You might also like
- DIY Natural Pool Manual Free Version - by David Pagan ButlerDocument31 pagesDIY Natural Pool Manual Free Version - by David Pagan ButlerGustavo Jantsch50% (4)
- ASTM D5894 - 05 Cyclic Salt FogUV Exposure of Painted Metal, (Alternating Exposures in A FogDry Cabinet and A UVCondensation Cabinet)Document3 pagesASTM D5894 - 05 Cyclic Salt FogUV Exposure of Painted Metal, (Alternating Exposures in A FogDry Cabinet and A UVCondensation Cabinet)AlineMeirelesNo ratings yet
- ManualDocument102 pagesManualdiego aleman100% (1)
- Materials and Design: D.G. Thakur, B. Ramamoorthy, L. VijayaraghavanDocument8 pagesMaterials and Design: D.G. Thakur, B. Ramamoorthy, L. VijayaraghavanKavi ArasuNo ratings yet
- Machines 12 00004 With CoverDocument22 pagesMachines 12 00004 With CoverAli KhalfallahNo ratings yet
- 1 s2.0 S2214785317301359 Main PDFDocument7 pages1 s2.0 S2214785317301359 Main PDFShura_mykNo ratings yet
- Sciencedirect: Tool Wear Assessment During Machining of Inconel 718Document9 pagesSciencedirect: Tool Wear Assessment During Machining of Inconel 718Gopala Rao ThellaputtaNo ratings yet
- Research Article: Optimization of Plasma Arc Cutting Parameters On Machining of Inconel 718 SuperalloyDocument13 pagesResearch Article: Optimization of Plasma Arc Cutting Parameters On Machining of Inconel 718 SuperalloyEstifanos EndalewNo ratings yet
- Analysis of Cutting Forces On LAM PDFDocument10 pagesAnalysis of Cutting Forces On LAM PDFSAKTHIVEL S SNo ratings yet
- Machined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsDocument10 pagesMachined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsAnonymous 5AmJ13mLkNo ratings yet
- Surface Roughness and Tool Wear On Cryogenic Treated CBN Insert On Titanium and Inconel 718 Alloy SteelDocument10 pagesSurface Roughness and Tool Wear On Cryogenic Treated CBN Insert On Titanium and Inconel 718 Alloy SteelThirumalaimuthukumaranMohanNo ratings yet
- Analysis of Machining Parameters of Inconel 718 Using Taguchi MethodDocument8 pagesAnalysis of Machining Parameters of Inconel 718 Using Taguchi MethodjsskNo ratings yet
- Lubricants 10 00218 PDFDocument16 pagesLubricants 10 00218 PDFAhmed EzzNo ratings yet
- Tool Life Prediction by RSM For Cryogenic Milling of Inconel 718Document7 pagesTool Life Prediction by RSM For Cryogenic Milling of Inconel 718DR NURUL HAYATI ABDUL HALIMNo ratings yet
- Behaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsDocument6 pagesBehaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsMathieu_94No ratings yet
- Estimation of Tool Life by Industrial Method and TDocument8 pagesEstimation of Tool Life by Industrial Method and TKamesh JaiNo ratings yet
- High Speed Turning of in Cone L 718Document11 pagesHigh Speed Turning of in Cone L 718VISHAL BHOSLENo ratings yet
- High Speed Machining of Inconel 718 Focusing On Tool Surface Topography of CBN ToolDocument8 pagesHigh Speed Machining of Inconel 718 Focusing On Tool Surface Topography of CBN ToolDariusNo ratings yet
- Comprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalDocument11 pagesComprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalRaka Dika9No ratings yet
