You might also like
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument220 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byScott K.L LeeNo ratings yet
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument70 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byHskumarReddy KarriNo ratings yet
- 21 - Welding Terms and Definations - PPT Version 1Document69 pages21 - Welding Terms and Definations - PPT Version 1Shubham Shukla100% (1)
- CSWIP Day 1Document71 pagesCSWIP Day 1rarwinthNo ratings yet
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument71 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byzahidwahla1No ratings yet
- An Introduction To CSWIP 3.1Document52 pagesAn Introduction To CSWIP 3.1Simon Lee100% (4)
- Welding DefectsDocument122 pagesWelding DefectsqaNo ratings yet
- Visual INSPECTION OF WELDSDocument49 pagesVisual INSPECTION OF WELDSpraveentienNo ratings yet
- Fundamentals of WeldingDocument143 pagesFundamentals of WeldingHassanNo ratings yet
- Discuss and Sharing CSWIP 3.1 (Duties and TerminologyDocument48 pagesDiscuss and Sharing CSWIP 3.1 (Duties and Terminologyuntoro firdausNo ratings yet
- Macro & Weld Symbol CSWIPDocument54 pagesMacro & Weld Symbol CSWIPSuryaprakashNo ratings yet
- Smaw 9 Q3 W2-3Document8 pagesSmaw 9 Q3 W2-3Words Wero MascarinasNo ratings yet
- Welding DocumentDocument128 pagesWelding DocumentVishal SharmaNo ratings yet
- 6-Welding Symbols - KashyapDocument32 pages6-Welding Symbols - Kashyapabhinay soni100% (1)
- Rubric: Fillet Welds: Tee Joint Lap Joint Corner JointDocument3 pagesRubric: Fillet Welds: Tee Joint Lap Joint Corner Jointamir ghabraeiNo ratings yet
- Assembly & Welding LNDocument99 pagesAssembly & Welding LNfayzaNo ratings yet
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofpatel ketan100% (2)
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- Giao Trinh English For WeldingDocument43 pagesGiao Trinh English For WeldingThe Normal HeartNo ratings yet
- Welding InspectionDocument143 pagesWelding InspectionHieu Le Trung100% (1)
- 23-WIS5 Visual Inspection 2006Document38 pages23-WIS5 Visual Inspection 2006ahmed titoNo ratings yet
- Fundamentals of Visual InspectionDocument49 pagesFundamentals of Visual InspectionsusanwebNo ratings yet
- Quiz MCP1Document5 pagesQuiz MCP1Rob WillestoneNo ratings yet
- BASIC WELDING GUIDEDocument26 pagesBASIC WELDING GUIDEMd Anamul HoqueNo ratings yet
- Welding Joints & Defects GuideDocument61 pagesWelding Joints & Defects GuideRakesh Kumar MundaNo ratings yet
- Riveted Joint NewDocument16 pagesRiveted Joint NewminaNo ratings yet
- Validated TVL Smaw11 q3 M 4Document11 pagesValidated TVL Smaw11 q3 M 4tibo bursioNo ratings yet
- INSPECTION SCHEDULE AND DEFECTSDocument17 pagesINSPECTION SCHEDULE AND DEFECTSRishu GuptaNo ratings yet
- Joining & Assembly Processes: Fundamentals of WeldingDocument18 pagesJoining & Assembly Processes: Fundamentals of WeldingSajjadNo ratings yet
- WeldingDocument22 pagesWeldingMadhu NNo ratings yet
- Handbook of Comparative World Steel StandardsDocument15 pagesHandbook of Comparative World Steel StandardsDragan MiladinovicNo ratings yet
- Welded ConnectionsDocument47 pagesWelded ConnectionsHarold Jackson Mtyana100% (3)
- CSWIP Welding Inspection Notes and Questions (Said)Document138 pagesCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofNO ONENo ratings yet
