You might also like
- Fmea CastingDocument4 pagesFmea CastingSuraj RawatNo ratings yet
- Primary Member Process Flow ChartDocument3 pagesPrimary Member Process Flow Chartmadhu krishnaNo ratings yet
- Ipc & Ipp Logbook or FlowDocument8 pagesIpc & Ipp Logbook or FlowKaran Malhi100% (1)
- D10414410A CP Rev 00Document21 pagesD10414410A CP Rev 00Suraj RawatNo ratings yet
- Point 1 - B) Procedure For Managemet of ChangeDocument3 pagesPoint 1 - B) Procedure For Managemet of Changemahesh KhatalNo ratings yet
- Machining PFMEADocument8 pagesMachining PFMEASuraj RawatNo ratings yet
- Split Valuation SAPDocument7 pagesSplit Valuation SAPPramod ShettyNo ratings yet
- CAPA Incomplete Part MixDocument16 pagesCAPA Incomplete Part MixRohtash fastnerNo ratings yet
- Hyundai Transys Knob Assy FR Seat H/Adj RH 88023-K3000 NNB/T9YDocument2 pagesHyundai Transys Knob Assy FR Seat H/Adj RH 88023-K3000 NNB/T9YubraghuNo ratings yet
- Design Fmea ExampleDocument2 pagesDesign Fmea ExampleSenthil_KNo ratings yet
- Moulding TroubleshootingDocument22 pagesMoulding TroubleshootingPiousPatialaNo ratings yet
- Mould Change, Storage and Maintenance ProcedureDocument10 pagesMould Change, Storage and Maintenance ProcedureTechnicians SIM100% (1)
- Ok Part NG: (Vendor Non-Conformance Report)Document2 pagesOk Part NG: (Vendor Non-Conformance Report)BeLlCoNtInEnT MNo ratings yet
- APQP Responsibility MatrixDocument3 pagesAPQP Responsibility MatrixSuraj RawatNo ratings yet
- GM Machining CP REV 03Document17 pagesGM Machining CP REV 03Suraj RawatNo ratings yet
- Control Plan FormatDocument6 pagesControl Plan Formatazadsingh1No ratings yet
- TEAM fEASIBILITYDocument2 pagesTEAM fEASIBILITYPk NimiwalNo ratings yet
- Product Part Approval Process: Automotive Quality Management SystemDocument3 pagesProduct Part Approval Process: Automotive Quality Management SystemrajaNo ratings yet
- Process Fmea Mahindra and Mahindra Limited Farm Equipment SectorDocument1 pageProcess Fmea Mahindra and Mahindra Limited Farm Equipment SectorBALACHANDAR SNo ratings yet
- Customer Complaint RegisterDocument3 pagesCustomer Complaint RegistermuthuselvanNo ratings yet
- Efwe 2 e 4 GF 1 W 3Document1 pageEfwe 2 e 4 GF 1 W 3BALACHANDAR SNo ratings yet
- Mould Check List / Trial Record: FG Control Tube FG H-TopDocument8 pagesMould Check List / Trial Record: FG Control Tube FG H-ToprajeshNo ratings yet
- FM - MKT - 02 Quality Control Process ChartDocument4 pagesFM - MKT - 02 Quality Control Process Chartbarja subarjaNo ratings yet
- Tata CRMDocument39 pagesTata CRMRoger Brown100% (1)
- Ref Flow Charts Layout InspectionDocument1 pageRef Flow Charts Layout Inspectionrajesh.bNo ratings yet
- APQPDocument3 pagesAPQPsam1hi5No ratings yet
- Past Defect History 2021Document10 pagesPast Defect History 2021RahulNo ratings yet
- R&D Procedure - Control of Drawing Engg Specification P2Document1 pageR&D Procedure - Control of Drawing Engg Specification P2sumanNo ratings yet
- Process Parameter SheetDocument1 pageProcess Parameter SheetNur AmiraNo ratings yet
- Rejection Analysis - in HouseDocument24 pagesRejection Analysis - in Housesuresh kumar100% (1)
- 3 3bb0aDocument7 pages3 3bb0aEleandro JoaquimNo ratings yet
- Process Validation ReportDocument4 pagesProcess Validation ReportSUBODHH100% (1)
- Melt Flow Work InstructionDocument1 pageMelt Flow Work Instructionsuresh kumarNo ratings yet