- Altin2007 The Effects of Cutting Speed On Tool Wear and Tool Life When Machining PDFDocument5 pagesAltin2007 The Effects of Cutting Speed On Tool Wear and Tool Life When Machining PDFSiddharth Kumar PandeyNo ratings yet
- SciencedirectDocument7 pagesSciencedirectvenkyNo ratings yet
- Effect of Cutting Edge Preparation On Tool Performance in Hard-Turning of DF-3 Tool Steel With Ceramic ToolsDocument11 pagesEffect of Cutting Edge Preparation On Tool Performance in Hard-Turning of DF-3 Tool Steel With Ceramic ToolsKrebs_1977No ratings yet
- MC4 02 Toolwear Costesetal 2007Document7 pagesMC4 02 Toolwear Costesetal 2007MariaNo ratings yet
- FEM Inocal Effect of Nose Radius On ForceDocument7 pagesFEM Inocal Effect of Nose Radius On Forceamit chapagainNo ratings yet
- EZUGWU - Key Improvements in The Machining of Difficult-To-cut Aerospace SuperalloysDocument15 pagesEZUGWU - Key Improvements in The Machining of Difficult-To-cut Aerospace SuperalloysLuis Fillipe Lopes TorresNo ratings yet
- Ieee F0rmateDocument27 pagesIeee F0rmateAnbu ApNo ratings yet
- CNC TurningDocument5 pagesCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Inconel 718 ThesisDocument6 pagesInconel 718 Thesisafjrydnwp100% (2)
- Khidhir 2011 IOP Conf. Ser. Mater. Sci. Eng. 17 012043Document11 pagesKhidhir 2011 IOP Conf. Ser. Mater. Sci. Eng. 17 012043Anugerah Raya PratamaNo ratings yet
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Document11 pagesAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraNo ratings yet
- Performance Evaluation of CVD Multilayer Coating On Tool Wear Characteristics During Dry Machining of Nimonic C-263Document5 pagesPerformance Evaluation of CVD Multilayer Coating On Tool Wear Characteristics During Dry Machining of Nimonic C-263AashishNo ratings yet
- Recent Development and Advancement in Coated Cutting Tools A ReviewDocument8 pagesRecent Development and Advancement in Coated Cutting Tools A ReviewKyi ZawNo ratings yet
- Performance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiDocument5 pagesPerformance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiWallyson ThomasNo ratings yet
- Sustainable MachiningDocument6 pagesSustainable MachiningDr. N. SenthilkumarNo ratings yet
- Residual Stress Analysis in Linear Friction Welded In-Service Inconel 718 Superalloy Via Neutron Diffraction and Contour Method ApproachesDocument12 pagesResidual Stress Analysis in Linear Friction Welded In-Service Inconel 718 Superalloy Via Neutron Diffraction and Contour Method Approachesmustafa sertNo ratings yet
- Optimization of Cutting Parameters & NanoparticleDocument5 pagesOptimization of Cutting Parameters & NanoparticleAyushSaraswatNo ratings yet
- High Speed Ball Nose End Milling of Inconel718: - PI +PF +pinDocument6 pagesHigh Speed Ball Nose End Milling of Inconel718: - PI +PF +pinKin HamzahNo ratings yet
- Environment Friendly Machining of InconeDocument9 pagesEnvironment Friendly Machining of InconeVignesh kumar GNo ratings yet
- Study On Effects of Cutting Fluids On Cutting Resistance and Tool Wear in Simple Method For Incoloy 825 ReamingDocument6 pagesStudy On Effects of Cutting Fluids On Cutting Resistance and Tool Wear in Simple Method For Incoloy 825 Reamingmustafa sertNo ratings yet
