You might also like
- TVS MOTOR COMPANY Audit Date Check Sheet for Significant Production Trial Run (SPTRDocument5 pagesTVS MOTOR COMPANY Audit Date Check Sheet for Significant Production Trial Run (SPTRSAKTHIVEL ANo ratings yet
- Ok Part NG: (Vendor Non-Conformance Report)Document2 pagesOk Part NG: (Vendor Non-Conformance Report)BeLlCoNtInEnT MNo ratings yet
- Cohrance Audit Summary Report: Date:-Part Name:-PIN BALANCER Part Number: - Customer NameDocument2 pagesCohrance Audit Summary Report: Date:-Part Name:-PIN BALANCER Part Number: - Customer NamePrakash kumarTripathiNo ratings yet
- 10-Qua-15 F01 Deviation Request Format-01.12.2019Document1 page10-Qua-15 F01 Deviation Request Format-01.12.2019Rohit SoniNo ratings yet
- Machining PFMEADocument8 pagesMachining PFMEASuraj RawatNo ratings yet
- Machining PFMEADocument8 pagesMachining PFMEASuraj RawatNo ratings yet
- Anexo 06 - PA - Process Audit v1.1Document19 pagesAnexo 06 - PA - Process Audit v1.1BalajiNo ratings yet
- CD6 Prototype PFMEADocument4 pagesCD6 Prototype PFMEAmpedraza-1No ratings yet
- PSW Signature TemplateDocument1 pagePSW Signature TemplateKM MuiNo ratings yet
- Initial Product Quality Control ProcessDocument3 pagesInitial Product Quality Control ProcessSameer SaxenaNo ratings yet
- Skill evaluation criteria for CED and chrome plating processesDocument1 pageSkill evaluation criteria for CED and chrome plating processesDinesh KumarNo ratings yet
- Kaga Components (M) SDN BHD: Operator Training ProceduresDocument2 pagesKaga Components (M) SDN BHD: Operator Training Proceduresrajesh sharmaNo ratings yet
- D10414410a PFD Casting Rev 00Document1 pageD10414410a PFD Casting Rev 00Suraj RawatNo ratings yet
- Process SheetDocument8 pagesProcess SheetSuraj RawatNo ratings yet
- Advance Product Quality Planning ProcessDocument6 pagesAdvance Product Quality Planning ProcessBangali Singh100% (1)
- Process Audit - Sheet New ......Document1 pageProcess Audit - Sheet New ......MUKESH KUMARNo ratings yet
- 8D Report 010510Document4 pages8D Report 010510Wellington SoaresNo ratings yet
- Deviation Request FormatDocument4 pagesDeviation Request FormatKumaravelNo ratings yet
- GM FMEA DoneDocument12 pagesGM FMEA DoneSuraj RawatNo ratings yet
- TEAM fEASIBILITYDocument2 pagesTEAM fEASIBILITYPk NimiwalNo ratings yet
- First Article Inspection Report: Purchase Order Number Supplier NameDocument8 pagesFirst Article Inspection Report: Purchase Order Number Supplier NameTuff qualityNo ratings yet
- SMT Generic Control PlanDocument3 pagesSMT Generic Control Plantuan mai vanNo ratings yet
- Production QA Process AuditDocument9 pagesProduction QA Process AuditDhananjay Patil100% (1)
- Modern AC Land Drilling Rig PosterDocument1 pageModern AC Land Drilling Rig Posterjavierlozano10No ratings yet
- Nozzle E1 215-225 215-225 E2 220-230 220-230 E3 200-210 200-210 Hopper E4 175-185 175-185Document1 pageNozzle E1 215-225 215-225 E2 220-230 220-230 E3 200-210 200-210 Hopper E4 175-185 175-185KodhansNo ratings yet
- NT-EHS-SOP04 SOP For Communication - EMSDocument3 pagesNT-EHS-SOP04 SOP For Communication - EMSSuraj RawatNo ratings yet
- GM Machining CP REV 03Document17 pagesGM Machining CP REV 03Suraj RawatNo ratings yet
- Deckblatt - : First Sample Test Report VDADocument9 pagesDeckblatt - : First Sample Test Report VDAJuliaNo ratings yet