- Injection Molding Condition Sheet For Sumitomo Duz (For Mass Production)Document1 pageInjection Molding Condition Sheet For Sumitomo Duz (For Mass Production)Jake Floyd G. FabianNo ratings yet
- AM FormatDocument73 pagesAM Formathisham_eyesNo ratings yet
- Quality Pdi Complaint RegisterDocument28 pagesQuality Pdi Complaint Registerdada kolekarNo ratings yet
- Work Instruction For Inspection of Raw MaterialDocument28 pagesWork Instruction For Inspection of Raw Materialm.manikandan maniNo ratings yet
- Rejection Record.Document10 pagesRejection Record.karan shahNo ratings yet
- WWW - Smccnasipit.edu - PH: Saint Michael College of CaragaDocument5 pagesWWW - Smccnasipit.edu - PH: Saint Michael College of CaragaDivine CompendioNo ratings yet
- Density (Unit Weight), Yield, and Air Content (Gravimetric) of ConcreteDocument4 pagesDensity (Unit Weight), Yield, and Air Content (Gravimetric) of ConcretemickyfelixNo ratings yet
- Purpose:: Procedure Manual FifoDocument3 pagesPurpose:: Procedure Manual FifoartiNo ratings yet
- Process Validation Record: Format No.: - DateDocument2 pagesProcess Validation Record: Format No.: - DateRaja DuraiNo ratings yet
- Komatsu Wb93r 5 Shop ManualDocument20 pagesKomatsu Wb93r 5 Shop Manualsandra100% (32)
- Mold Repair Form: Repair Request Information Request By: Req Category: Mold Defect InformationDocument3 pagesMold Repair Form: Repair Request Information Request By: Req Category: Mold Defect InformationUmang Srivastava100% (1)
- SM52 PDFDocument28 pagesSM52 PDFtaqigata75% (4)
- QR-06-54 Injection Molding Process SheetDocument2 pagesQR-06-54 Injection Molding Process Sheetmuhamad yasserNo ratings yet
- 4M Change Management Matrix-Rane NSK-signedDocument1 page4M Change Management Matrix-Rane NSK-signednitin rathoreNo ratings yet
- Illness Narratives - Positioned IdentitiesDocument35 pagesIllness Narratives - Positioned IdentitiesAnaNo ratings yet
- Plan de Surveillance Pièce PlastiqueDocument2 pagesPlan de Surveillance Pièce PlastiqueFida GhanmiNo ratings yet
- CAPA Burr (TSSR)Document3 pagesCAPA Burr (TSSR)Mohit Singh100% (1)
- Mould Loading Unloading SystemDocument1 pageMould Loading Unloading SystemRAHUL YADAVNo ratings yet
- MF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionDocument1 pageMF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionRohit VishwakarmaNo ratings yet
- WI Mold HandlingDocument5 pagesWI Mold HandlingAnonymous dS56HONo ratings yet
- Setup & Inprocess Inspection Report CaseDocument19 pagesSetup & Inprocess Inspection Report CaseMURALIDHRANo ratings yet
- Route Card Implementation (In In-House and Supplier)Document10 pagesRoute Card Implementation (In In-House and Supplier)Manoharar RNo ratings yet
- Packaging Details: Vendor Name & AddressDocument4 pagesPackaging Details: Vendor Name & AddressPk NimiwalNo ratings yet
- 4M Change Intimation Sheet Abnormal SituationDocument1 page4M Change Intimation Sheet Abnormal SituationDhananjay Patil100% (1)
- 23.sop - HRDDocument4 pages23.sop - HRDrishi gautamNo ratings yet
- MTP Micro Turn Proudtcs Apqp Timing Plan: S.No Description Resp. Status W1 W2Document9 pagesMTP Micro Turn Proudtcs Apqp Timing Plan: S.No Description Resp. Status W1 W2Sahil WadhwaNo ratings yet
- LSAI SQA Manual FileDocument39 pagesLSAI SQA Manual FileSivakumar L100% (1)
- Apqp Advanced Product Quality PlanningDocument27 pagesApqp Advanced Product Quality PlanningRajesh KumarNo ratings yet
- Mould History Recod ListDocument2 pagesMould History Recod Listapi-3732609No ratings yet
