You might also like
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarabelardoNo ratings yet
- DC 6.5in 120ksi 90.61ppf NC46 R2 SpiralDocument2 pagesDC 6.5in 120ksi 90.61ppf NC46 R2 SpiralKevin MuellerNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarsimmsbopNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarabelardoNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarPopovici AlexandruNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarsimmsbopNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarsimmsbopNo ratings yet
- Drill Collar 4.75 NC38 - SpiralDocument1 pageDrill Collar 4.75 NC38 - SpiralFernando OlaveoNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarsimmsbopNo ratings yet
- 5948 DCPSDocument1 page5948 DCPSGarcia MarinNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarsimmsbopNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarsimmsbopNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarNaman ShahNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarashadNo ratings yet
- WS46-02 - Tubing 3.5Document1 pageWS46-02 - Tubing 3.5Carlos PerdomoNo ratings yet
- 2,7,8, DP Aoh Condiciones TecnicasDocument3 pages2,7,8, DP Aoh Condiciones TecnicasFernando EncisoNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument2 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyjohangomezruizNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument3 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJosh SabimanNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument3 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyAboozar FathinejadNo ratings yet
- HWDP Performance Sheet: Pipe Body: Tubular AssemblyDocument1 pageHWDP Performance Sheet: Pipe Body: Tubular AssemblyKevin MuellerNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohnsNo ratings yet
- 7.625 OD 0.625 Wall V-150 MaXit807 (9.750 X 6.250 TJ)Document3 pages7.625 OD 0.625 Wall V-150 MaXit807 (9.750 X 6.250 TJ)Abelardo Castro EstupiñanNo ratings yet
- DPPS PDFDocument2 pagesDPPS PDFPablo SantisNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument3 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblySamuel PerezNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument2 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohnsNo ratings yet
- No. 3Document1 pageNo. 3Luis Alberto García CórdovaNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohnsNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument3 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyFranklynMartinezNo ratings yet
- Performance Sheet Tubing: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Tubing: Pipe Body: Tubular Assemblykm1790No ratings yet
- Drill Collar, 4.5 IF (6.500 X 2.813) 110,000 (Psi)Document1 pageDrill Collar, 4.5 IF (6.500 X 2.813) 110,000 (Psi)juan moralesNo ratings yet
- WS41-53 DPPSDocument3 pagesWS41-53 DPPSRocard NgomaNo ratings yet
- TBPSDocument1 pageTBPSElvis E Prado PNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohnsNo ratings yet
- DPPS PDFDocument2 pagesDPPS PDFStowartNo ratings yet
- Especificaciones Tecnicas DP 5.5 FH R2 PDFDocument1 pageEspecificaciones Tecnicas DP 5.5 FH R2 PDFDiego Fabian Ruiz VacaflorNo ratings yet
- Drill Collar Performance SheetDocument1 pageDrill Collar Performance SheetИнженер Луис А. ГарсиаNo ratings yet
