You might also like
- HAV-EXT-QC-STA-0245: Method Statement of Hdpe PipingDocument19 pagesHAV-EXT-QC-STA-0245: Method Statement of Hdpe Pipingum erNo ratings yet
- Hav Ext Hs PLN 0085 BDocument128 pagesHav Ext Hs PLN 0085 Bum erNo ratings yet
- HAV-EXT-HS-PRO-0144: Hot Work Safety ProcedureDocument14 pagesHAV-EXT-HS-PRO-0144: Hot Work Safety Procedureum erNo ratings yet
- Hav Ext Hs Pro 0082 BDocument18 pagesHav Ext Hs Pro 0082 Bum erNo ratings yet
- Abj 89 103778 Ba 6070 00024 0000 01Document16 pagesAbj 89 103778 Ba 6070 00024 0000 01Nithin GNo ratings yet
- 466 GE CRC PRO 6709 0 - Welding Consumable Control IFIDocument15 pages466 GE CRC PRO 6709 0 - Welding Consumable Control IFIRufina Petronella SinagaNo ratings yet
- DRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFDocument36 pagesDRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFrodman823No ratings yet
- Method Statement and Job Safety Analysis FOR Upper Pile Site Repair Wika BetonDocument16 pagesMethod Statement and Job Safety Analysis FOR Upper Pile Site Repair Wika BetonAhmad Rafly ZulfikarNo ratings yet
- Method of Statement For Drainage Work & Installation of Hume PipesDocument9 pagesMethod of Statement For Drainage Work & Installation of Hume PipesMano RanjithNo ratings yet
- MS Formwork, Reinforcement & Concrete WorksDocument15 pagesMS Formwork, Reinforcement & Concrete Workstomj9104100% (1)
- MST Compressed Air PipingDocument62 pagesMST Compressed Air PipingAhmed GamalNo ratings yet
- Tvd-Rc-Arg-Mep-Ms-00022 - T&C Ventilation FansDocument13 pagesTvd-Rc-Arg-Mep-Ms-00022 - T&C Ventilation Fansalisheeraz0302No ratings yet
- HAV-EXT-HS-PRO-0181: Working at Height ProcedureDocument16 pagesHAV-EXT-HS-PRO-0181: Working at Height Procedureum erNo ratings yet
- 7.1.E.5 Ground Bed Installation Support OkDocument4 pages7.1.E.5 Ground Bed Installation Support Okarif rhNo ratings yet
- Method Statement For Installation of Earthing & Bonding SystemDocument14 pagesMethod Statement For Installation of Earthing & Bonding SystemProjects INTSNo ratings yet
- MST Installation of WEHOLITE Pipe - Stormwater - FinalDocument13 pagesMST Installation of WEHOLITE Pipe - Stormwater - FinalShahzaib ShahidNo ratings yet
- Hav Ext Hs PLN 0194 BDocument20 pagesHav Ext Hs PLN 0194 Bum erNo ratings yet
- Method Statement RISK ASSESSMENT For Mechanical Piping CompressDocument41 pagesMethod Statement RISK ASSESSMENT For Mechanical Piping CompressVlad KaroNo ratings yet
- AJ5619 - Installation & Pre-Commissioning ReportDocument45 pagesAJ5619 - Installation & Pre-Commissioning ReportDeepakkumarNo ratings yet
- Sanitary Fixtures Method StatementDocument14 pagesSanitary Fixtures Method StatementSwapnil ChavanNo ratings yet
- Method Statement For Installation of Hot and Cold Water Supply Polypropylene and Ethylene Copolymers (PPR) PipingDocument10 pagesMethod Statement For Installation of Hot and Cold Water Supply Polypropylene and Ethylene Copolymers (PPR) PipingSaim AliNo ratings yet
- Project Quality Plan For Storage Tank & Piping System: (Arial 12)Document7 pagesProject Quality Plan For Storage Tank & Piping System: (Arial 12)Ahmad MohammadNo ratings yet