- Control Plan m6 Flange NutDocument8 pagesControl Plan m6 Flange NutRANANo ratings yet
- SOP of MachinesDocument2 pagesSOP of MachinesSangram Kandekar100% (1)
- Step6 K0la FFP Process Fmea (KPL)Document6 pagesStep6 K0la FFP Process Fmea (KPL)surya bhawanNo ratings yet
- 8D Report: D 1. Description of The ProblemDocument8 pages8D Report: D 1. Description of The Problemalfredo.martinezNo ratings yet
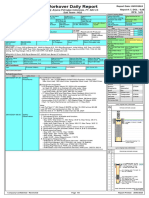
- Workover Daily Report - PHR - Benar-013 - 2024-03-28Document8 pagesWorkover Daily Report - PHR - Benar-013 - 2024-03-28maikelmareaNo ratings yet
- Lesson - 03 - Focus On Plastic FootprintsDocument59 pagesLesson - 03 - Focus On Plastic FootprintsMariaNo ratings yet
- Resume SanjuDocument3 pagesResume SanjuGouse ShaikNo ratings yet
- Class-5 Unit-5 (Prose) Shabale (Sabala)Document16 pagesClass-5 Unit-5 (Prose) Shabale (Sabala)GKHPS B HOSAHALLINo ratings yet
- Grade 9 Module 5Document8 pagesGrade 9 Module 5alisoncielo45No ratings yet
- BYRGMv 3Document30 pagesBYRGMv 3tajsisNo ratings yet
- The Hornbook Method and The Conflict of LawsDocument16 pagesThe Hornbook Method and The Conflict of LawslanglangNo ratings yet
- Product Data Sheet: Product Description Technical SpecificationDocument1 pageProduct Data Sheet: Product Description Technical SpecificationYASHICA VAITTIANATHANNo ratings yet
- 29 PerformanceAssessmentDocument22 pages29 PerformanceAssessmentDarmanNo ratings yet
- Review Iftekher 2013Document11 pagesReview Iftekher 2013RezaNo ratings yet
- Seasons and WeatherDocument2 pagesSeasons and WeatherОлінька СтецюкNo ratings yet
- 003 Users Manuel of Safir 2016 - MechanicalDocument74 pages003 Users Manuel of Safir 2016 - Mechanicalenrico_britaiNo ratings yet
- Chapter 2 PDFDocument21 pagesChapter 2 PDFMahdi BanjakNo ratings yet
- Simulation LAB (CAE) M.Tech I-I Sem Mechanical Engineering Machine DesignDocument24 pagesSimulation LAB (CAE) M.Tech I-I Sem Mechanical Engineering Machine Designjeevan scplNo ratings yet
- Topic 2.9 WorksheetDocument3 pagesTopic 2.9 WorksheethaniaNo ratings yet
- "Why Us?" Essay Research Chart 2.0 Instructions:: Sample Chart (Copy and Paste Chart Below Into Your GoogleDocument4 pages"Why Us?" Essay Research Chart 2.0 Instructions:: Sample Chart (Copy and Paste Chart Below Into Your GoogleManuela GarayNo ratings yet
- Design Manual Is-800 Chapter 5Document92 pagesDesign Manual Is-800 Chapter 5Vivek Kumar GopeNo ratings yet
- 5 Đề Thi Giữa Học Kì 2 Môn Tiếng Anh 10 Ilearn Smart World Năm Học 2022-2023 (Có File Nghe)Document48 pages5 Đề Thi Giữa Học Kì 2 Môn Tiếng Anh 10 Ilearn Smart World Năm Học 2022-2023 (Có File Nghe)Dạy Kèm Quy Nhơn OfficialNo ratings yet
- EKJERP IPPF Document Eng v1.2 250819Document63 pagesEKJERP IPPF Document Eng v1.2 250819ahmad yaniNo ratings yet
- Curriculam Vitae OF MD - Nazmus Sakib Khan: Career ObjectivesDocument4 pagesCurriculam Vitae OF MD - Nazmus Sakib Khan: Career ObjectivesRubayetNo ratings yet
- Jadual Waktu Pengajaran Fizikperubatan 2020-2021Document3 pagesJadual Waktu Pengajaran Fizikperubatan 2020-2021hrtnrnnyNo ratings yet
- Mai 4.9 Discrete DistributionsDocument16 pagesMai 4.9 Discrete DistributionsAvatNo ratings yet
- Quantitative School of ManagementDocument3 pagesQuantitative School of ManagementVAIBHAV JAIN100% (1)
- Grade Thresholds - November 2018: Cambridge International AS & A Level Mathematics (9709)Document3 pagesGrade Thresholds - November 2018: Cambridge International AS & A Level Mathematics (9709)redwanNo ratings yet