- Skill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredDocument2 pagesSkill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredRavi YadavNo ratings yet
- Quality Control PlanDocument1 pageQuality Control PlanScha Affin100% (1)
- In-Process Inspection Report: Date: - / - / - Rev. No.: 01 (11/05/2016)Document4 pagesIn-Process Inspection Report: Date: - / - / - Rev. No.: 01 (11/05/2016)Suraj RawatNo ratings yet
- Quality Problem Corrective Action - QPCADocument3 pagesQuality Problem Corrective Action - QPCAsateeshkoriNo ratings yet
- CP20200804-A Model Control Plan - FoundationsDocument6 pagesCP20200804-A Model Control Plan - Foundationsmanno200No ratings yet
- Purpose:: Procedure Manual FifoDocument3 pagesPurpose:: Procedure Manual FifoartiNo ratings yet
- D10414410a Fmea MachiningDocument13 pagesD10414410a Fmea MachiningSuraj RawatNo ratings yet
- Exedy India Ltd. APQP Process DocumentsDocument3 pagesExedy India Ltd. APQP Process Documentssam1hi5No ratings yet
- Fmea CastingDocument8 pagesFmea CastingSuraj RawatNo ratings yet
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingFrom EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingNo ratings yet
- Product Part Approval Process: Automotive Quality Management SystemDocument3 pagesProduct Part Approval Process: Automotive Quality Management SystemrajaNo ratings yet
- APQP (27) ElementsDocument31 pagesAPQP (27) Elementssam1hi5No ratings yet
- Ref Flow Charts Layout InspectionDocument1 pageRef Flow Charts Layout Inspectionrajesh.bNo ratings yet
- PPAP Training OverviewDocument17 pagesPPAP Training OverviewRicky MarkNo ratings yet
- USITT Lighting Design GraphicsDocument9 pagesUSITT Lighting Design Graphicstu papi sedNo ratings yet
- APQP Sample FormatDocument32 pagesAPQP Sample FormatManigandan RNo ratings yet
- 5s Zone Wise LeaderDocument36 pages5s Zone Wise LeadershalinmishraNo ratings yet
- Technical Data for Jotun BlockfillerDocument3 pagesTechnical Data for Jotun BlockfillerrajeshNo ratings yet
- 48 Point Ppap Check SheetDocument39 pages48 Point Ppap Check SheetSanjay KumarNo ratings yet
- Sop-Special Characteristics IdentificationDocument3 pagesSop-Special Characteristics IdentificationSaravana kumar NagarajanNo ratings yet
- Road Map For IATF 16949 R-6 UpdatedDocument1 pageRoad Map For IATF 16949 R-6 UpdatedRavi javali100% (1)
- FMEA analysis of flywheel casting process failuresDocument7 pagesFMEA analysis of flywheel casting process failuresSuraj RawatNo ratings yet
- Production Validation TemplateDocument1 pageProduction Validation Templatesathyabalaraman100% (1)
- Expansion Tank SizingDocument36 pagesExpansion Tank SizingEngFaisal AlraiNo ratings yet
- D10414410A CP Rev 00Document21 pagesD10414410A CP Rev 00Suraj RawatNo ratings yet
- Air Fin Cooler Optimisation For Offshore & Onshore Application PDFDocument3 pagesAir Fin Cooler Optimisation For Offshore & Onshore Application PDFDHAVAL PANCHALNo ratings yet
- Wi SPCDocument4 pagesWi SPCSujeet Kumar100% (1)
- Course Notes For GeophysicsDocument30 pagesCourse Notes For GeophysicsShivendra Pratap SinghNo ratings yet
- Heideinhain MC420Document52 pagesHeideinhain MC420Roger RochaNo ratings yet
- M.tech Petroleum EngineeringDocument2 pagesM.tech Petroleum EngineeringAqinwandeNo ratings yet
