You might also like
- Planar Linkage Synthesis: A modern CAD based approachFrom EverandPlanar Linkage Synthesis: A modern CAD based approachNo ratings yet
- 08 Robotics F16MTE Path and Trajectory PlanningDocument21 pages08 Robotics F16MTE Path and Trajectory PlanningasadNo ratings yet
- 19EE5803 UNIT-4 Path Planning: Prepared by S.ChithraDocument49 pages19EE5803 UNIT-4 Path Planning: Prepared by S.ChithraTizon Star100% (1)
- Fundamentals of Robotics: Lab ReportDocument13 pagesFundamentals of Robotics: Lab ReportTayyab KhalilNo ratings yet
- CH 4Document17 pagesCH 4ArganoNo ratings yet
- Arm Owi 535Document8 pagesArm Owi 535Felipe Apaza100% (1)
- 18.state VariableDocument27 pages18.state VariableP HAMSA DATTANo ratings yet
- Designing A Parallel-Kinematic High-Spee PDFDocument15 pagesDesigning A Parallel-Kinematic High-Spee PDFKamel FedaouiNo ratings yet
- Robot Trajectory Design Using Genetic Algorithm in Matlab: I.Sekaj, A.HusárDocument6 pagesRobot Trajectory Design Using Genetic Algorithm in Matlab: I.Sekaj, A.HusárDự ĐinhNo ratings yet
- Fundamentals of Robotics: Lab ReportDocument13 pagesFundamentals of Robotics: Lab ReportTayyab KhalilNo ratings yet
- RoboticaDocument21 pagesRoboticabrayanNo ratings yet
- Robot Path Planning: Dr. G. R. Nikhade Dept of Mech Engg, RCOEM, NagpurDocument57 pagesRobot Path Planning: Dr. G. R. Nikhade Dept of Mech Engg, RCOEM, NagpurChetan Satish PadoleNo ratings yet
- Calulo IvanDocument13 pagesCalulo IvanPedro IvanNo ratings yet
- 3 Trajectory Planning 2021Document34 pages3 Trajectory Planning 2021RhusharvinNo ratings yet
- 090 Robot Trajectory Generation enDocument50 pages090 Robot Trajectory Generation enbaboiu electricNo ratings yet
- Constant Kinetic Energy Robot Trajectory PlanningDocument16 pagesConstant Kinetic Energy Robot Trajectory PlanningstaktikaNo ratings yet
- Robotics Unit-4 RBTDocument60 pagesRobotics Unit-4 RBTRagava TalluriNo ratings yet
- Inverse Kinematics of 6-DOF Manipulator With Three Intersecting AxesDocument6 pagesInverse Kinematics of 6-DOF Manipulator With Three Intersecting AxesMuhammad SulemanNo ratings yet
- Differential Drive KinematicsDocument10 pagesDifferential Drive Kinematicsnesquik_snackNo ratings yet
- 8-QUINTIC and LFSB Trajectory planning-20-Sep-2018Reference Material I - Quintic Polynomial TrajectoryDocument20 pages8-QUINTIC and LFSB Trajectory planning-20-Sep-2018Reference Material I - Quintic Polynomial TrajectoryGanugula Sri Harshan 16BEC0162No ratings yet
- 080 Manipulator Trajectory PlanningDocument23 pages080 Manipulator Trajectory PlanningJohan RojasNo ratings yet
- Position Control of Pick and Place Robotic ArmDocument5 pagesPosition Control of Pick and Place Robotic Armavinashs2410_41108610% (1)
- Rotational KinematicsDocument17 pagesRotational KinematicsBarryNo ratings yet
- Path Planning & Trajectory Generation: Berke GürDocument43 pagesPath Planning & Trajectory Generation: Berke GürOmar Seraj Ed-DeenNo ratings yet
- Icra09 TaskSpaceTrajectoriesCubicSplineOptimizationDocument8 pagesIcra09 TaskSpaceTrajectoriesCubicSplineOptimizationsigmateNo ratings yet
- Experimental Comparison of Trajectory Tracking Algorithms For Nonholonomic Mobile RobotsDocument6 pagesExperimental Comparison of Trajectory Tracking Algorithms For Nonholonomic Mobile RobotsdhineshpNo ratings yet
