You might also like
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- How To Test Distance Relay 7SA522 - EditedDocument55 pagesHow To Test Distance Relay 7SA522 - Editedvernight100% (2)
- Fundamentals of Substation Protection Relay DevicesDocument113 pagesFundamentals of Substation Protection Relay Devicesmaynard pacala100% (1)
- 07-BKH-coordination & Fault EliminationDocument56 pages07-BKH-coordination & Fault Eliminationshawon_darkNo ratings yet
- Offshore Electrical Engineering ManualFrom EverandOffshore Electrical Engineering ManualRating: 4 out of 5 stars4/5 (9)
- Instrument Transformer Testing Brochure ENUDocument36 pagesInstrument Transformer Testing Brochure ENUJayakumar JNo ratings yet
- Transformer ProtectionDocument6 pagesTransformer Protectionapi-3743746100% (2)
- Extremely Low Frequency Radio Receiver Circuit Project With VU MeterDocument3 pagesExtremely Low Frequency Radio Receiver Circuit Project With VU MeterpecceriniNo ratings yet
- Wireless Communications Design Handbook: Interference into Circuits: Aspects of Noise, Interference, and Environmental ConcernsFrom EverandWireless Communications Design Handbook: Interference into Circuits: Aspects of Noise, Interference, and Environmental ConcernsNo ratings yet
- How To Test Distance Relay 7SA522 PDFDocument55 pagesHow To Test Distance Relay 7SA522 PDFBalaji100% (1)
- Instrument Transformer TestingDocument36 pagesInstrument Transformer TestingChowdhury, A Hasib100% (2)
- Fundamentals of Electrical Engg. Lab ManualDocument54 pagesFundamentals of Electrical Engg. Lab Manualtanay jaiswal100% (2)
- Understanding and Servicing Alarm SystemsFrom EverandUnderstanding and Servicing Alarm SystemsRating: 1 out of 5 stars1/5 (1)
- 5 MCE Test Data PDFDocument60 pages5 MCE Test Data PDFLuis GonzalezNo ratings yet
- Basics of Surge Arresters for Power TransmissionDocument32 pagesBasics of Surge Arresters for Power Transmissionedwinoria100% (1)
- SolaX Power Troubleshooting X1MINI&AIR&BOOST PDFDocument10 pagesSolaX Power Troubleshooting X1MINI&AIR&BOOST PDFmarketingsunfix sunfix100% (1)
- IEEE Generator ProtectionDocument40 pagesIEEE Generator ProtectionAndi Uga SismiletostyleNo ratings yet
- (D. A. Bradley, D. Dawson, N. C. Burd, A. J. Loade (B-Ok - CC) PDFDocument518 pages(D. A. Bradley, D. Dawson, N. C. Burd, A. J. Loade (B-Ok - CC) PDFchinnapparaj.sNo ratings yet
- Power Transformer Diagnostics - Introduction: Rafik FouadDocument45 pagesPower Transformer Diagnostics - Introduction: Rafik FouadiraqnewNo ratings yet
- Trouble Shooting: Quality Is Our MessageDocument9 pagesTrouble Shooting: Quality Is Our MessageMaya MenanNo ratings yet
- Fuji IGBT Protection PDFDocument17 pagesFuji IGBT Protection PDFsamacda1000No ratings yet
- Inovance Err Trouble Shooting GuideDocument23 pagesInovance Err Trouble Shooting GuideSohag Walle UllahNo ratings yet
- Rules, Risks, and Blackouts: Transmission Security OverviewDocument94 pagesRules, Risks, and Blackouts: Transmission Security OverviewAmbachew A.No ratings yet
- REH984e 05Document16 pagesREH984e 05Jaya AdnyanaNo ratings yet
- SurgeProtectionDevices-PPT-R50486-0523Document26 pagesSurgeProtectionDevices-PPT-R50486-0523Francisco PereiraNo ratings yet
- Synchrophasors in Southern Region Operational ExperienceDocument73 pagesSynchrophasors in Southern Region Operational Experiencesherub wangdiNo ratings yet
- Eocr-Pfz: Digital Over Current RelayDocument1 pageEocr-Pfz: Digital Over Current RelayFaris RasyadiNo ratings yet
- Protection5 MCDocument91 pagesProtection5 MCUdara DassanayakeNo ratings yet
- Cable Fault LocationDocument29 pagesCable Fault Locationmahmoud MotamediNo ratings yet
- 高压交流自动重合器0424Document5 pages高压交流自动重合器0424leslicehuangNo ratings yet
- 16 - Apéndice B2Document19 pages16 - Apéndice B2Jose Rafael CastroNo ratings yet
- Overview of Low Voltage Test Methods - EN - V01Document1 pageOverview of Low Voltage Test Methods - EN - V01Poya ShefayeNo ratings yet
- Vacon NXS: "All in One" ApplikationsmanualDocument8 pagesVacon NXS: "All in One" ApplikationsmanualMesafint kassieNo ratings yet
