You might also like
- Astm E588Document9 pagesAstm E588Jesus VelizNo ratings yet
- WSI Corrosion Control by Weld Overlay (Boilers)Document11 pagesWSI Corrosion Control by Weld Overlay (Boilers)Claudia Mms100% (1)
- Innovative In-Situ Repair of A High Temperature Steam Super Heater CoilDocument13 pagesInnovative In-Situ Repair of A High Temperature Steam Super Heater Coilvaratharajan g r100% (1)
- The Holy Book of X86 v1 PDFDocument54 pagesThe Holy Book of X86 v1 PDFMoustafa Al QasrawiNo ratings yet
- Pengaruh Temperatur Pemanasan Terhadap KekerasanDocument12 pagesPengaruh Temperatur Pemanasan Terhadap KekerasanMisbach HyudinzNo ratings yet
- F 1044 - 99 - Rjewndq - PDFDocument5 pagesF 1044 - 99 - Rjewndq - PDFDavid Drolet TremblayNo ratings yet
- Alignment Plumbing Quality Control and Inspection Form PDFDocument1 pageAlignment Plumbing Quality Control and Inspection Form PDFGanesh YadavNo ratings yet
- Joining Copper Nickel AlloysDocument9 pagesJoining Copper Nickel AlloyshboodhaiNo ratings yet
- Hand Hole PlateDocument37 pagesHand Hole PlateRajkumar MaityNo ratings yet
- Velocity ChartDocument2 pagesVelocity Chartshanmusx100% (1)
- E1158Document4 pagesE1158Irish Manglicmot LagundinoNo ratings yet
- Line Switch Mode Power Supply (SMPS)Document44 pagesLine Switch Mode Power Supply (SMPS)adnantahir012873No ratings yet
- Ultrasonic Testing ReportDocument28 pagesUltrasonic Testing Reporteldobie3No ratings yet
- Uji KekerasanDocument55 pagesUji KekerasanShiezkhaede ShirakawaNo ratings yet
- Welding FormDocument4 pagesWelding FormAnand SomanNo ratings yet
- Atlantic Catalogue 2016Document34 pagesAtlantic Catalogue 2016caswel14100% (2)
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- Pengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMDocument15 pagesPengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMMulYadi100% (1)
- ABout Preheat Before WeldingDocument2 pagesABout Preheat Before WeldingHary Olya AdriansyahNo ratings yet
- WOPQ Form English1Document2 pagesWOPQ Form English1oaperuchenaNo ratings yet
- Document: NO.:: Ultrasonic ExaminationDocument41 pagesDocument: NO.:: Ultrasonic ExaminationDamar WardhanaNo ratings yet
- Manajemen Material PembangkitDocument46 pagesManajemen Material Pembangkitramdana satriaNo ratings yet
- LB-52 Lb-52u: Oh H Vu F Oh H VuDocument1 pageLB-52 Lb-52u: Oh H Vu F Oh H VuMohd Farid OsmanNo ratings yet
- Minimum Number of Thermocouples-Local PWHTDocument5 pagesMinimum Number of Thermocouples-Local PWHTPradip Goswami100% (1)
- CSWIP Module Re-ExamDocument2 pagesCSWIP Module Re-ExamAhmad Khalimi Ilmawan100% (1)
- Key Concepts 2 Heat InputDocument4 pagesKey Concepts 2 Heat InputBama RamachandranNo ratings yet
- ESABDocument1 pageESABXQNo ratings yet
- Asme Ix 2013 PTDocument1 pageAsme Ix 2013 PTRonel John Rodriguez CustodioNo ratings yet
- SMS - 603 - UTZ - 001 - Sulzer SPEKTRA Rev.00.pdf (TTD) PDFDocument24 pagesSMS - 603 - UTZ - 001 - Sulzer SPEKTRA Rev.00.pdf (TTD) PDFRosyidi danangNo ratings yet
- API 650 Desain TangkiDocument52 pagesAPI 650 Desain TangkiAhmad FadhliNo ratings yet
- As 2084-1987 Non-Destructive Testing - Eddy Current Testing of Metal TubesDocument7 pagesAs 2084-1987 Non-Destructive Testing - Eddy Current Testing of Metal TubesSAI Global - APACNo ratings yet
- 2005 Stainless SteelsDocument76 pages2005 Stainless SteelsAnonymous 98vSKYTaDgNo ratings yet
- Asme Ix Int Vol26Document17 pagesAsme Ix Int Vol26Julio CastilhosNo ratings yet
- Gas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Document8 pagesGas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Willy UioNo ratings yet