- Method Statement & Risk Assessment For Installation of Drainage WorksDocument16 pagesMethod Statement & Risk Assessment For Installation of Drainage WorksAbu Muhammed KhwajaNo ratings yet
- Docu Ent Sub Ittal Sheet: Qatar Armed Forces Qatar Emiri Corps of EngineeringDocument20 pagesDocu Ent Sub Ittal Sheet: Qatar Armed Forces Qatar Emiri Corps of EngineeringMohameduwais Badurdeen Haqqiyul QadiriNo ratings yet
- Lps-01-Hti-Mst-Me-032 - Method Statement For Foam Fire Fire Supression SystemDocument50 pagesLps-01-Hti-Mst-Me-032 - Method Statement For Foam Fire Fire Supression Systemaleemahmed 1090No ratings yet
- METHOD STATEMENT FOR PVC - Upvc-CpvcDocument17 pagesMETHOD STATEMENT FOR PVC - Upvc-CpvcAhmed ImranNo ratings yet
- Hx8815-Qc-Pc-Misc-015 Rev. E2Document8 pagesHx8815-Qc-Pc-Misc-015 Rev. E2Selva SelvaaNo ratings yet
- Document Submittal From Contractor: Method of Statements For RTR PipingDocument11 pagesDocument Submittal From Contractor: Method of Statements For RTR PipingAbdul raheem syed100% (1)
- Method Statement For DX AC UnitDocument28 pagesMethod Statement For DX AC UnitBuraq Aircondition Cont & Gen Maint LLC BuraqNo ratings yet
- Hav Ext Hs PLN 0195 BDocument14 pagesHav Ext Hs PLN 0195 Bum erNo ratings yet
- Hydro Test ProcedureDocument14 pagesHydro Test ProcedureARJUN100% (4)
- P24020 30 99 97 1616 1 04 - ColorDocument40 pagesP24020 30 99 97 1616 1 04 - Colorshajahan eNo ratings yet
- Method Statement & Risk Assessment Installation of Water Supply WorksDocument15 pagesMethod Statement & Risk Assessment Installation of Water Supply WorksAbu Muhammed KhwajaNo ratings yet
- QUALITY CONTROL PLAN-Rev-CDocument10 pagesQUALITY CONTROL PLAN-Rev-Csivagnanam s100% (1)
- H99-0008 - 02 - A - Flange ManagementDocument19 pagesH99-0008 - 02 - A - Flange Managementadam100% (2)
- Method Statement For Water Proofing SubstructureDocument6 pagesMethod Statement For Water Proofing SubstructureRaja NasirNo ratings yet
- 25875-000-V1A-PS02-00004 - Rev.003-With ApprovalDocument11 pages25875-000-V1A-PS02-00004 - Rev.003-With ApprovalKarthikNo ratings yet
- Method Statement Refrigerant Copper PipingDocument9 pagesMethod Statement Refrigerant Copper PipingWasim AhmedNo ratings yet
- Method Statement For GRP Flange Assembly WorkDocument17 pagesMethod Statement For GRP Flange Assembly WorkAhmed ImranNo ratings yet
- MS For GRP Pipe WorksDocument37 pagesMS For GRP Pipe WorksWilliam C. PasamonteNo ratings yet
- Kak Ayt Rec Cms 0006 Concrete Works Rev.a00Document10 pagesKak Ayt Rec Cms 0006 Concrete Works Rev.a00rickie7809No ratings yet
- 9078 - 13!02!02 - Pull-Out Testmethod Statement Lot 2 Rev 01Document12 pages9078 - 13!02!02 - Pull-Out Testmethod Statement Lot 2 Rev 01Avinash LalNo ratings yet
- Method Statement of Cable Pulling On Trays, Duct Bank & Cable Trenches - Rev BDocument15 pagesMethod Statement of Cable Pulling On Trays, Duct Bank & Cable Trenches - Rev BDonny Subarja100% (2)
- MS For Lead LiningDocument19 pagesMS For Lead LiningJervino RuahNo ratings yet
- C 84514 BK KK0 PRO GN 00 0014 Subsea Pre Commissioning Procedure - Rev.0BDocument65 pagesC 84514 BK KK0 PRO GN 00 0014 Subsea Pre Commissioning Procedure - Rev.0BFAR_A_DAY100% (3)