- Lecture 8 Chapter 10 Weldin Joints 12 - 3 - 2020Document20 pagesLecture 8 Chapter 10 Weldin Joints 12 - 3 - 2020Adnan WattooNo ratings yet
- WeldingDocument22 pagesWeldingN Sudheer RêddyNo ratings yet
- CSWIP 3.1 Welding Inspection NotesDocument102 pagesCSWIP 3.1 Welding Inspection NotesMohamad Junid Bin Omar91% (32)
- Welding Joint Design and Welding SymbolsDocument20 pagesWelding Joint Design and Welding SymbolsvijayNo ratings yet
- Welding InspectionDocument132 pagesWelding InspectionEnrique TaviraNo ratings yet
- Butt Joint Upload 1Document6 pagesButt Joint Upload 1Aminda FernandoNo ratings yet
- Welder's Handbook Visual Inspection GuideDocument77 pagesWelder's Handbook Visual Inspection GuideketanNo ratings yet
- HISTORY OF WELDING TECHNIQUES AND DEFECTSDocument40 pagesHISTORY OF WELDING TECHNIQUES AND DEFECTSAsad Bin Ala QatariNo ratings yet
- Flange Gasket and Bolts - Piping StudyDocument7 pagesFlange Gasket and Bolts - Piping Studyshantilal100% (1)
- Power point PDFDocument30 pagesPower point PDFleowongck0119No ratings yet
- Week No 3Document6 pagesWeek No 3surajit biswasNo ratings yet
- Piping Inspections: For BeginnersDocument38 pagesPiping Inspections: For BeginnersKamal UddinNo ratings yet
- Codes, Standards &specificationsDocument46 pagesCodes, Standards &specificationsThe Engineers EDGE, CoimbatoreNo ratings yet
- Welded Joint Types and SymbolsDocument10 pagesWelded Joint Types and SymbolsShaina MusaNo ratings yet
- Soal Soal CSWIP 3.2Document9 pagesSoal Soal CSWIP 3.2handriyantoNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- How to Build a Global Model Earthship Operation II: Concrete WorkFrom EverandHow to Build a Global Model Earthship Operation II: Concrete WorkNo ratings yet
- Farm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalNo ratings yet
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- ASME B16.5 Flange Temperature and Pressure Ratings ChartDocument4 pagesASME B16.5 Flange Temperature and Pressure Ratings ChartRamzi BEN AHMEDNo ratings yet
- API RP 14E - Design and Installation of Offshore Proeuction Platform Piping SystemsDocument1 pageAPI RP 14E - Design and Installation of Offshore Proeuction Platform Piping Systemsสิทธิไชย อรุณวํฒนชัยNo ratings yet
- Centrifugal Pump Installation ProcedureDocument1 pageCentrifugal Pump Installation ProcedureRamzi BEN AHMEDNo ratings yet
- Welding Guidelines: Welding Guidelines For Non-Alloy Construction Materials Submerged Arc Welding of Non-Alloy SteelsDocument2 pagesWelding Guidelines: Welding Guidelines For Non-Alloy Construction Materials Submerged Arc Welding of Non-Alloy SteelsRamzi BEN AHMEDNo ratings yet
- Catalogue Béné InoxDocument30 pagesCatalogue Béné InoxRamzi BEN AHMEDNo ratings yet
- Butterfly Valves - CatalogDocument30 pagesButterfly Valves - CatalogRamzi BEN AHMEDNo ratings yet
- BS EN ISO 3834-5:2005: Table 1 - Welders and Welding OperatorsDocument1 pageBS EN ISO 3834-5:2005: Table 1 - Welders and Welding OperatorsRamzi BEN AHMEDNo ratings yet
- Table 5 - Qualification of The Welding Procedures: BS EN ISO 3834-5:2005Document1 pageTable 5 - Qualification of The Welding Procedures: BS EN ISO 3834-5:2005Ramzi BEN AHMEDNo ratings yet
