You might also like
- 0706 Product Change Request FormDocument2 pages0706 Product Change Request FormulyssesNo ratings yet
- 2000GSP r6Document10 pages2000GSP r6PNo ratings yet
- Production Part Approval Process (PPAP) Manual: Rev Date Originator Section(s) Change DescriptionDocument19 pagesProduction Part Approval Process (PPAP) Manual: Rev Date Originator Section(s) Change DescriptionSiriusNo ratings yet
- ANPQP Version 3.2 RevisionDocument33 pagesANPQP Version 3.2 RevisionFaby Mendoza50% (2)
- 4M Change RequestDocument5 pages4M Change RequestNJMU LAB67% (3)
- ARI.022 - PMAR.307 - Agile Change Control ProcessDocument3 pagesARI.022 - PMAR.307 - Agile Change Control ProcessCleberton Antunes100% (1)
- CS02 - Change Material BOMDocument6 pagesCS02 - Change Material BOMneerajaNo ratings yet
- PRS TestingDocument16 pagesPRS TestingAdriana MarquesNo ratings yet
- 4M Change ManagementDocument2 pages4M Change ManagementManoj KumarNo ratings yet
- Business Blueprint TempDocument9 pagesBusiness Blueprint TempIrfanUllahNo ratings yet
- TJ PCP 2018 0774 1Document22 pagesTJ PCP 2018 0774 1Welinton Alexander Nivar RuizNo ratings yet
- SATO - SRF - SRV000245 YM25C Running For 8 Days - V1.0Document7 pagesSATO - SRF - SRV000245 YM25C Running For 8 Days - V1.0Fahim AbrariNo ratings yet
- R&D Procedure - Control of Drawing Engg Specification P1Document1 pageR&D Procedure - Control of Drawing Engg Specification P1sumanNo ratings yet
- Permit To Work: Construction & Commissioning Procedures ManualDocument16 pagesPermit To Work: Construction & Commissioning Procedures ManualALADINHENo ratings yet
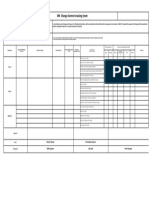
- Point 1 - A) 4M Change Control Tracking Sheet Revised 01Document1 pagePoint 1 - A) 4M Change Control Tracking Sheet Revised 01mahesh KhatalNo ratings yet
- Criterios de Aceptacion para Ductos Doblados (DS15.21) : ENG ENG-00200 / A Eaton Aerospace TijuanaDocument5 pagesCriterios de Aceptacion para Ductos Doblados (DS15.21) : ENG ENG-00200 / A Eaton Aerospace TijuanalucioNo ratings yet
- Vendor Changes in Vendor Entity QO-D-7.1-12 Ver-4.0 PDFDocument5 pagesVendor Changes in Vendor Entity QO-D-7.1-12 Ver-4.0 PDFSiddhartha ShekharNo ratings yet
- Q2-423-01Control of DocumentsDocument5 pagesQ2-423-01Control of DocumentsBrazilemio RoswithaNo ratings yet
- Definition and Calculation of Production KPI's: Hunt LNG Operating Company S.A.CDocument18 pagesDefinition and Calculation of Production KPI's: Hunt LNG Operating Company S.A.CbryanNo ratings yet
- User Manual: Coding & Unit Testing (C & U)Document48 pagesUser Manual: Coding & Unit Testing (C & U)belete asmareNo ratings yet
- Change Controls Process Flow ChartDocument1 pageChange Controls Process Flow ChartAnil Chowadary Anil ChowadaryNo ratings yet
- BMC Remedy Change Management 7.1 TEST Cases: ConfidentialDocument13 pagesBMC Remedy Change Management 7.1 TEST Cases: ConfidentialRicardo M MosseNo ratings yet
- SP-1258 - Specification - Quantitative Risk Assessment & Physical Effects Modelling - 2019Document109 pagesSP-1258 - Specification - Quantitative Risk Assessment & Physical Effects Modelling - 2019Lemuel GulliverNo ratings yet
- Acrobat Document PDFDocument9 pagesAcrobat Document PDFÂngelo AlfredoNo ratings yet
- HF MG.26.02CRF Change Request FormDocument4 pagesHF MG.26.02CRF Change Request FormGeovanny Hernández0% (1)
- G42 Applicant GuideDocument19 pagesG42 Applicant GuideAzeem AghaNo ratings yet
- Revised GL SQS Explanation Material - 20210628Document24 pagesRevised GL SQS Explanation Material - 20210628Chris GloverNo ratings yet
- Validation Checklist Type II Non Clinical Variations enDocument6 pagesValidation Checklist Type II Non Clinical Variations enoneNo ratings yet