- Machinability and Chip Morphology Study of Inconel 740H and Haynes 282 For Advanced-Ultra Supercritical ApplicationsDocument18 pagesMachinability and Chip Morphology Study of Inconel 740H and Haynes 282 For Advanced-Ultra Supercritical ApplicationsIJRASETPublicationsNo ratings yet
- A Review On Cutting Tool Technology in Machining of Ni-Based SuperalloysDocument17 pagesA Review On Cutting Tool Technology in Machining of Ni-Based SuperalloysTaj mechNo ratings yet
- Experimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsDocument5 pagesExperimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Panigrahi 2022 IOP Conf. Ser. Mater. Sci. Eng. 1258 012034Document9 pagesPanigrahi 2022 IOP Conf. Ser. Mater. Sci. Eng. 1258 012034Arbinndo SinhaNo ratings yet
- Artigo Sigma Report 19Document4 pagesArtigo Sigma Report 19pedrotoresinNo ratings yet
- Iconn 2022Document16 pagesIconn 2022Mahendra SinghNo ratings yet
- 04 Research On Surface Integrity in Milling Inconel718 SuperalloyDocument13 pages04 Research On Surface Integrity in Milling Inconel718 SuperalloyCHINNARASU KNo ratings yet
- Manufacturing of 3-Axis Machine Used For Cutting Ceramic Work PieceDocument3 pagesManufacturing of 3-Axis Machine Used For Cutting Ceramic Work Piecesumit kumarNo ratings yet
- USEOFVORTEXTUBEAIRCOOLING - JMERD 127 131 - Aug2019Document6 pagesUSEOFVORTEXTUBEAIRCOOLING - JMERD 127 131 - Aug20191032202176No ratings yet
- Quality in Turning of Inconel X-750 Superalloy: Emerging Materials ResearchDocument9 pagesQuality in Turning of Inconel X-750 Superalloy: Emerging Materials ResearchPrashanth 2601No ratings yet
- Analysis of Face Milling Performance On Inconel 71Document12 pagesAnalysis of Face Milling Performance On Inconel 71Nguyễn Hữu PhấnNo ratings yet
- 16581b4a68c72c4390b8af47e1ff84baDocument13 pages16581b4a68c72c4390b8af47e1ff84babahmanNo ratings yet
- 27 Sivalingam-2020 MachinabilityDocument9 pages27 Sivalingam-2020 MachinabilityNexhat QehajaNo ratings yet
- 1 s2.0 S2212827117303487 MainDocument5 pages1 s2.0 S2212827117303487 MainSanchit Kumar KhareNo ratings yet
- An Overview On Economic Machining of Hardened Steels by Hard Turning and Its Process VariablesDocument9 pagesAn Overview On Economic Machining of Hardened Steels by Hard Turning and Its Process VariablesMike RodeloNo ratings yet
- A Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisDocument10 pagesA Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisRavi TiwariNo ratings yet
- JUrnal Prospro 4Document6 pagesJUrnal Prospro 4I Gede Nengah Wika GunawanNo ratings yet
- Hard Turning of Hot Work Tool Steel (Dac10)Document38 pagesHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelNo ratings yet
- Journal of Manufacturing Processes: SciencedirectDocument13 pagesJournal of Manufacturing Processes: SciencedirectPrabhataNo ratings yet
- Tool Life When High Speed Ball Nose End Milling Inconel 718: Adrian Sharman, Richard C. Dewes, David K. AspinwallDocument7 pagesTool Life When High Speed Ball Nose End Milling Inconel 718: Adrian Sharman, Richard C. Dewes, David K. AspinwallKin HamzahNo ratings yet
- Effect of Recast Layer Thickness On The Mechanical Characteristics of INCONEL 718 Machined by Spark EDM ProcessDocument7 pagesEffect of Recast Layer Thickness On The Mechanical Characteristics of INCONEL 718 Machined by Spark EDM Processhasib_07No ratings yet
