You might also like
- Paper and Paper Based Packaging MaterialsDocument25 pagesPaper and Paper Based Packaging MaterialsPremnathNo ratings yet
- Fiberboard Manufacture FinalDocument22 pagesFiberboard Manufacture Finalyeng botzNo ratings yet
- Cogon Grass Cardboard Food PackagingDocument20 pagesCogon Grass Cardboard Food PackagingRD Oseña100% (1)
- Astm f1545 Plastic Lined PipeDocument8 pagesAstm f1545 Plastic Lined PipesivagulfNo ratings yet
- 19Bar058-Prachi JainDocument13 pages19Bar058-Prachi JainPRACHI JAINNo ratings yet
- Packaging of Food in Paperboard Containers - 2020Document40 pagesPackaging of Food in Paperboard Containers - 2020fernandoluisNo ratings yet
- Paper and PulpDocument3 pagesPaper and PulpPerish Raj ThapaNo ratings yet
- Project PPT Sem 8Document27 pagesProject PPT Sem 8Axit Patel0% (1)
- Make Durable Hollow Blocks from Farm Waste and SoilDocument18 pagesMake Durable Hollow Blocks from Farm Waste and SoilHeshell Ellaga100% (2)
- JuteDocument15 pagesJuteAnmol JainNo ratings yet
- Chemistry Project Process of Paper Making: Mohamed Ikshanullah.R Xii BDocument12 pagesChemistry Project Process of Paper Making: Mohamed Ikshanullah.R Xii BKishore BabuNo ratings yet
- Paper CT19Document13 pagesPaper CT19Gautam VermaNo ratings yet
- Exercise #1 IE 213 (Industrial Materials & Processes)Document4 pagesExercise #1 IE 213 (Industrial Materials & Processes)Earl Mathew DangcalanNo ratings yet
- Paper Presentation PDFDocument6 pagesPaper Presentation PDFpramata goteNo ratings yet
- Pap SeminarDocument14 pagesPap SeminarAnonymous A3bM11HNo ratings yet
- Paper RecyclingDocument17 pagesPaper RecyclingtoluwaniNo ratings yet
- Paper and Board Based Packaging MaterialsDocument33 pagesPaper and Board Based Packaging MaterialsdimendraNo ratings yet
- Content: Le Thi Tuyet Ngan - 8DDocument13 pagesContent: Le Thi Tuyet Ngan - 8DLê Tuyết NgânNo ratings yet
- Recycling of Paper: Presented By:-Bhadra, SiddhiDocument10 pagesRecycling of Paper: Presented By:-Bhadra, SiddhiasksreeNo ratings yet
- The Manufacturing of PaperDocument7 pagesThe Manufacturing of PaperXsey Doh TukarnamoNo ratings yet
- ICHEMDocument4 pagesICHEMAnthon ToledanoNo ratings yet
- Föreläsning 2Document33 pagesFöreläsning 2alab777No ratings yet
- Recovered Fiber: PAPR 3531Document18 pagesRecovered Fiber: PAPR 3531mohammedNo ratings yet
- Paper and Pulp IndustryDocument30 pagesPaper and Pulp Industryaswinhacker28No ratings yet
- Paper PresentationDocument6 pagesPaper Presentationpramata goteNo ratings yet
- Paper & Paperboard PackagingDocument56 pagesPaper & Paperboard PackagingAkulah Endang100% (1)
- TOPIC 15 Paper (Note)Document7 pagesTOPIC 15 Paper (Note)Kaynine KikoNo ratings yet
- Paper IndustryDocument16 pagesPaper IndustryManoj SrivastavaNo ratings yet
- Eco-Friendly Handmade Paper GuideDocument0 pagesEco-Friendly Handmade Paper GuideAnand RasNo ratings yet
- Paper No.: 12 Paper Title: Food Packaging Technology Module - 05: Paper and Paper Based Packaging MaterialsDocument10 pagesPaper No.: 12 Paper Title: Food Packaging Technology Module - 05: Paper and Paper Based Packaging MaterialsTrishitman DasNo ratings yet
- Banana Fiber Reinforced Composite MaterialsDocument19 pagesBanana Fiber Reinforced Composite MaterialskarthiNo ratings yet
- Pulp Paper Manufacturing ProcessesDocument40 pagesPulp Paper Manufacturing ProcessesLourdes Marianne MenesesNo ratings yet