- DDMR Trajectory Tracking With Using Pid and Kinematic Based Backstepping ControllerDocument15 pagesDDMR Trajectory Tracking With Using Pid and Kinematic Based Backstepping ControllerAbdrahmane BenaouadNo ratings yet
- Digital Mirror1Document4 pagesDigital Mirror1anusinghaniyaNo ratings yet
- Trajectory GenerationDocument39 pagesTrajectory GenerationHo Lam HeungNo ratings yet
- 4.1 Robot Dynamics: L and L, M, I, VDocument14 pages4.1 Robot Dynamics: L and L, M, I, Vkssrao13No ratings yet
- The Inverse Kinematics Solution, Closed-Form Dynamics and Simulation of Adeptone Industrial RobotDocument6 pagesThe Inverse Kinematics Solution, Closed-Form Dynamics and Simulation of Adeptone Industrial RobotLabo DolonNo ratings yet
- Projectile Motion With Air ResistanceDocument5 pagesProjectile Motion With Air ResistanceGra Vity100% (1)
- Prop TheoryDocument32 pagesProp Theorywera2516No ratings yet
- Trajectory Planning: Higher Orders and BlendsDocument20 pagesTrajectory Planning: Higher Orders and BlendsashishNo ratings yet
- EK407 BEK4013 - TEST 2 - Solution Jan2023Document6 pagesEK407 BEK4013 - TEST 2 - Solution Jan2023mahrusNo ratings yet
- Article 23Document6 pagesArticle 23hk germanNo ratings yet
- R-K MethodDocument7 pagesR-K Methodctg online63No ratings yet
- Quadrotor Trajectory Tracking Using PID Cascade ControlDocument7 pagesQuadrotor Trajectory Tracking Using PID Cascade ControlNeide AparecidaNo ratings yet
- Programming Exercise 3: 3D Controller and Trajectory GenerationDocument10 pagesProgramming Exercise 3: 3D Controller and Trajectory GenerationhemanthkandulaNo ratings yet
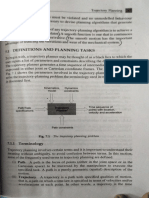
- Definitions and Planning Tasks: Tobegin With, A Trajectory Planner May Be Thought of As A Black Box To Which TheDocument7 pagesDefinitions and Planning Tasks: Tobegin With, A Trajectory Planner May Be Thought of As A Black Box To Which The20131A5327 KONDETI SHIVA NARASIMHANo ratings yet
- Modeling Simulation and Position ControlDocument10 pagesModeling Simulation and Position Controlinesboumaiza293No ratings yet
- Inverse Kinematics Problem (Ikp) of 6-Dof Manipulator by Locally Recurrent Neural Networks (LRNNS)Document5 pagesInverse Kinematics Problem (Ikp) of 6-Dof Manipulator by Locally Recurrent Neural Networks (LRNNS)yousif al mashhadanyNo ratings yet
- CH 5 TRAJECTORYDocument20 pagesCH 5 TRAJECTORYJh wNo ratings yet
- Experiment 3: 300035 - Kinematics and Kinetics of Machines (Kinematics Half)Document9 pagesExperiment 3: 300035 - Kinematics and Kinetics of Machines (Kinematics Half)uzair jahanzebNo ratings yet
- Fundamental of Robotics: Lab ReportDocument9 pagesFundamental of Robotics: Lab Reportjawad naseerNo ratings yet
- Lab 1Document23 pagesLab 1N MNo ratings yet
- Kinematic Analysis of Mechanism For Converting Rotational Motion Into Reciprocating Rotational MotionDocument6 pagesKinematic Analysis of Mechanism For Converting Rotational Motion Into Reciprocating Rotational MotionRockerss RockerssNo ratings yet
- Isise 2012 59Document4 pagesIsise 2012 59Duy KhổngNo ratings yet
- Unit 2 RoboticsDocument22 pagesUnit 2 RoboticsVishnu PriyanNo ratings yet
- Robot Trajectory PlanningDocument15 pagesRobot Trajectory PlanningKoteswara RaoNo ratings yet
- Space Simulation Lab ManualDocument55 pagesSpace Simulation Lab ManualBhanuNo ratings yet
- Differential Equations: Learning ModuleDocument69 pagesDifferential Equations: Learning ModuleAllen KalboNo ratings yet