- Comments Response Sheet (CRS) : Major Projects Template MAJOR ASY MPQA MPQA FOR 000005 - Rev02Dated 14/11/2019Document23 pagesComments Response Sheet (CRS) : Major Projects Template MAJOR ASY MPQA MPQA FOR 000005 - Rev02Dated 14/11/2019Idris SiddiquiNo ratings yet
- Studi VE: Value Standard, Body of Knowledge SAVE-International 2007Document29 pagesStudi VE: Value Standard, Body of Knowledge SAVE-International 2007Siji OktoberNo ratings yet
- Validation Checklist Type II Quality Variations enDocument10 pagesValidation Checklist Type II Quality Variations enAlexandre GUEZNo ratings yet
- P 11 CNDT JP41 Ut-Aws D1.1 Rev 07Document22 pagesP 11 CNDT JP41 Ut-Aws D1.1 Rev 07Vimal MenonNo ratings yet
- IM - Mono facialModuleProducts - A22020 Manual Low ResDocument38 pagesIM - Mono facialModuleProducts - A22020 Manual Low Resabdalrhman alqatawnehNo ratings yet
- TMT Procedure - Analysis of Data & Continuous Improvement P2Document1 pageTMT Procedure - Analysis of Data & Continuous Improvement P2sumanNo ratings yet
- ET QMSM Chapter 3 Documentation and Record System REV 10 00Document16 pagesET QMSM Chapter 3 Documentation and Record System REV 10 00OratexaNo ratings yet
- HMIQP-1003 - Configuration Management Rev NEW PDFDocument2 pagesHMIQP-1003 - Configuration Management Rev NEW PDFAKNo ratings yet
- 4M Change Control Management Matrix For Supplier: MonthDocument1 page4M Change Control Management Matrix For Supplier: Monthsuresh kumar100% (3)
- 2022 Maintenance Pillar Handbook (240-282)Document43 pages2022 Maintenance Pillar Handbook (240-282)verimbomonarcaNo ratings yet
- CR Q GB 0000582333Document42 pagesCR Q GB 0000582333abishekvsNo ratings yet
- M3-TSY-MST-POS00-Y20-000041 - Installation of LV, HV and Fiber Optic Cable Pulling - ACDocument78 pagesM3-TSY-MST-POS00-Y20-000041 - Installation of LV, HV and Fiber Optic Cable Pulling - ACbrian sanchezNo ratings yet
- 48bbe Im - Mono Facial Module Products - A1 2020 1Document34 pages48bbe Im - Mono Facial Module Products - A1 2020 1Marcos CalegariNo ratings yet
- S3 PathfastDocument328 pagesS3 PathfastANGIE XIMENA BOLIVAR PRIETONo ratings yet
- Bus Pap 775 - DPDocument16 pagesBus Pap 775 - DPAlexandre GonzalesNo ratings yet
- MA-G-600E Land Management Manual Capital Projects Rev 1Document14 pagesMA-G-600E Land Management Manual Capital Projects Rev 1Andre RicardoNo ratings yet
- PSG PumpPerformanceDocument6 pagesPSG PumpPerformanceLuis Meza ArevaloNo ratings yet
- Writing Progress and Work Completion Reports LessonDocument10 pagesWriting Progress and Work Completion Reports LessonArshPalNo ratings yet
- Gap Analysis Current Status and Action Plan (2) - Matts CommentsDocument8 pagesGap Analysis Current Status and Action Plan (2) - Matts CommentsSalah ShabanNo ratings yet
- Appendix 1 - Inspection & Test PlanDocument2 pagesAppendix 1 - Inspection & Test Planwagwahkiabathe100% (1)
- Ultrasonic ExaminationDocument14 pagesUltrasonic ExaminationLiliNo ratings yet
- AQAR - Metric-Wise GuidelinesDocument75 pagesAQAR - Metric-Wise GuidelinesLoganathan KrishnasamyNo ratings yet
- Planning Scheduling and Reporting ProcedureDocument18 pagesPlanning Scheduling and Reporting Procedureendika alfan100% (2)
- Apqp Matrix UpdatedDocument2 pagesApqp Matrix Updatedabhishek100% (1)
- PT Dago Energi Nusantara TIME SHEET BULANAN KARYAWAN (26 Dec 2020 SD 25 Jan 2021)Document7 pagesPT Dago Energi Nusantara TIME SHEET BULANAN KARYAWAN (26 Dec 2020 SD 25 Jan 2021)muchamad luthfi aliNo ratings yet
- PQ WfiDocument9 pagesPQ Wfisami2210No ratings yet
- Dispatch Protocol Issue No. 13.1: WESM Market ManualDocument115 pagesDispatch Protocol Issue No. 13.1: WESM Market ManualMarc ValenciaNo ratings yet
- Management of Change ProcedureDocument24 pagesManagement of Change Procedurenugrasakti100% (3)
