You might also like
- API 5B Updates (16th Edition)Document9 pagesAPI 5B Updates (16th Edition)Albert Tu100% (1)
- 02 SAMSS 011 FlangesDocument30 pages02 SAMSS 011 FlangesALI100% (2)
- Flanged Connection - Norsk Standard L-005Document69 pagesFlanged Connection - Norsk Standard L-005Srdjan VareskicNo ratings yet
- Api 6a 21 Ed Summary of ChangesDocument2 pagesApi 6a 21 Ed Summary of ChangesQuality controller100% (3)
- Astm A350 LF2 PDFDocument1 pageAstm A350 LF2 PDFAna Raquel SantosNo ratings yet
- W-P-10-01 - Design Validation TestProcedure - BALL VALVE PR2 ANNEX FDocument6 pagesW-P-10-01 - Design Validation TestProcedure - BALL VALVE PR2 ANNEX FPalkesh TrivediNo ratings yet
- Welding and Heat Treatment of AISI 4130Document66 pagesWelding and Heat Treatment of AISI 4130Дмитрий РыбаковNo ratings yet
- Grayloc Product Catalog Woodco Usa PDFDocument7 pagesGrayloc Product Catalog Woodco Usa PDFDesign2 Department0% (1)
- DIN 1681 Chemical CompositionDocument12 pagesDIN 1681 Chemical CompositionAshish Kesharwani100% (1)
- Additional Valves CertificatesDocument98 pagesAdditional Valves CertificatesDiana100% (1)
- Aisi 4130 PDFDocument2 pagesAisi 4130 PDFmatheus100% (1)
- API 6A 21 Edition WG: API Subcommittee SC-6 DiscussionsDocument9 pagesAPI 6A 21 Edition WG: API Subcommittee SC-6 DiscussionsMinhaj AkbarNo ratings yet
- Api 6aDocument23 pagesApi 6aumairahmedbaig75% (4)
- ASTM B564 (2011) - Standard Specification For Nickel Alloy ForgingsDocument11 pagesASTM B564 (2011) - Standard Specification For Nickel Alloy Forgingsanoop100% (1)
- ConnectionsDocument82 pagesConnectionsseabrake83% (12)
- Cameron Ring Joints DescriptionDocument8 pagesCameron Ring Joints DescriptionEDWIN M.PNo ratings yet
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Tuboscope Coatings Spec SheetDocument2 pagesTuboscope Coatings Spec SheetEduard Gadzhiev67% (3)
- Case Study - Confectionery Company - FinalDocument2 pagesCase Study - Confectionery Company - FinalWenceslao MolinaNo ratings yet
- AISI 4140 - 42Cr4Mo2Document2 pagesAISI 4140 - 42Cr4Mo2rajbir_singh75% (4)
- API 6A Bolting, API 6ACRA Bolting, API 6A718 Bolting: Minimum Requirement of Closure BoltingDocument10 pagesAPI 6A Bolting, API 6ACRA Bolting, API 6A718 Bolting: Minimum Requirement of Closure BoltingQuality controller0% (1)
- Nace Mr0175Document37 pagesNace Mr0175_Anggyaa_No ratings yet
- ASTM B111 - Standard Specification For Copper and Copper-Alloy Seamless Condenser Tubes and Ferrule StockDocument18 pagesASTM B111 - Standard Specification For Copper and Copper-Alloy Seamless Condenser Tubes and Ferrule Stockfininho555No ratings yet
- Aisi 4140 Alloy Steel (Uns g41400)Document4 pagesAisi 4140 Alloy Steel (Uns g41400)adil_farooq_6No ratings yet
- A29A29M-12e1 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-Wrought 000Document16 pagesA29A29M-12e1 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-Wrought 000Moongil oodagamNo ratings yet
- API 6A Gate ValvesDocument12 pagesAPI 6A Gate ValvesLee Sweningson100% (1)
- Lts Wireloc (Copie Grayloc)Document16 pagesLts Wireloc (Copie Grayloc)toto-gmbhNo ratings yet
- Spiraltec Non-Metallic FillersDocument1 pageSpiraltec Non-Metallic FillersJakir HossainNo ratings yet
- VGS 8.1.2 Rev.20 - UTDocument29 pagesVGS 8.1.2 Rev.20 - UTPaul-Petrus MogosNo ratings yet