- Sample Template Itp For Piping Fabrication and InstallationDocument10 pagesSample Template Itp For Piping Fabrication and Installationmohd as shahiddin jafri100% (1)
- Cable Tray Installation ProcedureDocument11 pagesCable Tray Installation ProcedurenayumNo ratings yet
- Method Statement For Installation of SMDB, DB & IsolatorDocument14 pagesMethod Statement For Installation of SMDB, DB & IsolatorProjects INTSNo ratings yet
- Hav Ext HS PLN 0362Document9 pagesHav Ext HS PLN 0362um erNo ratings yet
- Preservation Proceedure (SAMPLE)Document29 pagesPreservation Proceedure (SAMPLE)Hasann Maawia100% (1)
- Pumpings Works Installtion MS Dammam-2Document10 pagesPumpings Works Installtion MS Dammam-2Eng hassan hussienNo ratings yet
- Method Statement For Installation of Chilled Water Pipe (21!4!2024)Document22 pagesMethod Statement For Installation of Chilled Water Pipe (21!4!2024)sheik.rasith.anvarNo ratings yet
- Method Statement of Flushing & Chemical Cleaning Procedure Chilled Water SystemDocument10 pagesMethod Statement of Flushing & Chemical Cleaning Procedure Chilled Water SystemRagu Rajan100% (1)
- Commissioning ProcedureDocument28 pagesCommissioning ProcedureDidit Avangerz100% (3)
- Method Statement For Drainage Pipe SystemDocument15 pagesMethod Statement For Drainage Pipe SystemaNo ratings yet
- HAV-EXT-HS-PRO-0180: Fitness To Work ProcedureDocument14 pagesHAV-EXT-HS-PRO-0180: Fitness To Work Procedureum erNo ratings yet
- PO/Contract Number: 25875-000-POA-PS02-00001 Supplier/Contractor Name: Document Title: Material Traceability and Identification ProcedureDocument11 pagesPO/Contract Number: 25875-000-POA-PS02-00001 Supplier/Contractor Name: Document Title: Material Traceability and Identification ProcedureKarthikNo ratings yet
- Method Statement For Testing & Commissioning of Feeder PillarDocument28 pagesMethod Statement For Testing & Commissioning of Feeder PillarhusamNo ratings yet
- 0503223-01-Pro-Sp-1302 Specification For Skid-Mounted Flare Knockout Drum For Tipu Processing FacilityDocument68 pages0503223-01-Pro-Sp-1302 Specification For Skid-Mounted Flare Knockout Drum For Tipu Processing FacilityAbdur RehmanNo ratings yet
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- S1202 Confined Space Plan TemplateDocument22 pagesS1202 Confined Space Plan TemplateMonirul Islam Badal100% (1)
- Traffic Control Worksite AuditDocument15 pagesTraffic Control Worksite Auditum erNo ratings yet
- Heat Stress Risk Assessment FormDocument3 pagesHeat Stress Risk Assessment Formum erNo ratings yet
- WEEKLY HSE DELIVERABLES (07-12 September 2019)Document1 pageWEEKLY HSE DELIVERABLES (07-12 September 2019)um erNo ratings yet
- RA Personal Fall Arrest Fall Restraint Equipment 0007 July 2017Document3 pagesRA Personal Fall Arrest Fall Restraint Equipment 0007 July 2017um erNo ratings yet
- Tra - TBT - Kl500-Hav-052 Rev 3 - Tank Erection Assembly and InstallationDocument4 pagesTra - TBT - Kl500-Hav-052 Rev 3 - Tank Erection Assembly and Installationum erNo ratings yet
