You might also like
- IMPPPPPPPPDesign CalculationsDocument1 pageIMPPPPPPPPDesign CalculationsMuhammed K MNo ratings yet
- Baffle Design - by MossDocument6 pagesBaffle Design - by MossshaishavNo ratings yet
- Tanks Thickness & Pipe Size CalculationDocument4 pagesTanks Thickness & Pipe Size CalculationANKITA BISWASNo ratings yet
- A-Frame Calculation Without CoverDocument6 pagesA-Frame Calculation Without CoverimsayaaNo ratings yet
- Geometry of MS Pipe Staging For PSC GirderDocument5 pagesGeometry of MS Pipe Staging For PSC Girderqs.saidurrahmanNo ratings yet
- Column To Beam Connection Check (EP-01)Document3 pagesColumn To Beam Connection Check (EP-01)Md. Mahmudle HassanNo ratings yet
- Design of Single Isolated Rectangular Footing (S.I. Unit) : Project Name Subject Element Number F3 Done byDocument3 pagesDesign of Single Isolated Rectangular Footing (S.I. Unit) : Project Name Subject Element Number F3 Done byAamirShabbirNo ratings yet
- Design of Beams For AnyoneDocument13 pagesDesign of Beams For AnyoneAli SabriNo ratings yet
- Purlin - Check - Hat SectionDocument2 pagesPurlin - Check - Hat SectionPrince MittalNo ratings yet
- Beam To Beam ConnectionDocument47 pagesBeam To Beam Connectionamitkumar8946No ratings yet
- SL - No Description Reference 1 Load Input For Silo (7M X 7M) 1.1 Basic InputDocument8 pagesSL - No Description Reference 1 Load Input For Silo (7M X 7M) 1.1 Basic Inputkushaljp8989No ratings yet
- Pump Head Calculation - Waste Water PumpDocument8 pagesPump Head Calculation - Waste Water PumpChoon Zhe ShyiNo ratings yet
- Isolated Footing DesignDocument24 pagesIsolated Footing DesignSANJEEV GANDOTRANo ratings yet
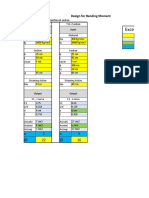
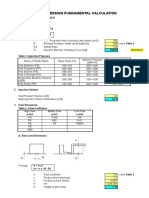
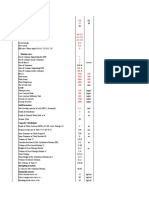
- Mold Design Fundamental Calculation BATTERY COVERDocument7 pagesMold Design Fundamental Calculation BATTERY COVERrgrao85No ratings yet
- FRNT ColDocument96 pagesFRNT ColARUN RAWATNo ratings yet
- D.M Tank-DesignDocument13 pagesD.M Tank-DesignvandhyathevanNo ratings yet
- Seafastening For Pelikan - 12mm Thickness PlateDocument12 pagesSeafastening For Pelikan - 12mm Thickness PlateHafidNo ratings yet
- Slab DesignDocument12 pagesSlab Designkunjita dashoreNo ratings yet
- Adit Steel RibDocument26 pagesAdit Steel RibAjay SinghNo ratings yet
- Project - Park Hotel Location - PuneDocument7 pagesProject - Park Hotel Location - PunewaquarstrNo ratings yet
- Grade of Concrete (FCK) Grade of Steel (Fy) : Staircase DesignDocument4 pagesGrade of Concrete (FCK) Grade of Steel (Fy) : Staircase Designswargadwari consultancyNo ratings yet
- Design of Steel Staircase by Bishwaram GosainDocument6 pagesDesign of Steel Staircase by Bishwaram Gosainbishwaram gosainNo ratings yet
- Destoner CalculationDocument3 pagesDestoner Calculationreddym44No ratings yet
- Design of 1.50KL OH Tank 9M Staging PDFDocument21 pagesDesign of 1.50KL OH Tank 9M Staging PDFshivanandarcotNo ratings yet
- Plant Design Kojic Acid Beta 1Document41 pagesPlant Design Kojic Acid Beta 1Milton Dels RosaNo ratings yet
- These Are The Results For The Ford Duratech EngineDocument5 pagesThese Are The Results For The Ford Duratech EngineNarendra TummalaNo ratings yet
- Rangka AtapDocument11 pagesRangka Atapvicky kakaNo ratings yet
- Genset Pad 10ftx2ftDocument7 pagesGenset Pad 10ftx2ftAmmad AlizaiNo ratings yet
- Elevated 150m3Document7 pagesElevated 150m3ARSENo ratings yet