- Max Allowable Pressure of Pipes and PipellinesDocument73 pagesMax Allowable Pressure of Pipes and PipellinesRamzi BEN AHMEDNo ratings yet
- Guidelines On Qualification For Personnel DealingDocument1 pageGuidelines On Qualification For Personnel DealingRamzi BEN AHMEDNo ratings yet
- P&IDDocument18 pagesP&IDhectornicolauNo ratings yet
- Destructive TestDocument17 pagesDestructive TestRamzi BEN AHMEDNo ratings yet
- API 579-2 - 13.1 Rev1Document50 pagesAPI 579-2 - 13.1 Rev1osbertodiaz100% (2)
- ISO 3834-1 quality requirements for fusion welding of metallic materialsDocument1 pageISO 3834-1 quality requirements for fusion welding of metallic materialsRamzi BEN AHMEDNo ratings yet
- Api 6a FLG Slide Rule SizeDocument9 pagesApi 6a FLG Slide Rule SizeRamzi BEN AHMEDNo ratings yet
- Influence of Heat Inputs On Weld Profiles and Mechanical Properties of Carbon and Stainless SteelDocument9 pagesInfluence of Heat Inputs On Weld Profiles and Mechanical Properties of Carbon and Stainless SteelRamzi BEN AHMEDNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- Process and Instrument Diagram SymbolsDocument24 pagesProcess and Instrument Diagram SymbolsBabak Hosseini100% (1)
- Chemical Pretreatment for RO and NF SystemsDocument16 pagesChemical Pretreatment for RO and NF SystemsBerliana Cahya NingtiasNo ratings yet
- GTAW & TIG Welding Question BankDocument19 pagesGTAW & TIG Welding Question BankRamzi BEN AHMEDNo ratings yet
- Grain Refinement of Aluminum Casting Alloys : G.K. Sigworth and T.A. Kuhn, Alcoa Primary MetalsDocument8 pagesGrain Refinement of Aluminum Casting Alloys : G.K. Sigworth and T.A. Kuhn, Alcoa Primary MetalsRamzi BEN AHMEDNo ratings yet
- 5 NDT Method For ConcreteDocument1 page5 NDT Method For ConcreteRamzi BEN AHMEDNo ratings yet
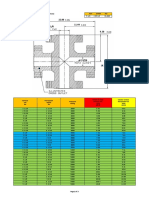
- API Flanged - Studded Crosses and Tees Slide RuleDocument3 pagesAPI Flanged - Studded Crosses and Tees Slide RuleRamzi BEN AHMEDNo ratings yet
- Steel Castings, Surface Acceptance Standards, Visual ExaminationDocument3 pagesSteel Castings, Surface Acceptance Standards, Visual ExaminationRamzi BEN AHMEDNo ratings yet
- BS 00644 2009 (En) PDFDocument28 pagesBS 00644 2009 (En) PDFMahendran MNo ratings yet
- A194A194M-15 Standard Specification For Carbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothDocument13 pagesA194A194M-15 Standard Specification For Carbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothChuthaNo ratings yet
- Fusion Bonded Epoxy-Coated Pipe Piles: Standard Specification ForDocument4 pagesFusion Bonded Epoxy-Coated Pipe Piles: Standard Specification ForRamzi BEN AHMEDNo ratings yet
- Ambient Crude Oil StorageDocument13 pagesAmbient Crude Oil StorageSrihari KodimelaNo ratings yet
- 653 Exam 1-05 PDFDocument29 pages653 Exam 1-05 PDFSaid Alauddeen FaiszNo ratings yet
- BS en 30-2-2 - 1999Document10 pagesBS en 30-2-2 - 1999Khaled Moustafa KamelNo ratings yet
- Assignment 1Document1 pageAssignment 1Suman RoyNo ratings yet
- Welders Qualification Test Record For Approval: Marjan Development ProgramDocument8 pagesWelders Qualification Test Record For Approval: Marjan Development ProgramJoni Carino SuniNo ratings yet
- CCV Product OverviewDocument7 pagesCCV Product OverviewRizal NasutionNo ratings yet
- Drilling HydraulicsDocument36 pagesDrilling HydraulicsSohaib RashidNo ratings yet