- Ricoh mpc307 407 Parts ManualDocument244 pagesRicoh mpc307 407 Parts Manualmark adams50% (2)
- 4m Change Before After FormatDocument3 pages4m Change Before After FormatpsathishthevanNo ratings yet
- LSAI SQA Manual FileDocument39 pagesLSAI SQA Manual FileSivakumar LNo ratings yet
- Intimation Sheet Change ReportDocument1 pageIntimation Sheet Change ReportDhananjay Patil100% (1)
- MD 010 Design Validation Sop 1 0 110905125013 Phpapp02Document1 pageMD 010 Design Validation Sop 1 0 110905125013 Phpapp02Omer ZiaNo ratings yet
- MTP Micro Turn Proudtcs Apqp Timing Plan: S.No Description Resp. Status W1 W2Document9 pagesMTP Micro Turn Proudtcs Apqp Timing Plan: S.No Description Resp. Status W1 W2Sahil WadhwaNo ratings yet
- Ppap Review ChecklistDocument8 pagesPpap Review ChecklistVipin RanaNo ratings yet
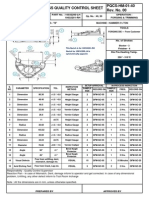
- VCIPL PQCS-HM-01-40 Process Quality Control Sheet for Forging & TrimmingDocument1 pageVCIPL PQCS-HM-01-40 Process Quality Control Sheet for Forging & TrimmingBalram JiNo ratings yet
- Apqp Advanced Product Quality PlanningDocument27 pagesApqp Advanced Product Quality PlanningRajesh KumarNo ratings yet
- Malati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateDocument1 pageMalati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateDhananjay PatilNo ratings yet
- Defect Rate Monitoring: Part Name: Checked By: Part Number: Customer Month Approved byDocument6 pagesDefect Rate Monitoring: Part Name: Checked By: Part Number: Customer Month Approved byParthiban DNo ratings yet
- Centurion Power Cables (P) LTD.: Control of DocumentDocument4 pagesCenturion Power Cables (P) LTD.: Control of DocumenttriveshNo ratings yet
- Procedure For Set Up Approval, in Process & Final InspectionDocument7 pagesProcedure For Set Up Approval, in Process & Final InspectionRavi javaliNo ratings yet
- Production Validation TemplateDocument1 pageProduction Validation TemplatesathyabalaramanNo ratings yet
- CNC HMC Acc CheckDocument2 pagesCNC HMC Acc CheckKalees WaranNo ratings yet
- Customer Satisfaction Survey ProcedureDocument1 pageCustomer Satisfaction Survey ProcedureAnkur GuptaNo ratings yet
- Control Plan for Flywheel Assembly CastingDocument24 pagesControl Plan for Flywheel Assembly CastingSuraj RawatNo ratings yet
- Cycle Count Process StepsDocument3 pagesCycle Count Process StepsSuraj RawatNo ratings yet
- Fuel Bill Template 3Document1 pageFuel Bill Template 3Suraj RawatNo ratings yet
- Prueba de Hipotesis para MediasDocument6 pagesPrueba de Hipotesis para MediasMarilyn Depaz GomezNo ratings yet
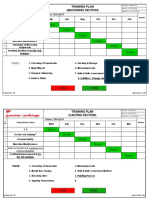
- Training Module and Training SheetDocument6 pagesTraining Module and Training SheetSuraj RawatNo ratings yet
- Push Pull Meter - Act - 1000n PDFDocument7 pagesPush Pull Meter - Act - 1000n PDFSuraj RawatNo ratings yet
- Time PlotDocument1 pageTime PlotSuraj RawatNo ratings yet
- FT 35 DC D10447340A Process SheetDocument7 pagesFT 35 DC D10447340A Process SheetSuraj RawatNo ratings yet
- .Builds Relations: Awards & CitationsDocument15 pages.Builds Relations: Awards & CitationsSuraj RawatNo ratings yet
- FT 35 DC D10447340A Setup ApprovalDocument7 pagesFT 35 DC D10447340A Setup ApprovalSuraj RawatNo ratings yet
- Capacity ManagementDocument2 pagesCapacity ManagementSuraj RawatNo ratings yet
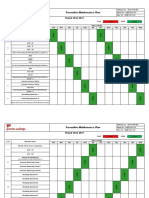
