You might also like
- Master Data Report YES (Check One) NO: Asme Boiler and Pressure Vessel CodeDocument2 pagesMaster Data Report YES (Check One) NO: Asme Boiler and Pressure Vessel CodeMuhammad Fitransyah Syamsuar Putra0% (1)
- Fe 2Document1 pageFe 2Miroslava JovanovićNo ratings yet
- 3.welding Operation InstructionDocument20 pages3.welding Operation Instructionkinfegeta100% (1)
- Use Separate Sheet For Each Separate Part or ComponentDocument3 pagesUse Separate Sheet For Each Separate Part or ComponentEmma DNo ratings yet
- IDRILL-SD-17-F05 - Trenching & Bacfilling Report REV.0Document4 pagesIDRILL-SD-17-F05 - Trenching & Bacfilling Report REV.0ooichinhuiNo ratings yet
- CSWIP Sr. Welding Exam QuestionsDocument3 pagesCSWIP Sr. Welding Exam QuestionsRamesh NatarajanNo ratings yet
- Technical Specification FOR Barge, M.S Pipe & FloatDocument5 pagesTechnical Specification FOR Barge, M.S Pipe & FloatMin Aung Naing TunNo ratings yet
- MW Wiretec PVT - LTD.: Quality Assurance Plan Section C' Process Flow Chart-MIG Wire ISO 9001:2015Document7 pagesMW Wiretec PVT - LTD.: Quality Assurance Plan Section C' Process Flow Chart-MIG Wire ISO 9001:2015Våïbhäv Çhåühåñ100% (1)
- Mod 6 PT 2Document40 pagesMod 6 PT 2Ashish RanaNo ratings yet
- FORM Q-120 Procedure Specification For Class Ii Vessels (Revision C - 2017) Part I - FabricationDocument10 pagesFORM Q-120 Procedure Specification For Class Ii Vessels (Revision C - 2017) Part I - FabricationEmma DNo ratings yet
- Marksheet SCAFFLDDocument5 pagesMarksheet SCAFFLDIbrà ArshadNo ratings yet
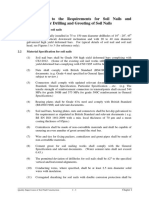
- Quality Supervision of Soil Nails 2016-09-2Document5 pagesQuality Supervision of Soil Nails 2016-09-2Vince KongNo ratings yet
- Form P-4 Manufacturer'S Partial Data Report As Required by The Provisions of The ASME Code Rules, Section IDocument2 pagesForm P-4 Manufacturer'S Partial Data Report As Required by The Provisions of The ASME Code Rules, Section IEmma DNo ratings yet
- Form P-4 Manufacturer'S Partial Data Report As Required by The Provisions of The ASME Code Rules, Section IDocument2 pagesForm P-4 Manufacturer'S Partial Data Report As Required by The Provisions of The ASME Code Rules, Section IEmma DNo ratings yet
- FGD Save Energy OutlineDocument2 pagesFGD Save Energy OutlineJC MexguyNo ratings yet
- Technical Specification of Steel Tubular Pole.......... Dtd. 29.12.2014Document7 pagesTechnical Specification of Steel Tubular Pole.......... Dtd. 29.12.2014Jhoinner OsorioNo ratings yet
- Reverse Engineering Pressure Vessel ChecklistDocument5 pagesReverse Engineering Pressure Vessel ChecklistES RouzaNo ratings yet
- Process Inspection QAQC - Mechanical Hazard Identification and Risk AssessmentDocument4 pagesProcess Inspection QAQC - Mechanical Hazard Identification and Risk AssessmentPampanagouda YadavNo ratings yet
- Technical Bid Evaluation Sheet For Fuel Gas ScrubberDocument3 pagesTechnical Bid Evaluation Sheet For Fuel Gas ScrubberSiva baalanNo ratings yet
- TBE-Pressure Vessel Standard TemplateDocument4 pagesTBE-Pressure Vessel Standard TemplateSiva baalanNo ratings yet
- Macro-Examination: Test Code/Year Part/Section/Type Acceptance Criteria ReferenceDocument3 pagesMacro-Examination: Test Code/Year Part/Section/Type Acceptance Criteria ReferenceDelil Ozan100% (1)