- Eocr 3de 3ez 2 PDFDocument1 pageEocr 3de 3ez 2 PDFDeviNo ratings yet
- MCU Based 3-Phase Protection with Current Monitoring and Fault IndicationDocument1 pageMCU Based 3-Phase Protection with Current Monitoring and Fault IndicationKALYANNo ratings yet
- Monitoring TechniquesDocument4 pagesMonitoring TechniquesJabir SamadiNo ratings yet
- 53rd Annual Conference Protective Relay Engineers Presentation Improved Transformer Inrush AlgorithmDocument27 pages53rd Annual Conference Protective Relay Engineers Presentation Improved Transformer Inrush Algorithmcadel1030No ratings yet
- 2instruction Manuals SG25-1150Document11 pages2instruction Manuals SG25-1150Claudio VazquezNo ratings yet
- Voltage Sags An Explanation Causes, Effects and Correction: White PaperDocument8 pagesVoltage Sags An Explanation Causes, Effects and Correction: White PaperAzeemuddinNo ratings yet
- Power System Protection Lecture 1 AnnotatedDocument8 pagesPower System Protection Lecture 1 AnnotatedJABERNo ratings yet
- MK3000L BrochureDocument2 pagesMK3000L BrochureXuân QuỳnhNo ratings yet
- Department of Electrical Power Engineering: Pyay Technological UniversityDocument22 pagesDepartment of Electrical Power Engineering: Pyay Technological UniversityJeong Do-jeonNo ratings yet
- Hawaiian Electrics Protection Roadmap Steven SanoDocument18 pagesHawaiian Electrics Protection Roadmap Steven Sanomaran sNo ratings yet
- Electric Reliability Troubleshooting Guide SolutionsDocument2 pagesElectric Reliability Troubleshooting Guide SolutionsLeonardo A. Prieto M.No ratings yet
- 6100 SeriesDocument2 pages6100 SeriessantiagoyepezNo ratings yet
- 6100 SeriesDocument2 pages6100 SeriessantiagoyepezNo ratings yet
- 6100 Series FG WilsonDocument2 pages6100 Series FG WilsonsantiagoyepezNo ratings yet
- The Importance of The NGRDocument58 pagesThe Importance of The NGRmelekimNo ratings yet
- 3RB22Document2 pages3RB22veemandalNo ratings yet
- An Improved Transformer Inrush Restraint AlgorithmDocument29 pagesAn Improved Transformer Inrush Restraint AlgorithmNguyen Xuan TungNo ratings yet
- P3G32 Data Sheet-6DI 9DODocument4 pagesP3G32 Data Sheet-6DI 9DOkeglobalNo ratings yet
- Tesys T - LTMR100EFMDocument4 pagesTesys T - LTMR100EFMFelipe Franco de PaulaNo ratings yet
- Oi For Earth Leakage RelayDocument2 pagesOi For Earth Leakage RelaySweety RoyNo ratings yet
- WR - TS3031 - E01 - 1 ZXSDR Node B Troubleshooting 25PDocument25 pagesWR - TS3031 - E01 - 1 ZXSDR Node B Troubleshooting 25PfatehmeNo ratings yet
- SolaX Power Troubleshooting X1-AC PDFDocument12 pagesSolaX Power Troubleshooting X1-AC PDFmarketingsunfix sunfixNo ratings yet
- Tesys T - LTMR100EFMDocument4 pagesTesys T - LTMR100EFMAntonioGuarderasNo ratings yet
- INVT GD35 FaultDocument10 pagesINVT GD35 Faultphth411No ratings yet
- Relay Setting in Real Power SystemDocument7 pagesRelay Setting in Real Power SystemtrusselNo ratings yet
- TeSys T Motor Management System - LTMR27MFMDocument4 pagesTeSys T Motor Management System - LTMR27MFMAnonymous dso6R0No ratings yet
- Electromagnetic Compatibility by Felicito S Caluyo PDFDocument40 pagesElectromagnetic Compatibility by Felicito S Caluyo PDFmjpadz100% (2)
- T1 25 KVA transformer load data analysisDocument4 pagesT1 25 KVA transformer load data analysisLuigi PortugalNo ratings yet
- Compact Photocouplers with Single, Dual, and Quad ChannelsDocument3 pagesCompact Photocouplers with Single, Dual, and Quad ChannelsLuigi PortugalNo ratings yet
- NTE454 MOSFET Datasheet - TV UHF/RF Amp, Gate ProtectedDocument4 pagesNTE454 MOSFET Datasheet - TV UHF/RF Amp, Gate Protecteddevon39No ratings yet
- 10 D Artikel Automatic Water Tank Filling SystemDocument6 pages10 D Artikel Automatic Water Tank Filling SystemAbhijeetNo ratings yet
- T1 25 KVA transformer load data analysisDocument4 pagesT1 25 KVA transformer load data analysisLuigi PortugalNo ratings yet
- Application of Earth Tube Heat Exchanger and Solar Chimney For Natural Cooling System in Basrah CityDocument10 pagesApplication of Earth Tube Heat Exchanger and Solar Chimney For Natural Cooling System in Basrah CityaishaNo ratings yet