- Tra - TBT - Kl500-Hav-00 Rev 0 - Erection and Installation of Roof Sheets Of' Equipment Shelters 10 11 2023Document2 pagesTra - TBT - Kl500-Hav-00 Rev 0 - Erection and Installation of Roof Sheets Of' Equipment Shelters 10 11 2023um erNo ratings yet
- Tra - TBT - Kl500-Hav-052 Rev 3 - Tank Erection Assembly and InstallationDocument4 pagesTra - TBT - Kl500-Hav-052 Rev 3 - Tank Erection Assembly and Installationum erNo ratings yet
- Plant and Equipment Risk Management Form: 1. Hazard Management Details - GeneralDocument11 pagesPlant and Equipment Risk Management Form: 1. Hazard Management Details - Generalum erNo ratings yet
- Electrical Equipment and Tools RegisterDocument12 pagesElectrical Equipment and Tools Registerum erNo ratings yet
- Task Risk AssesmentDocument6 pagesTask Risk Assesmentum erNo ratings yet
- Interno Camp - PresentationDocument29 pagesInterno Camp - Presentationum erNo ratings yet
- Forklift TelehandlerDocument2 pagesForklift Telehandlerum erNo ratings yet
- Esia Final Km500Document657 pagesEsia Final Km500um erNo ratings yet
- Estimated Hazardous Waste RegisterDocument2 pagesEstimated Hazardous Waste Registerum erNo ratings yet
- Checklist 29 Lifting Operations Involving Crane or Hiab Onshore 2Document7 pagesChecklist 29 Lifting Operations Involving Crane or Hiab Onshore 2um erNo ratings yet
- 7.16: Electrical Safety OEMS Element: Safe Work PracticesDocument10 pages7.16: Electrical Safety OEMS Element: Safe Work Practicesum erNo ratings yet
- 141-000-MI-CN-PLN-0005 Code-3Document35 pages141-000-MI-CN-PLN-0005 Code-3um erNo ratings yet
- 141-000-MI-CN-PLN-0005 Code-3Document35 pages141-000-MI-CN-PLN-0005 Code-3um erNo ratings yet
- Ergonomics: ObjectiveDocument5 pagesErgonomics: Objectiveum erNo ratings yet
- Attachment 119-Environmental Aspects and ImpactDocument8 pagesAttachment 119-Environmental Aspects and Impactum erNo ratings yet
- Environmental Aspects and ObjectivesDocument4 pagesEnvironmental Aspects and Objectivesum erNo ratings yet
- Hav Ext HS PLN 0362Document9 pagesHav Ext HS PLN 0362um erNo ratings yet
- 141-000-PI-LST-0003 - KM400 & KM500 Interfaces 03-11-2021Document1 page141-000-PI-LST-0003 - KM400 & KM500 Interfaces 03-11-2021um erNo ratings yet
- FR 16 Harness and Lanyard ChecklistDocument1 pageFR 16 Harness and Lanyard Checklistum erNo ratings yet
- FR 008 Ptw-Compliance-ChecklistDocument1 pageFR 008 Ptw-Compliance-Checklistum erNo ratings yet
- 141-000-PI-LST-0003 - KM400 & KM500 Interfaces 03-11-2021Document1 page141-000-PI-LST-0003 - KM400 & KM500 Interfaces 03-11-2021um erNo ratings yet
- FR 16 Harness and Lanyard ChecklistDocument1 pageFR 16 Harness and Lanyard Checklistum erNo ratings yet
- Copia de 2. Head-Less Frozen Shimp Flow DiagramDocument10 pagesCopia de 2. Head-Less Frozen Shimp Flow DiagramjonathanNo ratings yet
- Gentry - U-Shaped Assembly Panel DWG at Office - 17dec2021 - Rev2Document4 pagesGentry - U-Shaped Assembly Panel DWG at Office - 17dec2021 - Rev2Clash OfclansNo ratings yet
- BS en Iso 1833-12-2010Document12 pagesBS en Iso 1833-12-2010EmkFataAliraqNo ratings yet
- 1100-Data Sheets PDFDocument3 pages1100-Data Sheets PDFPaturu VijayNo ratings yet