- GTP - 1.1kv 1c Copper Xlpe Armd CableDocument1 pageGTP - 1.1kv 1c Copper Xlpe Armd CableShivam DwivediNo ratings yet
- INSPECTION REPORT 66kvDocument1 pageINSPECTION REPORT 66kvManish SadhuNo ratings yet
- PROJECT COST ESTIMATE: TWO STOREY RESIDENTIAL BUILDINGDocument68 pagesPROJECT COST ESTIMATE: TWO STOREY RESIDENTIAL BUILDINGWilson EnriquezNo ratings yet
- Inspection Record New FormatDocument14 pagesInspection Record New FormatShohel RanaNo ratings yet
- 2 Contractor Quality Control Plan For Civil WorkDocument6 pages2 Contractor Quality Control Plan For Civil Workbehzad esNo ratings yet
- Method Statement For Fabrication and Erection of Piping: Krueng Geukueh, North Aceh, IndonesiaDocument10 pagesMethod Statement For Fabrication and Erection of Piping: Krueng Geukueh, North Aceh, IndonesiaFendik NewbieNo ratings yet
- Inspection Report 66kvDocument1 pageInspection Report 66kvManish SadhuNo ratings yet
- Form H-3 Watertube Boiler DataDocument2 pagesForm H-3 Watertube Boiler DatamohdfirdausNo ratings yet
- Welding Repair ProcedureDocument31 pagesWelding Repair ProcedureMohamed IsmailNo ratings yet
- 0 - 강의자료 4월 병합Document76 pages0 - 강의자료 4월 병합호롤No ratings yet
- CSC - 115 - R - II DHBVN LT XlpeDocument15 pagesCSC - 115 - R - II DHBVN LT XlpeAshish bhattNo ratings yet
- Appendix 4 Worked Example: Type C Strategy: Esr-In-Confidence HOIS-G-103 Issue 1Document8 pagesAppendix 4 Worked Example: Type C Strategy: Esr-In-Confidence HOIS-G-103 Issue 1Mo BlackNo ratings yet
- MOS Bored Pile WorkDocument12 pagesMOS Bored Pile WorkFIZANo ratings yet
- Reinforced Steel ManualDocument9 pagesReinforced Steel ManualarkpNo ratings yet
- Work Method Concrete Works Slab and BeamDocument7 pagesWork Method Concrete Works Slab and BeamDimas DzununNo ratings yet
- Work Method Statement For Lightning Protection SystemDocument8 pagesWork Method Statement For Lightning Protection SystemWCLNo ratings yet
- Reinforced Steel Bars and Wires ManualDocument9 pagesReinforced Steel Bars and Wires ManualN.J. PatelNo ratings yet
- Is 1786 Product Manual Revision 3Document9 pagesIs 1786 Product Manual Revision 3HARINDRA PRASAD RNo ratings yet
- 01 CMP-BPW Bored Pile Work Inspection Checklist T&D Rev0Document3 pages01 CMP-BPW Bored Pile Work Inspection Checklist T&D Rev0Edwin RonquilloNo ratings yet
- AMWAJ 96F SM G652D Duct CableDocument2 pagesAMWAJ 96F SM G652D Duct CableRizwan HameedNo ratings yet
- Fe-1001 W-HDocument1 pageFe-1001 W-HJan Richardo GultomNo ratings yet
- 4C X 10 EPR PCP Rubber GTPDocument1 page4C X 10 EPR PCP Rubber GTPsyamprasadNo ratings yet
- Sarojini Nagar Under The Guidance of MR Laksham HansdashDocument37 pagesSarojini Nagar Under The Guidance of MR Laksham HansdashShubhanshu MishraNo ratings yet
- Technical Specification - RevisedDocument4 pagesTechnical Specification - RevisedAWANISH KUMARNo ratings yet
- Fabrication Work Steps and Activities Are Defined Depends Upon On The Scope of Tank ComponentsDocument8 pagesFabrication Work Steps and Activities Are Defined Depends Upon On The Scope of Tank ComponentsSHAHAN NAFEESNo ratings yet
- Manufacturing Process Exam QuestionsDocument4 pagesManufacturing Process Exam QuestionsRounak AgrawalNo ratings yet
- Earth Wire Tension AssemblyDocument12 pagesEarth Wire Tension AssemblyaselabollegalaNo ratings yet
- Process Flow of Outgoing Inspection Rev0Document1 pageProcess Flow of Outgoing Inspection Rev0Aisyah ZinfazliNo ratings yet