- AC-250 Diaphragm MeterDocument2 pagesAC-250 Diaphragm MeterLuigi PortugalNo ratings yet
- Amco CR4000 PDFDocument4 pagesAmco CR4000 PDFDANIEL CASTAÑEDANo ratings yet
- Plantilla para La Preparación de Atículos Con Normas IEEE (December 2016)Document9 pagesPlantilla para La Preparación de Atículos Con Normas IEEE (December 2016)Alex LozadoNo ratings yet
- CamScanner Scans PDFs from PhotosDocument3 pagesCamScanner Scans PDFs from PhotosLuigi PortugalNo ratings yet
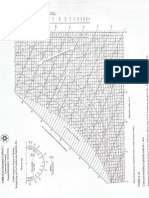
- Carta AshraeDocument1 pageCarta Ashraeseccion3dNo ratings yet
- PlantaDocument2 pagesPlantaLuigi PortugalNo ratings yet
- Formula ResorteDocument2 pagesFormula ResorteLuigi PortugalNo ratings yet
- Tarea#1 de Mecanica de MaterialesDocument7 pagesTarea#1 de Mecanica de MaterialesLuigi PortugalNo ratings yet
- CamScanner Scans PDFs from PhotosDocument3 pagesCamScanner Scans PDFs from PhotosLuigi PortugalNo ratings yet
- Pipe BranchDocument7 pagesPipe BranchDimitra MeidinaNo ratings yet
- Solarni Kontroler LS1024 Manual PDFDocument28 pagesSolarni Kontroler LS1024 Manual PDFMango PapajaNo ratings yet
- Written Report Transducers PDFDocument11 pagesWritten Report Transducers PDFJudy Ann Bernalte VargasNo ratings yet
- GBD PlusDocument2 pagesGBD PlusseinnationalNo ratings yet
- ML11229A702Document86 pagesML11229A702დიმიტრი კოლოტაურიNo ratings yet
- Au/Sn Solder Alloy and Its Applications in Electronics PackagingDocument7 pagesAu/Sn Solder Alloy and Its Applications in Electronics PackagingTeguh Yassi Akasyah PutraNo ratings yet
- LCD - Backlight - Inverter - IC SOLUTIONS PDFDocument44 pagesLCD - Backlight - Inverter - IC SOLUTIONS PDFVictor Avendaño GrilloNo ratings yet
- Measurement & Intrumentation: Made By: Engr. Danish Arif SiddiqiDocument52 pagesMeasurement & Intrumentation: Made By: Engr. Danish Arif SiddiqiMuhammad Usama Sharaf SAAFINo ratings yet
- Ferroelectric RamDocument20 pagesFerroelectric RamRijy LoranceNo ratings yet
- C3611-Panasonic Semiconductor PDFDocument4 pagesC3611-Panasonic Semiconductor PDFNemo VeřitelNo ratings yet
- Beng (Hons) Electrical and Electronic Engineering - E430: Modules CreditsDocument9 pagesBeng (Hons) Electrical and Electronic Engineering - E430: Modules CreditsSalinee BookauramNo ratings yet
- PCB Chassis Mount AC SSRDocument2 pagesPCB Chassis Mount AC SSRjbhupiNo ratings yet
- Absensi Peserta Seminar (Jawaban)Document24 pagesAbsensi Peserta Seminar (Jawaban)Sopika AsmuniNo ratings yet
- Bidirectional Visitor CounterDocument28 pagesBidirectional Visitor CounterRahul Verma100% (1)
- BAV16W/1N4148W Features Mechanical Data: Surface Mount Fast Switching DiodeDocument5 pagesBAV16W/1N4148W Features Mechanical Data: Surface Mount Fast Switching DiodeshareatorNo ratings yet
- Transformer Coupled AmplifierDocument6 pagesTransformer Coupled AmplifierXyrex CalangNo ratings yet
- ARC LS22 Schematic and PartsDocument7 pagesARC LS22 Schematic and PartsarfoceNo ratings yet
- Activated script manipulates page elementsDocument2 pagesActivated script manipulates page elementsSamir IslamNo ratings yet
- P72x - EN T - C21 - V11DDocument334 pagesP72x - EN T - C21 - V11DTlili MahmoudiNo ratings yet
- Modern HVDC: State of The Art and Development Trends: Víctor F. LescaleDocument5 pagesModern HVDC: State of The Art and Development Trends: Víctor F. Lescalenithin krishnaNo ratings yet
- Transmitters and ReceiversDocument20 pagesTransmitters and ReceiversRudra Kumar MishraNo ratings yet
- A New Physical Design Flow For A Selective State Retention Based ApproachDocument15 pagesA New Physical Design Flow For A Selective State Retention Based ApproachJoseph HuangNo ratings yet
- Gunn Diode BasicsDocument5 pagesGunn Diode BasicsshaheerdurraniNo ratings yet
- Design of Electrical Power SystemsDocument36 pagesDesign of Electrical Power SystemsAhmed AwadenNo ratings yet
- L060 Push Pull (2UP)Document10 pagesL060 Push Pull (2UP)srikanthkmsNo ratings yet
- AFE eDocument110 pagesAFE eDươngNo ratings yet