesCesp 105 - Foundation Engineering and Retaining Wall Design Lesson 11. Structural Design of Spread FootingJadeNo ratings yet
- 720-C-001 (Vent Wash Column)Document4 pages720-C-001 (Vent Wash Column)idilfitriNo ratings yet
- Experiences in The OperationDocument7 pagesExperiences in The OperationUsama Bin SabirNo ratings yet
- Brain Size Evolution: How Fish Pay For Being Smart: Dispatch R63Document3 pagesBrain Size Evolution: How Fish Pay For Being Smart: Dispatch R63Nika AbashidzeNo ratings yet
- Iso 19108Document56 pagesIso 19108AzzahraNo ratings yet
- Intro To Factor AnalysisDocument52 pagesIntro To Factor AnalysisRawnak JahanNo ratings yet
- Hve r13Document1 pageHve r13aleem_201sNo ratings yet
- Call Log ReportDocument44 pagesCall Log ReportHun JhayNo ratings yet
- SABS Standards and Their Relevance to Conveyor SpecificationsDocument17 pagesSABS Standards and Their Relevance to Conveyor SpecificationsRobert Nicodemus Pelupessy0% (1)