- Schedule of Guaranteed Technical Particulars For Neutral Current TransformersDocument4 pagesSchedule of Guaranteed Technical Particulars For Neutral Current TransformersmanjeetNo ratings yet
- GK23A User's Manual for ULTRA MAXBIT Casing Drilling SystemDocument16 pagesGK23A User's Manual for ULTRA MAXBIT Casing Drilling Systemgonzalo hernandez aguilarNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityPrabhat SinghNo ratings yet
- CONCRETE REACTOR DATADocument2 pagesCONCRETE REACTOR DATAEmma DNo ratings yet
- Quality Supervision of Soil Nails 2016-09-3Document5 pagesQuality Supervision of Soil Nails 2016-09-3Vince KongNo ratings yet
- Q003 Check List For General List For DWDocument1 pageQ003 Check List For General List For DWAmjad PathanNo ratings yet
- QM Practices WhoDocument4 pagesQM Practices WhoSaksham AdauliaNo ratings yet
- Rebar ChecklistDocument2 pagesRebar ChecklistMuhammad sheryar100% (3)
- Cone Penetration Testing: Methods and InterpretationFrom EverandCone Penetration Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (3)
- Working Guide to Drilling Equipment and OperationsFrom EverandWorking Guide to Drilling Equipment and OperationsRating: 5 out of 5 stars5/5 (9)
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- SLV METROPOLITAN INDONESIA WEBINAR SERIES ON MATERIAL SCIENCEDocument30 pagesSLV METROPOLITAN INDONESIA WEBINAR SERIES ON MATERIAL SCIENCEsmartz inspectionNo ratings yet
- Fostering Safety Communication Among Construction Workers: Role of Safety Climate and Crew-Level CohesionDocument16 pagesFostering Safety Communication Among Construction Workers: Role of Safety Climate and Crew-Level Cohesionsmartz inspectionNo ratings yet
- Materi Welding Defect IIDocument64 pagesMateri Welding Defect IIsmartz inspectionNo ratings yet
- The Impact of Coworkers' Safety Violations On An Individual Worker: A Social Contagion Effect Within The Construction CrewDocument21 pagesThe Impact of Coworkers' Safety Violations On An Individual Worker: A Social Contagion Effect Within The Construction Crewsmartz inspectionNo ratings yet
- Macam2 Material, Dan Prosedure Installation Perpipaan LanjutannyaDocument6 pagesMacam2 Material, Dan Prosedure Installation Perpipaan Lanjutannyasmartz inspectionNo ratings yet
- Ultrasonic Testing of Austenitic Stainless Steel WeldsDocument15 pagesUltrasonic Testing of Austenitic Stainless Steel Weldssmartz inspection100% (1)
- 2D Frame Analysis: Analysis of A 2D Frame Subject To Distributed Loads, Point Loads and MomentsDocument26 pages2D Frame Analysis: Analysis of A 2D Frame Subject To Distributed Loads, Point Loads and Momentssmartz inspectionNo ratings yet
- Binder 1Document349 pagesBinder 1smartz inspectionNo ratings yet
- Mecon Limited: Vision, Quality & ValuesDocument12 pagesMecon Limited: Vision, Quality & ValuesgautamNo ratings yet
- Rotary Friction Welding of Aluminium Using Lathe: Keywords: AbstractDocument8 pagesRotary Friction Welding of Aluminium Using Lathe: Keywords: AbstractAditya UNo ratings yet
- Vertical Blinds: S. No. Item SpecificationDocument2 pagesVertical Blinds: S. No. Item SpecificationGaurav AgrawalNo ratings yet
- KB Duct 2019 CatalogDocument60 pagesKB Duct 2019 CatalogRajendraPrajapat100% (1)
- Sure Seal 1208Document1 pageSure Seal 1208Hashim HabeedNo ratings yet