- Crane GirderDocument55 pagesCrane GirderRaveendra Babu Cherukuri100% (1)
- QT-DC 6.250 X 2.813 NC46 SpiralDocument1 pageQT-DC 6.250 X 2.813 NC46 SpiralSoehanah DrillerNo ratings yet
- 7.625 OD 0.688 Wall V-150 MaXit807 (9.750 X 6.125 TJ)Document3 pages7.625 OD 0.688 Wall V-150 MaXit807 (9.750 X 6.125 TJ)Abelardo Castro EstupiñanNo ratings yet
- WS43-11 LSPSDocument1 pageWS43-11 LSPSAbelardo Castro EstupiñanNo ratings yet
- Heavy Weight Drill Pipe PerformanceDocument3 pagesHeavy Weight Drill Pipe PerformanceHomero NavarroNo ratings yet
- POT Design R0Document9 pagesPOT Design R0VB665No ratings yet
- Drill Pipe Configuration: 80 % Inspection ClassDocument3 pagesDrill Pipe Configuration: 80 % Inspection ClassLuis Manuel García GuillénNo ratings yet
- 5.5 HWDPDocument3 pages5.5 HWDPözgüncNo ratings yet
- 5.000 HWDP With NC50 (4.5IF) (6.625 X 3.0625 TJ) SpiralDocument1 page5.000 HWDP With NC50 (4.5IF) (6.625 X 3.0625 TJ) Spiralfaishal hafizhNo ratings yet
- PPE-STD-CAL-ME-006 Rectangular Tank Thickness CalculationDocument4 pagesPPE-STD-CAL-ME-006 Rectangular Tank Thickness CalculationNadya Askar100% (1)
- Geometry and Performance: Pipe Data (In)Document1 pageGeometry and Performance: Pipe Data (In)Diego Fabian Ruiz VacaflorNo ratings yet
- HWDPDocument15 pagesHWDPjinyuan74No ratings yet
- DesktopDocument9 pagesDesktop唐辉No ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument2 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohnsNo ratings yet
- HWDP Configuration: Performance of HWDP AssemblyDocument3 pagesHWDP Configuration: Performance of HWDP AssemblyMamani Vargas WiljhoNo ratings yet
- Steel Connections: Detailed ReportDocument11 pagesSteel Connections: Detailed Reportgv Sathishkumar KumarNo ratings yet
- Workstring International MaXit 807 Completion Landing StringDocument2 pagesWorkstring International MaXit 807 Completion Landing StringzhiqianxuNo ratings yet
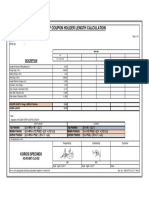
- STRIP COUPON HOLDER LENGTH CALCULATIONDocument1 pageSTRIP COUPON HOLDER LENGTH CALCULATIONArif SurachmanNo ratings yet
- 6.625 HWDPDocument23 pages6.625 HWDPözgüncNo ratings yet
- Tubing 3.500" 9.30 LB/FT: Pipe Grade: N80 / Range: 2 Tool Joint: 4.500'' X 2.992'' EUE (8 RD)Document1 pageTubing 3.500" 9.30 LB/FT: Pipe Grade: N80 / Range: 2 Tool Joint: 4.500'' X 2.992'' EUE (8 RD)Êfrên Rôdrîgûêz TôrrêsNo ratings yet
- No. 27Document3 pagesNo. 27UPGM Ingenieria petroleraNo ratings yet
- Especificaciones de Tuberia Pesada HW 5 1/2 F.HDocument1 pageEspecificaciones de Tuberia Pesada HW 5 1/2 F.HAlberto Cárdenas100% (1)
- 005 15 1-2'' String Stabilzer Am-Pt-Sstb-15120013 (12-12-21) PmiDocument1 page005 15 1-2'' String Stabilzer Am-Pt-Sstb-15120013 (12-12-21) PmiAboozar FathinejadNo ratings yet
- Land Rig Condition Survey Scope of WorkDocument23 pagesLand Rig Condition Survey Scope of WorkAboozar FathinejadNo ratings yet
- Land Rig INTEGRATED PERFORMANCE TEST PROCEDUREDocument38 pagesLand Rig INTEGRATED PERFORMANCE TEST PROCEDUREAboozar FathinejadNo ratings yet
- Pre-Spud Checklist CNPC-126 (06.07.22)Document20 pagesPre-Spud Checklist CNPC-126 (06.07.22)Aboozar Fathinejad100% (1)