- TEED 4x5 For Well Servicing Performance RatingDocument2 pagesTEED 4x5 For Well Servicing Performance RatingJimy BarronNo ratings yet
- DNCSDocument20 pagesDNCSksankar_2005No ratings yet
- Technical Requirements - Commercial Escalators 1.00 Scope of WorkDocument8 pagesTechnical Requirements - Commercial Escalators 1.00 Scope of WorkAbd Malek RosediNo ratings yet
- Eccentric Welded Connections: Shear Only AnalysisDocument6 pagesEccentric Welded Connections: Shear Only AnalysisJatinTankNo ratings yet
- Study On The Phase Angle Effect For Alpha Type Stirling Engine Thermodynamics BehaviorDocument5 pagesStudy On The Phase Angle Effect For Alpha Type Stirling Engine Thermodynamics BehaviorEfe TurkyılmazNo ratings yet
- Welcome... : An Electronic Solution That Puts The Pleasure Back Into Boating!Document71 pagesWelcome... : An Electronic Solution That Puts The Pleasure Back Into Boating!ensDan100% (1)
- Gas Law FLORESDocument1 pageGas Law FLORESJustinne May SantosNo ratings yet
- Modulo Arranque Monicon GTR17Document6 pagesModulo Arranque Monicon GTR17Rommel Chang0% (1)
- 9-Baja Reaction Parts Catalog - Br150 Howhit 150cc Go Kart (Vin Prefix l6k)Document42 pages9-Baja Reaction Parts Catalog - Br150 Howhit 150cc Go Kart (Vin Prefix l6k)oakstrNo ratings yet
- Open steam distillation column designDocument12 pagesOpen steam distillation column designTle SupawidNo ratings yet
- CTC-224 Engine SystemsDocument317 pagesCTC-224 Engine Systemsalexdd39100% (2)
- Rsu PDFDocument8 pagesRsu PDFIsaac Galvez EscuderoNo ratings yet
- Ae708 Question Bank 2Document5 pagesAe708 Question Bank 2pRoBoTRoGe OPNo ratings yet
- Lab Manual TA211 (2023-2024 - SEM I)Document38 pagesLab Manual TA211 (2023-2024 - SEM I)Shrasti sahuNo ratings yet
- Ficha Técnica LG Giant 11 Kgs - Lavadora y Secadoras-1Document1 pageFicha Técnica LG Giant 11 Kgs - Lavadora y Secadoras-1Fernando GonzálezNo ratings yet
- Capitol MFG Catalog 497Document47 pagesCapitol MFG Catalog 497Roobens SC LaraNo ratings yet
- Cooling of 1103A-33GDocument2 pagesCooling of 1103A-33GMd ShNo ratings yet
- Screw Conveyor Design Calculation: ApplicationDocument4 pagesScrew Conveyor Design Calculation: ApplicationPranetr R.No ratings yet
- 031 DG Pi05 0301 0Document28 pages031 DG Pi05 0301 0powerclean ctgNo ratings yet
- Steam Flow Pressure Reduction Valve Mass Flow Calculation: Pomorstvo Scientific Journal of Maritime ResearchDocument8 pagesSteam Flow Pressure Reduction Valve Mass Flow Calculation: Pomorstvo Scientific Journal of Maritime ResearchKrishna PatelNo ratings yet
- 2.3-Circular MotionDocument2 pages2.3-Circular MotionSaina BhatiaNo ratings yet
- FC 4.1.22 - Mobile Drill Machine Daily ChecklistDocument1 pageFC 4.1.22 - Mobile Drill Machine Daily Checklistkhrayzie bhoneNo ratings yet
- Cswip Appendix 03 Pipe Reports and QuestionsDocument42 pagesCswip Appendix 03 Pipe Reports and QuestionsNsidibe Michael EtimNo ratings yet
- A Finite Rotating Shaft Element Using Timoshenko Beam Theory PDFDocument11 pagesA Finite Rotating Shaft Element Using Timoshenko Beam Theory PDFGuilherme Henrique100% (1)
- Repair Case Wheel Loader Hydraulic Bypass SystemDocument3 pagesRepair Case Wheel Loader Hydraulic Bypass SystemLeandro SalNo ratings yet
- Catalog 63 English MetricDocument186 pagesCatalog 63 English MetricWilfredo Suarez TorresNo ratings yet