- Preferred Products: CatalogDocument147 pagesPreferred Products: CatalogVijay jNo ratings yet
- Glass Partition Walls: What Are Glass Partitions?Document6 pagesGlass Partition Walls: What Are Glass Partitions?neeraj kumarNo ratings yet
- Cold ForgingDocument12 pagesCold Forgingkasana100% (1)
- Magnesite 2020Document17 pagesMagnesite 2020Bibek ChatterjeeNo ratings yet
- Tableting SpecificationsDocument14 pagesTableting Specificationsfopcu91100% (6)
- 2007 CRKT Sport CatalogDocument40 pages2007 CRKT Sport CatalogJeffTaborNo ratings yet
- MSS SP-83-2014 Class 3000 and 6000 Pipe Unions, Socket Welding and Threaded (Carbon Steel, Alloy Steel, Stainless Steels, and Nickel Alloys)Document16 pagesMSS SP-83-2014 Class 3000 and 6000 Pipe Unions, Socket Welding and Threaded (Carbon Steel, Alloy Steel, Stainless Steels, and Nickel Alloys)arnoldbatista55100% (1)
- ATX PC Series Floodlights: Flameproof. Metal Halide, High Pressure Sodium, Mercury Vapor, HalogenDocument5 pagesATX PC Series Floodlights: Flameproof. Metal Halide, High Pressure Sodium, Mercury Vapor, HalogenLuis CasasNo ratings yet
- Department of Mechanical Engineering Question Bank 15ume911 Unconventional Machining Processes Unit - I Part ADocument6 pagesDepartment of Mechanical Engineering Question Bank 15ume911 Unconventional Machining Processes Unit - I Part ANagarajNo ratings yet
- 1.0 SCOPE:: SL - No. Tag No. Area of Exchanger Coating Thickness RemarksDocument5 pages1.0 SCOPE:: SL - No. Tag No. Area of Exchanger Coating Thickness RemarksCorrosion FactoryNo ratings yet
- WMP Brochure 2016Document15 pagesWMP Brochure 2016Daniel SieberNo ratings yet
- Metal Sealant: Main ApplicationDocument2 pagesMetal Sealant: Main ApplicationHung Mai VanNo ratings yet
- API 653 - CC - API 653 Certification - Open Book - 60 QuestionsDocument8 pagesAPI 653 - CC - API 653 Certification - Open Book - 60 QuestionsSERFORTEC CIA. LTDA.No ratings yet
- European Steel and Alloy Grades: X6Crni18-10 (1.4948)Document3 pagesEuropean Steel and Alloy Grades: X6Crni18-10 (1.4948)farshid KarpasandNo ratings yet
- 244 Workbench - 1997 12Document49 pages244 Workbench - 1997 12koaa85No ratings yet
- Rifling ButtonsDocument5 pagesRifling ButtonsGyörgy Murvai100% (2)
- Catalogo LAMINADocument389 pagesCatalogo LAMINAJose' TNo ratings yet
- Welder Qualification Form for Rana Pratap ChouhanDocument1 pageWelder Qualification Form for Rana Pratap ChouhanMahendra singhNo ratings yet
- Dirak India Panel Fittings Pvt. LTDDocument23 pagesDirak India Panel Fittings Pvt. LTDcontact2webNo ratings yet
- zeta200 Elevator Brochure Highlights Innovative Commercial Elevator SolutionDocument12 pageszeta200 Elevator Brochure Highlights Innovative Commercial Elevator SolutionTrần Văn ThảoNo ratings yet
- API 676 3rd Edition Comparative Summary-FinalDocument35 pagesAPI 676 3rd Edition Comparative Summary-Finaltarunvarshneya50% (2)
- Ravindra Mhaske CV - QualityDocument4 pagesRavindra Mhaske CV - QualityRavi MhaskeNo ratings yet
- IRON AND STEEL AS STRUCTURAL BUILDING MATERIALSDocument45 pagesIRON AND STEEL AS STRUCTURAL BUILDING MATERIALSDopias FakeNo ratings yet
- Corrosion Test Chamber Project PresentationDocument14 pagesCorrosion Test Chamber Project PresentationkshitijNo ratings yet
- VALCO Air Separation Valves ENGDocument15 pagesVALCO Air Separation Valves ENGArun BabuNo ratings yet