- Controlling: Xyz LTDDocument4 pagesControlling: Xyz LTDSundarKrishnaNo ratings yet
- Change Control Form: Giva Olviana YudhistaDocument4 pagesChange Control Form: Giva Olviana YudhistaFajarRachmadiNo ratings yet
- Process System Value and Exergoeconomic Performance of Captive Power PlantsFrom EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsNo ratings yet
- Unit V Human Resource Planning in Nepal:-Demographic Trend AnalysisDocument5 pagesUnit V Human Resource Planning in Nepal:-Demographic Trend AnalysisSujan ChaudharyNo ratings yet
- LISTENING Countries in The WorldDocument6 pagesLISTENING Countries in The WorldVân KhánhNo ratings yet
- PKGS Shipping BillDocument2 pagesPKGS Shipping BillAjay DarlingNo ratings yet
- Part 2-Essential Management Functions Chapter V. Organizing Business ActivitiesDocument13 pagesPart 2-Essential Management Functions Chapter V. Organizing Business ActivitiesEunice CatubayNo ratings yet
- 5.tender Process N DocumentationDocument35 pages5.tender Process N DocumentationDilanka MJ Dassanayake100% (1)
- Vendor DetailDocument4 pagesVendor DetailKamal PashaNo ratings yet
- British Policies That Led To The Exploitation of The Indian EconomyDocument3 pagesBritish Policies That Led To The Exploitation of The Indian EconomyAyushi MishraNo ratings yet
- Approved Sponsorship LetterDocument2 pagesApproved Sponsorship LetterFelix Raphael MintuNo ratings yet
- Evike Order 3939175Document3 pagesEvike Order 3939175Carlos CrisostomoNo ratings yet
- 180 2 1 PDFDocument34 pages180 2 1 PDFlaura melissaNo ratings yet
- MARINGO Category 1 (HOUSE 1310) Occupier For January 2023Document1 pageMARINGO Category 1 (HOUSE 1310) Occupier For January 2023sophia sambaNo ratings yet
- Confusion of GoodsDocument1 pageConfusion of GoodsJames AndrinNo ratings yet
- Sir Jeff FX GuideDocument143 pagesSir Jeff FX GuideMadafaka MarobozuNo ratings yet
- CitikeyDocument54 pagesCitikeyJacob PochinNo ratings yet
- Practice Continuti Agreement Flexi Consultancy LTDDocument3 pagesPractice Continuti Agreement Flexi Consultancy LTDrajguruprajakta26No ratings yet
- Cambridge IGCSE™: Business Studies 0450/11Document23 pagesCambridge IGCSE™: Business Studies 0450/11eulalialamNo ratings yet
- SMP A3 PDFDocument6 pagesSMP A3 PDFMarlyn OrticioNo ratings yet
- Module 3Document79 pagesModule 3kakimog738No ratings yet
- Services Flyer en DEC 2022 FinalDocument35 pagesServices Flyer en DEC 2022 FinalPabloBecerraNo ratings yet
- Problems On Ages Questions Specially For Sbi Po PrelimsDocument18 pagesProblems On Ages Questions Specially For Sbi Po Prelimsabinusundaram0No ratings yet
- Typeform Invoice BTLWMgTYQCPq91RjvDocument1 pageTypeform Invoice BTLWMgTYQCPq91RjvAakash vermaNo ratings yet
- Performance Guarantees: A. Guarantees Subject To Liquidated DamagesDocument3 pagesPerformance Guarantees: A. Guarantees Subject To Liquidated Damagesdeepdaman18891No ratings yet
- Financial Statements of Banking CompaniesDocument29 pagesFinancial Statements of Banking CompaniesPlatonic100% (12)
- 18mel76 CimDocument4 pages18mel76 CimSushant NaikNo ratings yet
- SIP Report Atharva SableDocument68 pagesSIP Report Atharva Sable7s72p3nswtNo ratings yet
- Review of Related Literature OutlineDocument4 pagesReview of Related Literature OutlineSiote ChuaNo ratings yet
- Steps in Forecasting ProcessDocument7 pagesSteps in Forecasting Processstephanie roswellNo ratings yet
- Deed of Absolute Sale Bod OnDocument4 pagesDeed of Absolute Sale Bod OnNeil John FelicianoNo ratings yet
- Manila City - Ordinance No. 8330 s.2013Document5 pagesManila City - Ordinance No. 8330 s.2013Franco SenaNo ratings yet
- Change Management at UnileverDocument10 pagesChange Management at UnileverAnika JahanNo ratings yet