- Henkel - Loctite AA 331 - TDS PDFDocument4 pagesHenkel - Loctite AA 331 - TDS PDFDang Ngoc Tuong ViNo ratings yet
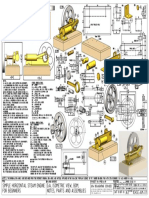
- Maquina A VaporDocument1 pageMaquina A VaporJesús Los ArcosNo ratings yet
- WeldedBridgeCode ACS 2 6Document1 pageWeldedBridgeCode ACS 2 6MAYMODERN STEELNo ratings yet
- Question Bank (PG 1-58)Document58 pagesQuestion Bank (PG 1-58)Jm'' GarrickNo ratings yet
- Bulk Deformation ProcessesDocument41 pagesBulk Deformation ProcessesAbdullahNo ratings yet
- Geostats Pty LTD: Base Metal AnalysesDocument1 pageGeostats Pty LTD: Base Metal AnalysesJhony Enrique Morales LauraNo ratings yet
- Plumbing Fittings ArchitionalDocument153 pagesPlumbing Fittings ArchitionalpiperNo ratings yet
- Heat Treatment Equipment Catalogue: Leading Innovators in Thermal TechnologyDocument25 pagesHeat Treatment Equipment Catalogue: Leading Innovators in Thermal Technologyjacob thangamNo ratings yet
- Rates For TilesDocument5 pagesRates For TilesLamichhane SauravNo ratings yet
- Preparing and Using Cobalt Chloride Indicator PapersDocument1 pagePreparing and Using Cobalt Chloride Indicator PapersJoko SusiloNo ratings yet
- Atf Wpqr-Blank v1Document1 pageAtf Wpqr-Blank v1lth770310No ratings yet
- Composition and Physical Properties of AlloysDocument22 pagesComposition and Physical Properties of Alloysmohsen_267No ratings yet
- Curing Cement PlasterDocument3 pagesCuring Cement PlasterChristian LlagasNo ratings yet
- Sa 516 GR 70 Properties PDFDocument2 pagesSa 516 GR 70 Properties PDFAnonymous jlLBRMAr3O0% (1)
- CFS B0807 PDFDocument12 pagesCFS B0807 PDFRath AsypadenNo ratings yet
- 70-3695-HMS Material Composition Declaration ABS-PDP-4Document4 pages70-3695-HMS Material Composition Declaration ABS-PDP-4Bob YahyaNo ratings yet
- DEXT 067 DIN en 10277 2 Aços para Propósitos Gerais de EngenhariaDocument11 pagesDEXT 067 DIN en 10277 2 Aços para Propósitos Gerais de EngenhariatestesadaNo ratings yet
- J Jpowsour 2006 02 003Document4 pagesJ Jpowsour 2006 02 003Customer Tech Support / Product Development Sales/CCT Dept. AECPLNo ratings yet
- Grease Troubleshooting: A Publication of The Lubrication Engineers Technical DepartmentDocument2 pagesGrease Troubleshooting: A Publication of The Lubrication Engineers Technical Departmentmadan mohan kattaNo ratings yet
- The Effect of Foam Polystyrene Granules On Cement Composite PropertiesDocument7 pagesThe Effect of Foam Polystyrene Granules On Cement Composite Propertiesmohdhafizmdali100% (1)
- HF Alky - For Engineers 2017 May 31Document1 pageHF Alky - For Engineers 2017 May 31N RNo ratings yet
- Ratnamani - Manufacturing RangeDocument2 pagesRatnamani - Manufacturing RangeRenny DevassyNo ratings yet
- Properties of Period 3 Elements and Their Oxides QPDocument11 pagesProperties of Period 3 Elements and Their Oxides QPfatma sNo ratings yet
- Shalimar Superlac Hi Gloss Enamel PaintsDocument2 pagesShalimar Superlac Hi Gloss Enamel PaintsitbhuNo ratings yet
- WICSDocument3 pagesWICSmohd as shahiddin jafri100% (1)
- Chemical Reactions Unit 2016Document15 pagesChemical Reactions Unit 2016GertrudegwynethM.MeloNo ratings yet