- 04 Samss 002 PDFDocument8 pages04 Samss 002 PDFnadeem shaikhNo ratings yet
- Section II A SA-20 - SA-20M PDFDocument45 pagesSection II A SA-20 - SA-20M PDFSocrates MoralesNo ratings yet
- Gate Valve Trim ChartDocument5 pagesGate Valve Trim ChartWaseem IqbalNo ratings yet
- Welding For Sour ServiceDocument20 pagesWelding For Sour Serviceأحمد حسن100% (4)
- WN RF Flanges SCH 40 CL 150 19Document1 pageWN RF Flanges SCH 40 CL 150 19Mohamed RaafatNo ratings yet
- Inconel 625 PDFDocument16 pagesInconel 625 PDFErick OlavarriaNo ratings yet
- Pipe Specification Standards GuideDocument14 pagesPipe Specification Standards GuideAdam NumalNo ratings yet
- Asme B18.2.3.3MDocument18 pagesAsme B18.2.3.3MPham Nhat50% (2)
- Aerospace Standard Materials - Mechanical Properties - Issue 12 - 2015Document6 pagesAerospace Standard Materials - Mechanical Properties - Issue 12 - 2015Leandro González De CeccoNo ratings yet
- LG5002 OpsDocument20 pagesLG5002 OpsRSR_2K5364No ratings yet
- 20C - Cosed Die Forgings - E3-20191115Document29 pages20C - Cosed Die Forgings - E3-20191115andrea assanelli100% (5)
- Manufacturing Procedure - Specification RevisiDocument11 pagesManufacturing Procedure - Specification RevisiRonny Aja100% (1)
- MSS SP 95Document16 pagesMSS SP 95JUAN DAVID GOMEZ PATIÑONo ratings yet
- Schoeller-Bleckmann Darron CatalogueDocument35 pagesSchoeller-Bleckmann Darron CatalogueDon Braithwaite100% (2)
- MTC Review ChecklistDocument5 pagesMTC Review ChecklistShaheen Andre ChikkuNo ratings yet
- Asme Section Ii A-2 Sa-675 Sa-675mDocument6 pagesAsme Section Ii A-2 Sa-675 Sa-675mdavid perezNo ratings yet
- 02 Samss 013Document18 pages02 Samss 013Kiran NikateNo ratings yet
- Welding Procedure Specification "WPS": O O O ODocument1 pageWelding Procedure Specification "WPS": O O O OAli MoosaviNo ratings yet
- TK®-236 Physical Properties: 1. HardnessDocument2 pagesTK®-236 Physical Properties: 1. HardnessSaradhi MedapureddyNo ratings yet
- Wps-01 C.S. GtawDocument2 pagesWps-01 C.S. GtawMohamed Tarek HamamNo ratings yet
- WEIR Product ListDocument4 pagesWEIR Product ListSaurabhNo ratings yet
- 3604 1Document17 pages3604 1Tiffany WilsonNo ratings yet
- Astm A995 A995m 13 2013 PDFDocument4 pagesAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- EN ISO 11960 (2021) (E) CodifiedDocument9 pagesEN ISO 11960 (2021) (E) CodifiednitinNo ratings yet
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsDocument2 pagesWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabNo ratings yet
- Asme Section Ii B Sa-494Document10 pagesAsme Section Ii B Sa-494Monica SuarezNo ratings yet
- Safety Valve Qap 270622Document2 pagesSafety Valve Qap 270622Pavul RajNo ratings yet
- Difference Between PSL1 and PSL2Document1 pageDifference Between PSL1 and PSL2samkarthik47100% (1)
- Astm A519Document3 pagesAstm A519Eko SuherNo ratings yet
- Sa 980 P 11434 Cs Swing Check Valve Rev. t02Document3 pagesSa 980 P 11434 Cs Swing Check Valve Rev. t02altipatlar100% (1)
- Welding Procedure Specification for Vertical Storage TanksDocument6 pagesWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghNo ratings yet
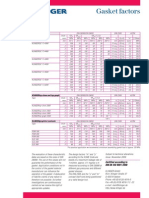
- Klinger - Gasket FactorsDocument4 pagesKlinger - Gasket FactorsFelip PrietoNo ratings yet
- 4130wog0913 - Rev14Document3 pages4130wog0913 - Rev14Quality controller100% (1)