- Calc Leg Check of Cross BracingDocument4 pagesCalc Leg Check of Cross Bracingdinesh_akabariNo ratings yet
- 18.774 M 9201 MM 500 MM 1500 MM 25 MM 12000 MM 3000 MM 225 MM 65 MM 4 No 300 MM 600 MMDocument13 pages18.774 M 9201 MM 500 MM 1500 MM 25 MM 12000 MM 3000 MM 225 MM 65 MM 4 No 300 MM 600 MMAnonymous jLLjBdrNo ratings yet
- Summary of Structural Calculation of 2-Barrel Box CulvertDocument60 pagesSummary of Structural Calculation of 2-Barrel Box CulvertNomor3mp4tNo ratings yet
- Design of Box Type Culvert: Both SideDocument18 pagesDesign of Box Type Culvert: Both SideSwamy ManiNo ratings yet
- Aircooler WeightDocument12 pagesAircooler WeightAlexandre FreitasNo ratings yet
- Rectangular Tank Calculation Roarks FormulasDocument39 pagesRectangular Tank Calculation Roarks FormulasInamullah Khan100% (3)
- Underground Circular Tank R2 Sump WellDocument14 pagesUnderground Circular Tank R2 Sump Wellsurendra_panga100% (1)
- Data Input Flowline Properties: Pipe Pipe Pipe 3Document12 pagesData Input Flowline Properties: Pipe Pipe Pipe 3Septian FirdausNo ratings yet
- One - Way Slab: Design SpecificationsDocument4 pagesOne - Way Slab: Design Specificationssetiawan hendroNo ratings yet
- NASA Vacuum Vessel Weight and Volume CalculationsDocument11 pagesNASA Vacuum Vessel Weight and Volume CalculationsVarun MalhotraNo ratings yet
- Steel TankDocument75 pagesSteel Tankace1205No ratings yet
- PIle FoundationDocument6 pagesPIle FoundationsaravananNo ratings yet
- Hetauda Raft DesignDocument92 pagesHetauda Raft DesignSurendra MaharjanNo ratings yet
- Beam Column ConnectionDocument2 pagesBeam Column ConnectionHAZIRACFS SURATNo ratings yet
- VG 320 Oil CoolerDocument32 pagesVG 320 Oil CoolergsdaundhNo ratings yet
- Corbel DesignDocument3 pagesCorbel DesignManoj JaiswalNo ratings yet
- UntitledDocument19 pagesUntitledniranjan paudelNo ratings yet
- Burner CalculationDocument9 pagesBurner CalculationAbul QasimNo ratings yet
- Base Plate Design Excel-10 July 2023Document12 pagesBase Plate Design Excel-10 July 2023Reshu DavaneNo ratings yet
- Single Isolated Rectangular FootingsDocument13 pagesSingle Isolated Rectangular FootingsAamirShabbirNo ratings yet
- Deck SlabDocument8 pagesDeck SlabPARMAR DASHRATHNo ratings yet
- Design of Secondary Beams For U.D.L Proj.-Lab (Upper Flange Is Considered To Be Effectively Held) Dimensions of BeamDocument6 pagesDesign of Secondary Beams For U.D.L Proj.-Lab (Upper Flange Is Considered To Be Effectively Held) Dimensions of BeamRakesh SharmaNo ratings yet
- Weld Deposit CalculationDocument11 pagesWeld Deposit CalculationGbenga ArowojoluNo ratings yet
- Rectangular Tank CalculationDocument9 pagesRectangular Tank CalculationFabrício Menegassi75% (4)
- Circular Water Tank RC Design To IsDocument29 pagesCircular Water Tank RC Design To IsSteve JsobNo ratings yet
- Handbook of Heating, Ventilating and Air ConditioningFrom EverandHandbook of Heating, Ventilating and Air ConditioningRating: 4 out of 5 stars4/5 (6)
- Electronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 3From EverandElectronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 3Rating: 3 out of 5 stars3/5 (2)
- Analytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportFrom EverandAnalytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportNo ratings yet
- Electronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1From EverandElectronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1Rating: 4.5 out of 5 stars4.5/5 (5)
- User ManualDocument36 pagesUser ManualNISHANTHNo ratings yet