- Paper and PulpDocument76 pagesPaper and PulpDynamo GamingNo ratings yet
- Green MaterialsDocument22 pagesGreen MaterialsRagyi VarshneyNo ratings yet
- JuteDocument23 pagesJutekavi RAJ SenNo ratings yet
- Non WovenDocument16 pagesNon WovenMuhammad RizwanNo ratings yet
- Folio PrintingDocument13 pagesFolio PrintingGIHA BINTI TARDAN (KKSA)No ratings yet
- Usreenidhipapaers ReportDocument13 pagesUsreenidhipapaers ReporttriumphswamyNo ratings yet
- Dispersed PhaseDocument14 pagesDispersed PhasePrajith ReddyNo ratings yet
- Synopsis Diploma in Mechanical Engineering: 1) Name of The StudentDocument8 pagesSynopsis Diploma in Mechanical Engineering: 1) Name of The StudentRushikesh PatilNo ratings yet
- Sample Capstone PDFDocument17 pagesSample Capstone PDFMark Julius FulgencioNo ratings yet
- Pulp and Paper Industry: A Guide to the Processes, Properties, Uses, and Environmental ImpactDocument29 pagesPulp and Paper Industry: A Guide to the Processes, Properties, Uses, and Environmental ImpactKarthik MNo ratings yet
- Paper and PulpDocument107 pagesPaper and Pulpzohaib ul hassanNo ratings yet
- MinorProject PresentationDocument20 pagesMinorProject PresentationYash Vardhan SharmaNo ratings yet
- Coir Boards: Sem, Mbem, SpaDocument57 pagesCoir Boards: Sem, Mbem, SpaTarishi JainNo ratings yet
- BOOST SOIL FERTILITY WITH MANUREDocument7 pagesBOOST SOIL FERTILITY WITH MANUREluis ruperto flores100% (2)
- YE 101 Lecture-5 JuteDocument17 pagesYE 101 Lecture-5 Jutejiban srNo ratings yet
- 202105290638th26 - 1564625808497 - Paper Recycling Journal FinalDocument4 pages202105290638th26 - 1564625808497 - Paper Recycling Journal FinalSahil DesaiNo ratings yet
- Paper and PulpDocument8 pagesPaper and Pulpsamyam shresthaNo ratings yet
- Prepared by Chirag & AkashDocument25 pagesPrepared by Chirag & Akashfunkyakash98No ratings yet
- Lecture Flax FiberDocument29 pagesLecture Flax FiberFahad jutt100% (1)
- Plywood Manufacturing ProcessesDocument33 pagesPlywood Manufacturing Processesmikogonzalve100% (4)
- Jimenez - (How Paper Is Made)Document5 pagesJimenez - (How Paper Is Made)NATSOKO XPNo ratings yet
- Sisal FiberDocument20 pagesSisal FiberFahad juttNo ratings yet
- Paper & Pulp Industry 2022-1Document29 pagesPaper & Pulp Industry 2022-1mozamsaeed6No ratings yet
- Presentation1 170516104430Document31 pagesPresentation1 170516104430Anees Ahmed ChouhanNo ratings yet
- Mga ArticleDocument22 pagesMga ArticleMar Lorenz Robles LingaoNo ratings yet
- Create with Cork Fabric: Sew 17 Upscale Projects; Bags, Accessories & Home DecorFrom EverandCreate with Cork Fabric: Sew 17 Upscale Projects; Bags, Accessories & Home DecorNo ratings yet
- Model View of My Room SIZE: 5.3M X 3.5MDocument3 pagesModel View of My Room SIZE: 5.3M X 3.5MPRACHI JAINNo ratings yet
- Papercrete Wallpaper Material StudyDocument19 pagesPapercrete Wallpaper Material StudyPRACHI JAINNo ratings yet
- 19bar058 Landscape DesignDocument9 pages19bar058 Landscape DesignPRACHI JAINNo ratings yet
- Papercrete Wallpaper Material StudyDocument19 pagesPapercrete Wallpaper Material StudyPRACHI JAINNo ratings yet
- Interior and exterior building materials surveyDocument6 pagesInterior and exterior building materials surveyPRACHI JAINNo ratings yet
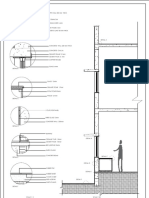
- Parapet Wall and Vault DetailsDocument1 pageParapet Wall and Vault DetailsPRACHI JAINNo ratings yet