- Steel UserguideDocument50 pagesSteel UserguideBhanu Pratap ChoudhuryNo ratings yet
- Material SpecificationDocument50 pagesMaterial SpecificationSangyt Karna0% (2)
- Userguide For SSDocument26 pagesUserguide For SSehsan4uNo ratings yet
- BHEL steel casting technical delivery conditionsDocument6 pagesBHEL steel casting technical delivery conditionsalex hutaurukNo ratings yet
- Mobrey 9000 Series Pressure TransmittersDocument6 pagesMobrey 9000 Series Pressure TransmittersCardoso MalacaoNo ratings yet
- 0 - Guia Revisión Uniones APIDocument8 pages0 - Guia Revisión Uniones APIDioni GarciaNo ratings yet
- Trican Hand Book Good Dimensions & Volumes PDFDocument402 pagesTrican Hand Book Good Dimensions & Volumes PDFCesar Calle JimenezNo ratings yet
- Design CalculationsDocument4 pagesDesign CalculationsEDWIN M.P50% (2)
- DESIGN CALCULATIONS FOR OPERATING CONDITIONSDocument2 pagesDESIGN CALCULATIONS FOR OPERATING CONDITIONSEDWIN M.PNo ratings yet
- Bar Basics and TerminologyDocument24 pagesBar Basics and TerminologyEdwin MPNo ratings yet
- API Spec 5CT IntroductionDocument37 pagesAPI Spec 5CT IntroductionChandrasekhar Sonar100% (2)
- Vtes Vtes Vtes Vtes Vtes Vtes Vtes Vtes: Api Spec Q1 ReviewDocument8 pagesVtes Vtes Vtes Vtes Vtes Vtes Vtes Vtes: Api Spec Q1 ReviewQuality controller100% (1)
- API Flange Bolt & Ring Chart for Oil & Gas Piping SystemsDocument1 pageAPI Flange Bolt & Ring Chart for Oil & Gas Piping SystemsPrasetiyo SholehNo ratings yet
- Caodc RP 6.0 Inspection and Certification of BopDocument19 pagesCaodc RP 6.0 Inspection and Certification of BopEDWIN M.P0% (1)
- Ansi-Valve Body Material SelectionDocument3 pagesAnsi-Valve Body Material SelectionsatthukotienNo ratings yet
- Basic Drilling CourseDocument22 pagesBasic Drilling Coursereza khNo ratings yet
- Pipe Thread NPT and BSPT Fittings CompatibilityDocument5 pagesPipe Thread NPT and BSPT Fittings CompatibilityEduardoNo ratings yet
- Buttress Run-Out - API ConnectionDocument2 pagesButtress Run-Out - API ConnectionEDWIN M.PNo ratings yet
- Casing Hanger Calculation PDFDocument3 pagesCasing Hanger Calculation PDFMinhaj AkbarNo ratings yet
- Bolting Requirements - API Spec 6A & 16ADocument5 pagesBolting Requirements - API Spec 6A & 16AEDWIN M.PNo ratings yet
- BP Approved Connection ListDocument10 pagesBP Approved Connection ListEDWIN M.PNo ratings yet
- Troubleshooting and Preventing Thread ProblemsDocument3 pagesTroubleshooting and Preventing Thread ProblemsEDWIN M.PNo ratings yet
- What Is Nace MR0175 Iso 15156Document1 pageWhat Is Nace MR0175 Iso 15156Quality controllerNo ratings yet
- Pipe For Use As Casing For Wells: Zao VniitneftDocument56 pagesPipe For Use As Casing For Wells: Zao VniitneftEDWIN M.PNo ratings yet
- Tubing Coupling DimensionsDocument1 pageTubing Coupling DimensionsEDWIN M.PNo ratings yet
- CS S 9PressureTestingSafetyGuidelineRev1 PDFDocument15 pagesCS S 9PressureTestingSafetyGuidelineRev1 PDFTrinath Dash MohiniNo ratings yet
- 11.4 Criteria For Failure: - Brittle Materials - Ductile Materials - Fatigue FailureDocument11 pages11.4 Criteria For Failure: - Brittle Materials - Ductile Materials - Fatigue FailurekaurNo ratings yet
- API Ring Gaskets Used in BOP ConnectionsDocument4 pagesAPI Ring Gaskets Used in BOP ConnectionsEDWIN M.PNo ratings yet