- Precision Robotic Displacement Using FPGA: Aswathy Surendran.P, V.Saminathan, M.UdhayakumarDocument4 pagesPrecision Robotic Displacement Using FPGA: Aswathy Surendran.P, V.Saminathan, M.UdhayakumarerpublicationNo ratings yet
- Trajectory Planning - MelchiorriDocument140 pagesTrajectory Planning - MelchiorrirrqNo ratings yet
- Modeling and Position Control of Mobile RobotDocument6 pagesModeling and Position Control of Mobile RobotAmin EslamiNo ratings yet
- Lab3 7Document5 pagesLab3 7sendkushNo ratings yet
- ON THE Calculation OF Deflection of A Semitrailer Chassis Under Various Loading Conditions: An Experimental and Numerical InvestigationDocument11 pagesON THE Calculation OF Deflection of A Semitrailer Chassis Under Various Loading Conditions: An Experimental and Numerical InvestigationYãbeçk MâmNo ratings yet
- Modeling, Simulation and Position Control of 3DOF Articulated ManipulatorDocument10 pagesModeling, Simulation and Position Control of 3DOF Articulated Manipulatorbình nghuyễnNo ratings yet
- Direct Kinematic Modeling of 6R Robot Using Robotics ToolboxDocument4 pagesDirect Kinematic Modeling of 6R Robot Using Robotics ToolboxNedim BabicNo ratings yet
- Batch & Continuous ProcessDocument7 pagesBatch & Continuous Processkssrao13No ratings yet
- Interacting & Noninteracting SystemsDocument17 pagesInteracting & Noninteracting Systemskssrao13No ratings yet
- On-Off Control: by Mr. K Samba Siva Rao, AP/EIEDocument14 pagesOn-Off Control: by Mr. K Samba Siva Rao, AP/EIEkssrao13No ratings yet
- Degrees of Freedom (Dof) : by Mr. K Samba Siva Rao, Ap/EieDocument11 pagesDegrees of Freedom (Dof) : by Mr. K Samba Siva Rao, Ap/Eiekssrao13No ratings yet
- Mathematical Modeling of Level ProcessDocument11 pagesMathematical Modeling of Level Processkssrao13No ratings yet
- Introduction To Process ControlDocument12 pagesIntroduction To Process Controlkssrao13No ratings yet
- Unit 2Document33 pagesUnit 2kssrao13No ratings yet
- 3.1 Mathematical Representation of Position of A RobotDocument33 pages3.1 Mathematical Representation of Position of A Robotkssrao13No ratings yet
- 4.1 Robot Dynamics: L and L, M, I, VDocument14 pages4.1 Robot Dynamics: L and L, M, I, Vkssrao13No ratings yet
- Unit 1Document21 pagesUnit 1kssrao13No ratings yet
- Smart Fuel Gauge With Intelligent Headlamp Beam Control Using Raspberry PiDocument5 pagesSmart Fuel Gauge With Intelligent Headlamp Beam Control Using Raspberry Pikssrao13No ratings yet
- PMMC Instruments: by Mr. K Samba Siva Rao, AP/EIEDocument12 pagesPMMC Instruments: by Mr. K Samba Siva Rao, AP/EIEkssrao13No ratings yet
- Single Phase TransformerDocument22 pagesSingle Phase Transformerkssrao13No ratings yet
- Robot End EffectorDocument25 pagesRobot End EffectortarasasankaNo ratings yet
- Robotics Project OverviewDocument16 pagesRobotics Project OverviewMariam AladinNo ratings yet
- RoboticsDocument2 pagesRoboticsvasanthsatNo ratings yet
- Industrial RoboticsDocument30 pagesIndustrial RoboticsKiran VargheseNo ratings yet
- 05 ISO TS15066 StatusDocument23 pages05 ISO TS15066 StatusThiago SaldanhaNo ratings yet
- CadCam Lab Report FileDocument30 pagesCadCam Lab Report FileAzher Uddin100% (1)
- Resume Kartick PrasadDocument4 pagesResume Kartick PrasadKARTICK PRASADNo ratings yet
- Design and Fabrication of Pneumatic Gripper For Robotic ManipulationDocument48 pagesDesign and Fabrication of Pneumatic Gripper For Robotic ManipulationNafisa AnikaNo ratings yet