- If - Iop 20-09-2018Document8 pagesIf - Iop 20-09-2018Ethiraj NarasimhaluNo ratings yet
- Final Çeviri1Document8 pagesFinal Çeviri1Hasan yılmazNo ratings yet
- RIL, HaziraDocument31 pagesRIL, HaziratishaNo ratings yet
- Decanter Centrifuges - FLOTTWEGDocument8 pagesDecanter Centrifuges - FLOTTWEGAndrew RodriquezNo ratings yet
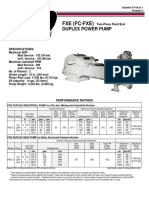
- 1025 FC Fxe Duplex Power PumpDocument2 pages1025 FC Fxe Duplex Power PumpBahman MatouriNo ratings yet
- Beet SugarDocument14 pagesBeet SugarMinjdeDiosNo ratings yet
- 2001 04 158Document6 pages2001 04 158Miguel SegundoNo ratings yet
- Safety Data Sheet According To 1907/2006 ECDocument7 pagesSafety Data Sheet According To 1907/2006 ECFaizan NazirNo ratings yet
- Ferrous SulphateDocument4 pagesFerrous Sulphatemek00sNo ratings yet
- Rate of Evaporation Project DelhiDocument21 pagesRate of Evaporation Project DelhiRajeshKumarJain100% (1)
- TuanAnh Chapter 2 Periodic TableDocument27 pagesTuanAnh Chapter 2 Periodic TableTrần Gia LinhNo ratings yet
- Material Selection For Designing The AirfoilDocument1 pageMaterial Selection For Designing The AirfoilJoséLuisPillajoNo ratings yet
- Gpcdoc Local Tds Iraq Shell Turbo T 32 (Ar-Iq) TdsDocument3 pagesGpcdoc Local Tds Iraq Shell Turbo T 32 (Ar-Iq) Tds100impianNo ratings yet
- Determining Formaldehyde Concentrations in Air and Emission Rates From Wood Products Using A Large ChamberDocument12 pagesDetermining Formaldehyde Concentrations in Air and Emission Rates From Wood Products Using A Large ChamberRubén Eduardo Galindo CarmonaNo ratings yet
- Protein Purification Using AKTA - SOPDocument4 pagesProtein Purification Using AKTA - SOPlatamudariNo ratings yet
- Coagulation Control Using The Streaming Current Detector: Problems and A Possible SolutionDocument4 pagesCoagulation Control Using The Streaming Current Detector: Problems and A Possible SolutionMohammad Ali ZamanNo ratings yet
- T CrioDocument2 pagesT CrioTempcoNo ratings yet
- Sikaplan WP 1100-15hlDocument4 pagesSikaplan WP 1100-15hlpaulaNo ratings yet
- AS 11 AnsDocument15 pagesAS 11 AnsthegreatwardiniNo ratings yet
- Isolasi Dan Karakterisasi Selulosa ReviewDocument7 pagesIsolasi Dan Karakterisasi Selulosa Reviewsayang jiminNo ratings yet
- Activity 5 Commonly Used Blood Collection Additives and Order of DrawDocument25 pagesActivity 5 Commonly Used Blood Collection Additives and Order of DrawKoearn100% (1)
- Pharmaceutical Inorgcanic Chemistry: CHAPTER 1: Group Properties of ElementsDocument13 pagesPharmaceutical Inorgcanic Chemistry: CHAPTER 1: Group Properties of Elementsren100% (1)
- Multisplit Airconditioning System PDFDocument21 pagesMultisplit Airconditioning System PDFcolleen bergancia100% (1)
- Cosmetics Price SepDocument3 pagesCosmetics Price SepМиљан МиљанићNo ratings yet
- New Simplified Chemistry ClassDocument11 pagesNew Simplified Chemistry ClassbabuNo ratings yet
- Self-Emulsifying Drug Delivery Systems (SEDDS) For Improved Oral Delivery of Lipophilic DrugsDocument10 pagesSelf-Emulsifying Drug Delivery Systems (SEDDS) For Improved Oral Delivery of Lipophilic DrugsAna KovačevićNo ratings yet
- Shiva Prasad BhatDocument160 pagesShiva Prasad BhatrambhadesiNo ratings yet
- 830290Document88 pages830290rafetmNo ratings yet