- SWOT Analysis Guide: How to Identify Strengths, Weaknesses, Opportunities and ThreatsDocument7 pagesSWOT Analysis Guide: How to Identify Strengths, Weaknesses, Opportunities and ThreatsDeep Narayan JaiswalNo ratings yet
- Introduction To Business Processes: True-False QuestionsDocument4 pagesIntroduction To Business Processes: True-False QuestionsDoan Thi Thanh ThuyNo ratings yet
- Sap PP Master DataDocument1 pageSap PP Master DatadkpdharmNo ratings yet
- Optimize warehouse layout and capacity managementDocument79 pagesOptimize warehouse layout and capacity managementFreddy Vega Macías100% (1)
- Institute of Business Management: Assignment - Spring 2021Document3 pagesInstitute of Business Management: Assignment - Spring 2021Abbas AnjarNo ratings yet
- Chapter 1 - Logistics and The Supply ChainDocument8 pagesChapter 1 - Logistics and The Supply ChainTran Ngoc Tram AnhNo ratings yet
- Quality ManualDocument61 pagesQuality ManualJames BashamNo ratings yet
- Case Study - AmendedDocument2 pagesCase Study - Amended203560No ratings yet
- Universal College of Parañaque: Inventories Related Standards: Pas 2 - InventoriesDocument26 pagesUniversal College of Parañaque: Inventories Related Standards: Pas 2 - InventoriesTeresaNo ratings yet
- MIS Ass PrabaDocument12 pagesMIS Ass PrabaPraba VettriveluNo ratings yet
- Audit of InventoriesDocument2 pagesAudit of InventoriesJenny BernardinoNo ratings yet
- 7 Features of E-CommerceDocument8 pages7 Features of E-Commercejaysean28No ratings yet
- International Marketing AssignmentDocument15 pagesInternational Marketing Assignmentkhant nyarNo ratings yet
- SIX SIGMA Training ManualDocument112 pagesSIX SIGMA Training ManualWendimagen Meshesha FantaNo ratings yet
- 00 S4hana Long Npo SalescolombiaDocument106 pages00 S4hana Long Npo SalescolombiadanishGoldfishahamadNo ratings yet
- (Management For Professionals) Marc Helmold - Virtual and Innovative Quality Management-Springer (2023)Document230 pages(Management For Professionals) Marc Helmold - Virtual and Innovative Quality Management-Springer (2023)Saul CohenNo ratings yet
- WESCO Distribution Inc. National Account Program SummaryDocument12 pagesWESCO Distribution Inc. National Account Program Summarykaustubh_dec17No ratings yet
- Firm SupplyDocument79 pagesFirm Supplynorman muisNo ratings yet
- Dell's Innovative Supply ChainDocument14 pagesDell's Innovative Supply ChainJithin Ignatius50% (2)
- Digital Transformation KPI Taxonomy 1657817885Document1 pageDigital Transformation KPI Taxonomy 1657817885Prem SinghNo ratings yet
- Nilofar SipDocument8 pagesNilofar Siptechpert.hr22No ratings yet
- Kobetsu Kaizen: Maintenance ManagementDocument34 pagesKobetsu Kaizen: Maintenance ManagementMohammed Rushnaiwala100% (1)
- Sales Territory ManagementDocument22 pagesSales Territory Managementhema sri medi100% (2)
- 4Ps of Marketing MixDocument10 pages4Ps of Marketing MixDhruv RavindraNo ratings yet
- Closing the Gaps in Service QualityDocument16 pagesClosing the Gaps in Service QualityAby Reji ChemmathuNo ratings yet
- Session 3Document80 pagesSession 3Brijlal MallikNo ratings yet
- 2008 CPIM Exam Content ManualDocument58 pages2008 CPIM Exam Content ManualelmozzNo ratings yet
- Bachelor of Commerce in Human Resource Management: Module GuideDocument116 pagesBachelor of Commerce in Human Resource Management: Module GuideKea MNo ratings yet
- 20 Jan2021Document7 pages20 Jan2021unnateeNo ratings yet