- (TRO) Human-Inspired Robotic Grasp Control With Tactile SensingDocument13 pages(TRO) Human-Inspired Robotic Grasp Control With Tactile SensingwsfNo ratings yet
- Resume: Kartick Prasad Satapathy MOBILE NO.-7909035104Document3 pagesResume: Kartick Prasad Satapathy MOBILE NO.-7909035104KARTICK PRASADNo ratings yet
- Manual Product Mecanic Da 3HAC026660-001 RevB enDocument285 pagesManual Product Mecanic Da 3HAC026660-001 RevB enValentin RaduNo ratings yet
- Research Paper On Space Robotics PDFDocument8 pagesResearch Paper On Space Robotics PDFhxmchprhf100% (1)
- ME 2028 ROBOTICS-Questionbank Unit1&2Document2 pagesME 2028 ROBOTICS-Questionbank Unit1&2Karthick RamNo ratings yet
- Articulated RobotsDocument37 pagesArticulated RobotsGiovan George MendezNo ratings yet
- RoboticsDocument394 pagesRoboticsPeter Nomikos100% (5)
- Optimization of Pick and Place Robotic ARM: Mini-Project ReportDocument51 pagesOptimization of Pick and Place Robotic ARM: Mini-Project Reportsanjay devNo ratings yet
- Robotics Quiz - With AnswerDocument4 pagesRobotics Quiz - With AnswerSatheesh KumarNo ratings yet
- Towards Designing A Robot Gripper For Ef PDFDocument7 pagesTowards Designing A Robot Gripper For Ef PDFmouradNo ratings yet
- Swivel Link PDFDocument28 pagesSwivel Link PDFDaniel MalfazNo ratings yet
- Robot Programming: Amirkabir University of Technology Computer Engineering & Information Technology DepartmentDocument35 pagesRobot Programming: Amirkabir University of Technology Computer Engineering & Information Technology Departmentiliekp8No ratings yet
- Robotics Reviewer For ElectronicsDocument16 pagesRobotics Reviewer For ElectronicsJohnval Reval Cariaga0% (1)
- Bir Glen 2018Document10 pagesBir Glen 2018Anita MarquezNo ratings yet
- B.Tech. 4th Year CBCS Manufacturing Technology Engg2019-20Document32 pagesB.Tech. 4th Year CBCS Manufacturing Technology Engg2019-20Mona GhunageNo ratings yet
- Vacuum-Components Catalog enDocument716 pagesVacuum-Components Catalog encifobrien@yahoo.comNo ratings yet
- Introduction To Manipulators: Berke GürDocument21 pagesIntroduction To Manipulators: Berke GürOmar Seraj Ed-DeenNo ratings yet
- Robot-Programing Module 5Document44 pagesRobot-Programing Module 5JoyNo ratings yet
- Mechanisms and Robotics de Es Zg561: Lecture - 2Document49 pagesMechanisms and Robotics de Es Zg561: Lecture - 2AnkithNo ratings yet
- Manipulability: of Robotic MechanismsDocument7 pagesManipulability: of Robotic MechanismsegebalkNo ratings yet
- Robotiq Palletizing: SolutionDocument97 pagesRobotiq Palletizing: SolutionKien Nguyen TrungNo ratings yet
- Robotics BookDocument143 pagesRobotics BookSHAHUL HAMEED.SNo ratings yet
- A Welder’s Handbook to Robotic ProgrammingFrom EverandA Welder’s Handbook to Robotic ProgrammingRating: 5 out of 5 stars5/5 (3)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Artificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.From EverandArtificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.Rating: 4 out of 5 stars4/5 (5)
- Arduino: The complete guide to Arduino for beginners, including projects, tips, tricks, and programming!From EverandArduino: The complete guide to Arduino for beginners, including projects, tips, tricks, and programming!Rating: 4 out of 5 stars4/5 (3)