- Brief On Automotive PartsDocument86 pagesBrief On Automotive PartsNISHANTHNo ratings yet
- Staubli Multi-CouplingDocument1 pageStaubli Multi-CouplingNISHANTHNo ratings yet
- Material PropertiesDocument1 pageMaterial PropertiesNISHANTHNo ratings yet
- HANDSET - Poster Idioma InglesDocument3 pagesHANDSET - Poster Idioma InglesJuan Francisco Mora ZeladaNo ratings yet
- Technical Paper SiC Ceramic MembranesDocument5 pagesTechnical Paper SiC Ceramic MembranesEman El DsoukyNo ratings yet
- Friction Stir Welding - Process and Its Variables: A ReviewDocument8 pagesFriction Stir Welding - Process and Its Variables: A ReviewMulyanto MulyonoNo ratings yet
- MBX - Amoladora Quita OxidoDocument6 pagesMBX - Amoladora Quita OxidoomarNo ratings yet
- Design and Control of CONCRETE MIX PDFDocument459 pagesDesign and Control of CONCRETE MIX PDFCRISTIAN RAMIREZ75% (8)
- Partition ManualDocument42 pagesPartition ManualAnonymous SblBDN0No ratings yet
- ACE Hammer CatalogueDocument8 pagesACE Hammer CatalogueAgung NgurahNo ratings yet
- Super Silk PDFDocument13 pagesSuper Silk PDFSachin KothariNo ratings yet
- UNF ThreadDocument4 pagesUNF ThreadMUUTHUKRISHNANNo ratings yet
- Wiring Diagram SectionDocument76 pagesWiring Diagram Sectiondavydenkoanton5No ratings yet
- Cathelco ICCP Hull Protection SystemsDocument8 pagesCathelco ICCP Hull Protection SystemsdalianbouriNo ratings yet
- Dry WallDocument5 pagesDry WallNakul NayanNo ratings yet
- Optimization of Facility Layout For Improvement in ProductivityDocument7 pagesOptimization of Facility Layout For Improvement in ProductivityTania MajumderNo ratings yet
- BinderDocument253 pagesBinderJohnny Mopada Jr.No ratings yet
- NBK TA Brochure 2016-EmailDocument11 pagesNBK TA Brochure 2016-EmailPietrus NimbusNo ratings yet
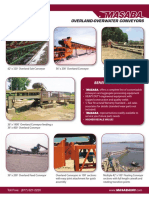
- MASABA Overland ConveyorDocument2 pagesMASABA Overland ConveyoraswarNo ratings yet
- Cement and Concrete: Hera - Mae Granada AnoraDocument17 pagesCement and Concrete: Hera - Mae Granada AnoraHera-Mae Granada AñoraNo ratings yet
- Ship Propulsion 1Document23 pagesShip Propulsion 1Nikolas Gonzalez100% (1)
- Rate Book - 2011-NCP Building DPTDocument244 pagesRate Book - 2011-NCP Building DPTthak_raj84No ratings yet
- XLIGHT Revestimientos InterioresDocument4 pagesXLIGHT Revestimientos InterioresdandragutescuNo ratings yet
- Preparation and CharacterizationDocument6 pagesPreparation and CharacterizationSAI ASSOCIATENo ratings yet
- ANODIZING The Finish of ChoiceDocument4 pagesANODIZING The Finish of ChoiceAhmed HelalNo ratings yet
- CQ2 New Series PDFDocument210 pagesCQ2 New Series PDFsumit_waghmareNo ratings yet
- View All Callouts: Function Isolation ToolsDocument26 pagesView All Callouts: Function Isolation ToolsJesus Poma BernaNo ratings yet
- PSA Nitrogen PlantsDocument4 pagesPSA Nitrogen PlantsIdo Aprilian TariganNo ratings yet
- ESolarMark - CO2 - 30 WattDocument2 pagesESolarMark - CO2 - 30 WattJose Diaz100% (1)
- 100mm (4") BOREWELL Submersible Pumpsets: Genie SeriesDocument3 pages100mm (4") BOREWELL Submersible Pumpsets: Genie SeriesPazhamalairajan KaliyaperumalNo ratings yet
- Catalogo Sta Rite BombasDocument160 pagesCatalogo Sta Rite BombasestebanampelosNo ratings yet
- IDB - DOAS Submittal Rev2Document78 pagesIDB - DOAS Submittal Rev2Jamie CheNo ratings yet
- Design of Solar Panel Deployment Mechanism For A 1U CubeSatDocument7 pagesDesign of Solar Panel Deployment Mechanism For A 1U CubeSatAliMurtazaKothawalaNo ratings yet