- Preventive Maintenance SystemDocument3 pagesPreventive Maintenance SystemSuraj RawatNo ratings yet
- Testing FacilitiesDocument5 pagesTesting FacilitiesSuraj RawatNo ratings yet
- Rev 03Document5 pagesRev 03Suraj RawatNo ratings yet
- No. of EmployeesDocument3 pagesNo. of EmployeesSuraj RawatNo ratings yet
- Rev 02Document3 pagesRev 02Suraj RawatNo ratings yet
- Process Sheet: Rev. No. 01 (19/10/2015)Document6 pagesProcess Sheet: Rev. No. 01 (19/10/2015)Suraj RawatNo ratings yet
- Contingency plan for manufacturing operationsDocument1 pageContingency plan for manufacturing operationsSuraj RawatNo ratings yet
- D10414410a PFD Machining Rev 00Document2 pagesD10414410a PFD Machining Rev 00Suraj RawatNo ratings yet
- Process Sheet: 9 Inner Diameter Ø 95.21/ 95.31 MM 100% 20th PC 10 Inner Diameter Ø 89.934/ 89.957 MM 100% 10th PCDocument5 pagesProcess Sheet: 9 Inner Diameter Ø 95.21/ 95.31 MM 100% 20th PC 10 Inner Diameter Ø 89.934/ 89.957 MM 100% 10th PCSuraj RawatNo ratings yet
- D10414410a PFD Pattern Rev 00Document1 pageD10414410a PFD Pattern Rev 00Suraj RawatNo ratings yet
- Process Sheet: Part No.: Hub 1500629 (Annexure 1 To PCP 1500629E CP-08)Document5 pagesProcess Sheet: Part No.: Hub 1500629 (Annexure 1 To PCP 1500629E CP-08)Suraj RawatNo ratings yet
- Suva Exemplu Metoda-E BriciDocument35 pagesSuva Exemplu Metoda-E BricisilvercristiNo ratings yet
- GATE 2018 Admit Card S3: Examination CentreDocument1 pageGATE 2018 Admit Card S3: Examination CentrekripaNo ratings yet
- Chapter 8Document44 pagesChapter 8Syukri ZainuddinNo ratings yet
- Inversor Min Growatt 8000 TL XDocument2 pagesInversor Min Growatt 8000 TL XIngenieria 2No ratings yet
- Fallout76 Config FileDocument4 pagesFallout76 Config FilesalianheinrichNo ratings yet
- VENUS e CatalogueDocument38 pagesVENUS e CatalogueGanesh BabuNo ratings yet
- Master: The New Polypropylene Sewer Pipe SystemDocument6 pagesMaster: The New Polypropylene Sewer Pipe SystemFaraj MohamedNo ratings yet
- Refractories: A Guide to Materials and UsesDocument4 pagesRefractories: A Guide to Materials and UsesMeghanath AdkonkarNo ratings yet
- Sample SOPDocument2 pagesSample SOPRajeev KumarNo ratings yet
- Quantum Tutorial 2Document2 pagesQuantum Tutorial 2Prathamesh KumarNo ratings yet
- Hafod Arch, Brynmawr, Blaenau Gwent. Watching BriefDocument28 pagesHafod Arch, Brynmawr, Blaenau Gwent. Watching BriefAPAC LtdNo ratings yet
- Convert number to words in VBScriptDocument5 pagesConvert number to words in VBScriptsazid99924No ratings yet
- ch05 HW Solutions s18Document7 pagesch05 HW Solutions s18Nasser SANo ratings yet
- JM IND AluminumCorrugatedSheets DSDocument2 pagesJM IND AluminumCorrugatedSheets DSGia Minh Tieu TuNo ratings yet
- Compaction Factor TestDocument3 pagesCompaction Factor TestNitisha Rathore100% (5)
- CUPRA TCR SEQ Technical Form - Final-1Document109 pagesCUPRA TCR SEQ Technical Form - Final-1jaime cid monzoNo ratings yet
- Manual de Instrucciones GA 11-22 - AII 229653 PDFDocument38 pagesManual de Instrucciones GA 11-22 - AII 229653 PDFJ Angel Martinez C100% (1)
- 61 2022 Construction Schedule Manpower Utilization Equipment UtilizationDocument4 pages61 2022 Construction Schedule Manpower Utilization Equipment UtilizationEmpyrean Builders Corp.No ratings yet
- 03814Document22 pages03814Cloud BeezerNo ratings yet