- 002 15'' String Stabilzer Am-Pt-Sstb-1500014 (12-12-21) PmiDocument1 page002 15'' String Stabilzer Am-Pt-Sstb-1500014 (12-12-21) PmiAboozar FathinejadNo ratings yet
- 002 15'' String Stabilzer Am-Pt-Sstb-1500014 (12-12-21) PmiDocument1 page002 15'' String Stabilzer Am-Pt-Sstb-1500014 (12-12-21) PmiAboozar FathinejadNo ratings yet
- Ielts Layouts Part 36Document7 pagesIelts Layouts Part 36Aboozar FathinejadNo ratings yet
- 116 Ielts Layouts Part 71Document7 pages116 Ielts Layouts Part 71Aboozar FathinejadNo ratings yet
- DST Space Out: 1 Initials 4/18/2011Document7 pagesDST Space Out: 1 Initials 4/18/2011Aboozar FathinejadNo ratings yet
- 116 Ielts Layouts Part 92Document7 pages116 Ielts Layouts Part 92Aboozar FathinejadNo ratings yet
- Ielts Layouts Part 95Document8 pagesIelts Layouts Part 95Aboozar FathinejadNo ratings yet
- 002 15'' String Stabilzer Am-Pt-Sstb-1500014 (12-12-21) PmiDocument1 page002 15'' String Stabilzer Am-Pt-Sstb-1500014 (12-12-21) PmiAboozar FathinejadNo ratings yet
- Stabilizers: Versatility For Various BHA ConfigurationsDocument4 pagesStabilizers: Versatility For Various BHA ConfigurationsAboozar FathinejadNo ratings yet
- 116 Ielts Layouts Part 33Document6 pages116 Ielts Layouts Part 33Aboozar FathinejadNo ratings yet
- Fishing Magnet-Product SheetDocument2 pagesFishing Magnet-Product SheetAboozar FathinejadNo ratings yet
- Full Circle Spear Slip Range for Casing Product GuideDocument4 pagesFull Circle Spear Slip Range for Casing Product GuideAboozar FathinejadNo ratings yet
- PDT Standard Hole Opener Rev2Document2 pagesPDT Standard Hole Opener Rev2Aboozar FathinejadNo ratings yet
- 13 Operation Manual Ows Wenzel Double Acting Hydraulic Drilling JarDocument10 pages13 Operation Manual Ows Wenzel Double Acting Hydraulic Drilling JarYaqoob IbrahimNo ratings yet
- Threaded Cup Junk Subs PISDocument4 pagesThreaded Cup Junk Subs PISAboozar FathinejadNo ratings yet
- Overshot overview guide for fishing toolsDocument1 pageOvershot overview guide for fishing toolsShazly Sayed AhmedNo ratings yet
- Tenarishydril Ph6™ / Ph4™ / Cs Connections: ScopeDocument8 pagesTenarishydril Ph6™ / Ph4™ / Cs Connections: ScopeananNo ratings yet
- TMC Hydraulic Fishing Jar: Operation ManualDocument22 pagesTMC Hydraulic Fishing Jar: Operation ManualAboozar FathinejadNo ratings yet
- Threaded Cup Junk Subs PISDocument4 pagesThreaded Cup Junk Subs PISAboozar FathinejadNo ratings yet
- Cougar Shock Tool Product Technical SheetDocument2 pagesCougar Shock Tool Product Technical SheetJulio Alejandro Rojas BarbaNo ratings yet
- Oilfield Equipment Request ListDocument1 pageOilfield Equipment Request ListAboozar FathinejadNo ratings yet
- Workover Operations ManualDocument17 pagesWorkover Operations ManualAbdelhak HadjiNo ratings yet
- Safety JointDocument1 pageSafety JointCARLOSELSOARESNo ratings yet
- Retrieve Small Metal Objects With Fishing MagnetsDocument5 pagesRetrieve Small Metal Objects With Fishing MagnetsAboozar FathinejadNo ratings yet
- Technical Specifications Premium 2-7/8" OD Drill Pipe, S-135, WT-23 Conn's. NewDocument2 pagesTechnical Specifications Premium 2-7/8" OD Drill Pipe, S-135, WT-23 Conn's. NewAboozar FathinejadNo ratings yet
- Downhole Milling ToolsDocument4 pagesDownhole Milling ToolsAboozar FathinejadNo ratings yet
- SAIL Catalogue: DownloadDocument16 pagesSAIL Catalogue: Downloadmishra usNo ratings yet