- List of Codes For Structural SteelDocument2 pagesList of Codes For Structural Steelمحمد نعمان بٹNo ratings yet
- PT Shahib Sejati (Siap Cetak)Document8 pagesPT Shahib Sejati (Siap Cetak)Ade RafikNo ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- Welding+process Abbreviations+and+full+namesDocument1 pageWelding+process Abbreviations+and+full+namesmario fisgaNo ratings yet
- 002 DPB PT Asme 2012 PT AsmeDocument43 pages002 DPB PT Asme 2012 PT AsmeAozoraLazoraNo ratings yet
- List Mechanical Procedure Qualification Test (API 1104) 2018 (CEPU)Document5 pagesList Mechanical Procedure Qualification Test (API 1104) 2018 (CEPU)Muhammad Iqbal SpNo ratings yet
- Cast Steel GradesDocument5 pagesCast Steel Gradessohan_miyawala1906No ratings yet
- Safety and Operating Manual: Pipe Threading MachineDocument19 pagesSafety and Operating Manual: Pipe Threading MachineNalina S. Bala KumarNo ratings yet
- Inspection of CastingDocument23 pagesInspection of CastingRaghu SanthNo ratings yet
- JIS Z 3062 2009 Method and Acceptance Criteria of Ultrasonic ExaminationDocument20 pagesJIS Z 3062 2009 Method and Acceptance Criteria of Ultrasonic ExaminationLe Anh DuyNo ratings yet
- Optimization of Weld Bead Width in Tungsten Inert Gas Welding of Austenitic Stainless Steel AlloyDocument4 pagesOptimization of Weld Bead Width in Tungsten Inert Gas Welding of Austenitic Stainless Steel AlloyeshuNo ratings yet
- Weldability and Process Parameter Optimization of Dissimilar Pipe Joints Using GTAWDocument6 pagesWeldability and Process Parameter Optimization of Dissimilar Pipe Joints Using GTAWmaro151No ratings yet
- 10 - Ravichandran Et AlDocument13 pages10 - Ravichandran Et AlAdam Al AufaNo ratings yet
- Welding Technology Revision Question Sans ReponseDocument15 pagesWelding Technology Revision Question Sans ReponsedeliNo ratings yet
- An Optimization of Tig Welding (Ss304) Parameters Using Destructive and Nondestructive Testing MethodDocument8 pagesAn Optimization of Tig Welding (Ss304) Parameters Using Destructive and Nondestructive Testing MethodTJPRC PublicationsNo ratings yet
- NosaDocument9 pagesNosaosaroboNo ratings yet
- Mmech AprilDocument6 pagesMmech AprilVidyut KumarNo ratings yet
- 1 PBDocument7 pages1 PBakshankaiteNo ratings yet
- 198 Ijaema December 5024Document13 pages198 Ijaema December 5024dir.office.sgearNo ratings yet
- Experimental Investigation of GMAW For AISI 1045 MaterialDocument5 pagesExperimental Investigation of GMAW For AISI 1045 MaterialFatih BahşiNo ratings yet
- Experimental Investigation of Deposition Rate in Tig Welding of Grade 304 Stainless SteelDocument3 pagesExperimental Investigation of Deposition Rate in Tig Welding of Grade 304 Stainless Steelsreejith2786No ratings yet
- Parametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodDocument11 pagesParametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodNarendra KalerNo ratings yet
- Nadia Hamzawy Mohamed - Nadia PaperDocument7 pagesNadia Hamzawy Mohamed - Nadia PaperchatgptuseregyptNo ratings yet
- Saravanan2017 Article StudiesOnMetallurgicalAndMechaDocument8 pagesSaravanan2017 Article StudiesOnMetallurgicalAndMechaPardeepNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- GSR (ROAD) 2015Document74 pagesGSR (ROAD) 2015Gautam RaiNo ratings yet
- Cantilever Retaining Wall Design: ASDIP Retain 4.7.6Document8 pagesCantilever Retaining Wall Design: ASDIP Retain 4.7.6Siva KrishnaNo ratings yet