- High Strength ConcreteDocument6 pagesHigh Strength ConcreteOnline AdoroNo ratings yet
- Renovate Nshaara Stock Farm Office BlockDocument41 pagesRenovate Nshaara Stock Farm Office BlockMwesigwa DaniNo ratings yet
- B37Document2 pagesB37wpwmhatNo ratings yet
- Michael Reynolds - Earthship - Evolution Beyond Economics, Vol. 3 - Solar Survival Architecture (1993)Document272 pagesMichael Reynolds - Earthship - Evolution Beyond Economics, Vol. 3 - Solar Survival Architecture (1993)valeriu.ispir11No ratings yet
- Diamondspark Pipeline Cored Wires: FCAW and MCAW Seamless Welding Wires For Pipeline ApplicationsDocument2 pagesDiamondspark Pipeline Cored Wires: FCAW and MCAW Seamless Welding Wires For Pipeline ApplicationsRMNo ratings yet
- Basics of TMT BarDocument21 pagesBasics of TMT BarHarish BhattNo ratings yet
- Reformulated SoR 2016-17Document54 pagesReformulated SoR 2016-17Muncipal Engineer EluruNo ratings yet
- Bill of Quantity Items Print Preview: Current Tender DetailsDocument2 pagesBill of Quantity Items Print Preview: Current Tender DetailsAbu MariamNo ratings yet
- SikaFiber® PP-12 VNDocument2 pagesSikaFiber® PP-12 VNBuiDucVinhNo ratings yet
- 1 00781 Expanfluid enDocument3 pages1 00781 Expanfluid enFfasulljaNo ratings yet
- Plumbers Handbook 2006Document81 pagesPlumbers Handbook 2006PGBarbosa100% (1)
- Maintenance of Roads: Chapter-R 10Document2 pagesMaintenance of Roads: Chapter-R 10nitin guptaNo ratings yet
- Class 150 Threaded Reducing Flanges - Carbon SteelDocument2 pagesClass 150 Threaded Reducing Flanges - Carbon SteelSebastián GómezNo ratings yet
- C042178e PDFDocument4 pagesC042178e PDFrezaNo ratings yet
- E716 10 Muestreo y Preparación de Muestras de Aluminio y PDFDocument5 pagesE716 10 Muestreo y Preparación de Muestras de Aluminio y PDFDoina MarquezNo ratings yet
- Epoxy CatalogueDocument21 pagesEpoxy CatalogueChinthamani PandiNo ratings yet
- WOWLibrary Preheating of Materials ConsumablesDocument4 pagesWOWLibrary Preheating of Materials ConsumableshreerNo ratings yet
- BS 1247 Part 1 1990 Manhole Steps PDFDocument16 pagesBS 1247 Part 1 1990 Manhole Steps PDFXAVIER RUBIONo ratings yet
- API 526 - Spring Loaded Material Table PDFDocument1 pageAPI 526 - Spring Loaded Material Table PDFGanda SamosirNo ratings yet
- Ggbs in Cement Paste and MortarDocument6 pagesGgbs in Cement Paste and MortarsaiNo ratings yet
- SAES-Q-010 Cement Based, Non-Shrink Grout PDFDocument4 pagesSAES-Q-010 Cement Based, Non-Shrink Grout PDFWaqar Ahmed100% (1)
- BARLINES MANUAL OF STANDARD PRACTICEDocument13 pagesBARLINES MANUAL OF STANDARD PRACTICEanthonyNo ratings yet
- IS 15477 2019 Adhesives For Use With Ceramic, Mosaic & Stone TilesDocument21 pagesIS 15477 2019 Adhesives For Use With Ceramic, Mosaic & Stone TileslovehackinggalsNo ratings yet
- Gs 09 PaintingDocument19 pagesGs 09 PaintingAshish PattanaikNo ratings yet
- SuperVent and SuperPro Instructions SPR JSC USDocument50 pagesSuperVent and SuperPro Instructions SPR JSC USLucas AlNo ratings yet
- M-101 Electro Mechanical Symbols PDFDocument1 pageM-101 Electro Mechanical Symbols PDFMØhãmmed ØwięsNo ratings yet
- Cylindrical Mandrel TesterDocument1 pageCylindrical Mandrel TesterAbiem SebastyanNo ratings yet
- Cover FluxDocument1 pageCover FluxKeshav BhardwajNo ratings yet
- Sheet Piles: There Are 3 Main Types of Sheet Pile WallsDocument7 pagesSheet Piles: There Are 3 Main Types of Sheet Pile WallsniyatiNo ratings yet