- Digital Twin Development and Deployment on the Cloud: Developing Cloud-Friendly Dynamic Models Using Simulink®/SimscapeTM and Amazon AWSFrom EverandDigital Twin Development and Deployment on the Cloud: Developing Cloud-Friendly Dynamic Models Using Simulink®/SimscapeTM and Amazon AWSNo ratings yet
- Artificial You: AI and the Future of Your MindFrom EverandArtificial You: AI and the Future of Your MindRating: 4 out of 5 stars4/5 (3)
- Artificial Intelligence: Learning about Chatbots, Robotics, and Other Business ApplicationsFrom EverandArtificial Intelligence: Learning about Chatbots, Robotics, and Other Business ApplicationsRating: 5 out of 5 stars5/5 (3)
- Practical Robotics in C++: Build and Program Real Autonomous Robots Using Raspberry Pi (English Edition)From EverandPractical Robotics in C++: Build and Program Real Autonomous Robots Using Raspberry Pi (English Edition)No ratings yet
- The Fourth Age: Smart Robots, Conscious Computers, and the Future of HumanityFrom EverandThe Fourth Age: Smart Robots, Conscious Computers, and the Future of HumanityRating: 3.5 out of 5 stars3.5/5 (22)
- Building with Virtual LEGO: Getting Started with LEGO Digital Designer, LDraw, and MecabricksFrom EverandBuilding with Virtual LEGO: Getting Started with LEGO Digital Designer, LDraw, and MecabricksNo ratings yet
- SAM: One Robot, a Dozen Engineers, and the Race to Revolutionize the Way We BuildFrom EverandSAM: One Robot, a Dozen Engineers, and the Race to Revolutionize the Way We BuildRating: 5 out of 5 stars5/5 (5)
- ChatGPT: The Future of Intelligent ConversationFrom EverandChatGPT: The Future of Intelligent ConversationRating: 3.5 out of 5 stars3.5/5 (8)
- Artificial Intelligence: From Medieval Robots to Neural NetworksFrom EverandArtificial Intelligence: From Medieval Robots to Neural NetworksRating: 4 out of 5 stars4/5 (4)
- Comprehensive Guide to Robotic Process Automation (RPA): Tips, Recommendations, and Strategies for SuccessFrom EverandComprehensive Guide to Robotic Process Automation (RPA): Tips, Recommendations, and Strategies for SuccessNo ratings yet
- Artificial Intelligence: Machine Learning, Deep Learning, and Automation ProcessesFrom EverandArtificial Intelligence: Machine Learning, Deep Learning, and Automation ProcessesRating: 5 out of 5 stars5/5 (2)
- Mastering Drones - A Beginner's Guide To Start Making Money With DronesFrom EverandMastering Drones - A Beginner's Guide To Start Making Money With DronesRating: 2.5 out of 5 stars2.5/5 (3)
- Collection of Raspberry Pi ProjectsFrom EverandCollection of Raspberry Pi ProjectsRating: 5 out of 5 stars5/5 (1)
- Atlas of AI: Power, Politics, and the Planetary Costs of Artificial IntelligenceFrom EverandAtlas of AI: Power, Politics, and the Planetary Costs of Artificial IntelligenceRating: 5 out of 5 stars5/5 (9)
- In the Age of AI: How AI and Emerging Technologies Are Disrupting Industries, Lives, and the Future of WorkFrom EverandIn the Age of AI: How AI and Emerging Technologies Are Disrupting Industries, Lives, and the Future of WorkRating: 5 out of 5 stars5/5 (1)
- How to Survive a Robot Uprising: Tips on Defending Yourself Against the Coming RebellionFrom EverandHow to Survive a Robot Uprising: Tips on Defending Yourself Against the Coming RebellionRating: 3.5 out of 5 stars3.5/5 (129)
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsFrom EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsNo ratings yet