- Testing and Commissioning Procedure For Ventilation and General Exhaust FansDocument3 pagesTesting and Commissioning Procedure For Ventilation and General Exhaust FansDong Vanra100% (1)
- II 5 - Brochure Ebara Ss - FSSCDocument10 pagesII 5 - Brochure Ebara Ss - FSSCPakin SornNo ratings yet
- York Usa Pac 3 - 6.3 TRDocument44 pagesYork Usa Pac 3 - 6.3 TRDANISHNo ratings yet
- Essential Kitchen Bathroom Bedroom - July 2014 UKDocument164 pagesEssential Kitchen Bathroom Bedroom - July 2014 UKnicu100% (1)
- HOVAL Caldaia Cosmo EnglishDocument10 pagesHOVAL Caldaia Cosmo Englishosama alabsiNo ratings yet
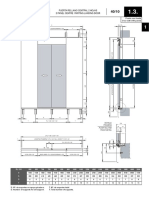
- Puerta Rellano Central 2 Hojas 2 Panel Centre Parting Landing DoorDocument1 pagePuerta Rellano Central 2 Hojas 2 Panel Centre Parting Landing DoorOsama OdehNo ratings yet
- IRC SP 137 - 1st ProofDocument240 pagesIRC SP 137 - 1st ProofSachin RangariNo ratings yet
- ENCI 427 Timber Structures Assignment 1: Multi-Storey Timber Building DesignDocument3 pagesENCI 427 Timber Structures Assignment 1: Multi-Storey Timber Building DesignBa Thanh DinhNo ratings yet
- Timber Bridge Maintenance ManualDocument17 pagesTimber Bridge Maintenance ManualTony ParkNo ratings yet
- Access DoorDocument3 pagesAccess DoorMichael FaridNo ratings yet
- Section S-B2: SCALE 1:50Document1 pageSection S-B2: SCALE 1:50ElvisNo ratings yet
- STP 1180-1993 PDFDocument437 pagesSTP 1180-1993 PDFaleks100% (2)
- EKT Annual Business Plan For 2016-2017Document73 pagesEKT Annual Business Plan For 2016-2017Sisay TesfayeNo ratings yet
- Fischer Bolt Anchor FBZ: The Cost-Efficient Fixing Solution For Cracked and Non-Cracked ConcreteDocument4 pagesFischer Bolt Anchor FBZ: The Cost-Efficient Fixing Solution For Cracked and Non-Cracked ConcreteMIDHUN BABUNo ratings yet
- Construction of Kazirtack Bridge - Precast Pseudo Box Form in ViaductDocument3 pagesConstruction of Kazirtack Bridge - Precast Pseudo Box Form in ViaductBridge WingNo ratings yet
- Solusi Yang Ditawarkan - 1231Document4 pagesSolusi Yang Ditawarkan - 1231Fahreza Faidil MuhammadNo ratings yet
- Development Control Rules MIDCDocument150 pagesDevelopment Control Rules MIDCApoorv Nagpal75% (4)
- GATE Architecture - Revision Crash CourseDocument78 pagesGATE Architecture - Revision Crash CourseKiran Kumar100% (1)
- Carnegie Beam Sections Profiles Properties and Safe Loads For New Series of Structural Steel Beams and Column Sections 1927 PDFDocument173 pagesCarnegie Beam Sections Profiles Properties and Safe Loads For New Series of Structural Steel Beams and Column Sections 1927 PDFpatiltushar79No ratings yet
- SM5ce - V3 SawDocument9 pagesSM5ce - V3 SawBryan DixNo ratings yet
- D Class DCR Final 20.09.16Document221 pagesD Class DCR Final 20.09.16Kscsiddhant KscsiddhantNo ratings yet
- Job Procedure FOR Hydrotesting of Underground Mov (Api 6D Valve)Document6 pagesJob Procedure FOR Hydrotesting of Underground Mov (Api 6D Valve)sojeckNo ratings yet
- Important Questions Board Point of ViewDocument4 pagesImportant Questions Board Point of ViewUbaid SaudagarNo ratings yet
- Short Circuit Kitchen HoodDocument5 pagesShort Circuit Kitchen Hoodpsn_kylmNo ratings yet
- 1929 Parkwood Ave Inspection ReportDocument46 pages1929 Parkwood Ave Inspection ReportAnonymous iZUD81YhrXNo ratings yet
- Design For Reinforcement in Pier: Slenderness RatioDocument2 pagesDesign For Reinforcement in Pier: Slenderness RatioPreetam SundarayNo ratings yet
- Materials For Construction - Gate HouseDocument12 pagesMaterials For Construction - Gate HouseShahed HussainNo ratings yet