- How To Deal With Multiple SAP Logons - Simple Excel VBADocument14 pagesHow To Deal With Multiple SAP Logons - Simple Excel VBAangel saezNo ratings yet
- Gantrex b17Document2 pagesGantrex b17martin100% (1)
- VCap - Mano Flats - PerungalathurDocument1 pageVCap - Mano Flats - PerungalathuromersonNo ratings yet
- Revit 2020 StructureDocument36 pagesRevit 2020 StructurejonrasNo ratings yet
- Science Flow ChartDocument3 pagesScience Flow ChartEuodia HodeshNo ratings yet
- Control Manual 30RB - RQ - LR 1Document36 pagesControl Manual 30RB - RQ - LR 1Iwan SetiawanNo ratings yet
- JAA ATPL BOOK 02 - Oxford Aviation - Jeppesen - Airframes and SystemsDocument421 pagesJAA ATPL BOOK 02 - Oxford Aviation - Jeppesen - Airframes and SystemsRicardo BorbaNo ratings yet
- BS en 61331-1-2014Document30 pagesBS en 61331-1-2014Ebi Rahmani100% (2)
- Chapter 1 1Document9 pagesChapter 1 1Janine BordarioNo ratings yet
- Sean Catchpole: Spore Web InternDocument1 pageSean Catchpole: Spore Web InternsunseanNo ratings yet
- 928g Bomba de Frenos Con SolenoideDocument6 pages928g Bomba de Frenos Con SolenoideMiguel Angel Garrido CardenasNo ratings yet
- SWIFTgpi Newsflash August Application Providers FinalDocument7 pagesSWIFTgpi Newsflash August Application Providers FinalSushma V KumarNo ratings yet
- Boiler Tube FailuresDocument15 pagesBoiler Tube FailuresBIRANCHINo ratings yet
- BP B1 Tests Unit1Document6 pagesBP B1 Tests Unit1JovanaNo ratings yet
- Comparison of Rigid Pavement Thickness Design SystemsDocument168 pagesComparison of Rigid Pavement Thickness Design Systemskamalnath100% (1)
- LCD Panel Basic ConceptsDocument16 pagesLCD Panel Basic ConceptsshafiuddinkagziNo ratings yet
- 12 Gold 4 - C3 EdexcelDocument13 pages12 Gold 4 - C3 EdexcelShwan HasanNo ratings yet
- Floriculture Industry in IndiaDocument93 pagesFloriculture Industry in Indiahshah56750% (4)
- 28NM Beol Cu Gap-Fill Challenges For Metal FilmDocument3 pages28NM Beol Cu Gap-Fill Challenges For Metal FilmKwanghoon Ken Kim100% (1)
- ISO-TR20174 Rev 12-05Document33 pagesISO-TR20174 Rev 12-05Abdeslam EL KAABOUNINo ratings yet
- VSTEP Writing Preparation PDFDocument39 pagesVSTEP Writing Preparation PDFNgân Hà Tô100% (1)
- Heat EnginesDocument4 pagesHeat EnginesZaib RehmanNo ratings yet
- Jack Welch's Leadership Transforms GEDocument2 pagesJack Welch's Leadership Transforms GEkimNo ratings yet
- Needle Tip Deformation After PDL and Intraseptal Dental Local AnesthesiaDocument5 pagesNeedle Tip Deformation After PDL and Intraseptal Dental Local AnesthesiaMohammad AkheelNo ratings yet
- Case Study On Four WheelerDocument35 pagesCase Study On Four WheelerViŠhål PätělNo ratings yet
- Social DimensionDocument23 pagesSocial DimensionMichelle Quiambao Serdon100% (1)
- Jongka:the Traditional Korean Family: Exploring Jongka Food in The Context of Korean Food CategoriesDocument14 pagesJongka:the Traditional Korean Family: Exploring Jongka Food in The Context of Korean Food CategoriesSözen BayraktarNo ratings yet
- The Roots and Method of Phenomenological RealismDocument133 pagesThe Roots and Method of Phenomenological RealismYuri OberlaenderNo ratings yet
- Cooling Towers Improve HVAC EfficiencyDocument18 pagesCooling Towers Improve HVAC EfficiencyHarjo Wiyono100% (1)