You might also like
- Machining PFMEADocument8 pagesMachining PFMEASuraj RawatNo ratings yet
- GM FMEA DoneDocument12 pagesGM FMEA DoneSuraj RawatNo ratings yet
- Control Plan for Flywheel Assembly ProductionDocument18 pagesControl Plan for Flywheel Assembly ProductionSuraj RawatNo ratings yet
- Casting CPDocument2 pagesCasting CPSuraj RawatNo ratings yet
- GM Machining CP REV 03Document17 pagesGM Machining CP REV 03Suraj RawatNo ratings yet
- D10414410a Fmea MachiningDocument13 pagesD10414410a Fmea MachiningSuraj RawatNo ratings yet
- Fmea CastingDocument8 pagesFmea CastingSuraj RawatNo ratings yet
- D10414410A CP Rev 00Document21 pagesD10414410A CP Rev 00Suraj RawatNo ratings yet
- Fmea CastingDocument4 pagesFmea CastingSuraj RawatNo ratings yet
- Ppap For Neel MetalDocument40 pagesPpap For Neel MetalshuklahouseNo ratings yet
- Ok Part NG: (Vendor Non-Conformance Report)Document2 pagesOk Part NG: (Vendor Non-Conformance Report)BeLlCoNtInEnT MNo ratings yet
- Bin CleaningDocument2 pagesBin CleaningRS MANIKANDANNo ratings yet
- CP20200804-A Model Control Plan - FoundationsDocument6 pagesCP20200804-A Model Control Plan - Foundationsmanno200No ratings yet
- 4m Change Before After FormatDocument3 pages4m Change Before After FormatpsathishthevanNo ratings yet
- Process SheetDocument8 pagesProcess SheetSuraj RawatNo ratings yet
- Exedy India Ltd. APQP Process DocumentsDocument3 pagesExedy India Ltd. APQP Process Documentssam1hi5No ratings yet
- LSAI SQA Manual FileDocument39 pagesLSAI SQA Manual FileSivakumar LNo ratings yet
- Form30TM Advanced Product Quality Planning-APQPDocument1 pageForm30TM Advanced Product Quality Planning-APQPShinichi SuzukiNo ratings yet
- Oposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseDocument1 pageOposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseSethasan SrikochNo ratings yet
- APQP Time Plan for 150 X 75 Steel Hollow SectionDocument4 pagesAPQP Time Plan for 150 X 75 Steel Hollow SectionRakesh PandeyNo ratings yet
- PPAP Package for Inner Pipe PartDocument31 pagesPPAP Package for Inner Pipe PartPk NimiwalNo ratings yet
- MTP Micro Turn Proudtcs Apqp Timing Plan: S.No Description Resp. Status W1 W2Document9 pagesMTP Micro Turn Proudtcs Apqp Timing Plan: S.No Description Resp. Status W1 W2Sahil WadhwaNo ratings yet
- Potential failures in manufacturing processDocument24 pagesPotential failures in manufacturing processrodeth marquezNo ratings yet
- Pfmea ExampleDocument5 pagesPfmea Exampleesivaks2000No ratings yet
- Change Management Matrix for Vendor Updates in May 2022Document1 pageChange Management Matrix for Vendor Updates in May 2022nitin rathoreNo ratings yet
- 4M Change Machined RodDocument4 pages4M Change Machined RodOBSC PerfectionNo ratings yet
- Product Part Approval Process: Automotive Quality Management SystemDocument3 pagesProduct Part Approval Process: Automotive Quality Management SystemrajaNo ratings yet
- SPC Study Shows Highly Capable ProcessDocument1 pageSPC Study Shows Highly Capable ProcessVenkateswaraa InsulationNo ratings yet
- Development Procedure 16-08-2021Document6 pagesDevelopment Procedure 16-08-2021CompdevpNo ratings yet
- TEAM fEASIBILITYDocument2 pagesTEAM fEASIBILITYPk NimiwalNo ratings yet
- TS-16949 GM Customer-Specific RequirementsDocument13 pagesTS-16949 GM Customer-Specific Requirementstsllwt100% (1)
- 5 Why WeldingRobot ToyotaDocument1 page5 Why WeldingRobot ToyotaMickloSoberanNo ratings yet
- SMT Generic Control PlanDocument3 pagesSMT Generic Control Plantuan mai vanNo ratings yet
- Gage R&R Data Sheet AnalysisDocument1 pageGage R&R Data Sheet AnalysisCu Built Engineers Pvt. Ltd.No ratings yet
- Deckblatt - : First Sample Test Report VDADocument9 pagesDeckblatt - : First Sample Test Report VDAJuliaNo ratings yet
- Capacity Verification Run at Rate IpaDocument4 pagesCapacity Verification Run at Rate IpaBES100% (1)
- Fr-scm-085 Packaging StandardDocument3 pagesFr-scm-085 Packaging StandardKaramjit SinghNo ratings yet
- Apqp Advanced Product Quality PlanningDocument27 pagesApqp Advanced Product Quality PlanningRajesh KumarNo ratings yet
- APQP (27) ElementsDocument31 pagesAPQP (27) Elementssam1hi5No ratings yet
- Part Submission Warrant SummaryDocument4 pagesPart Submission Warrant Summaryaperezpi26606No ratings yet
- VDA 6 - 3 Questionnaire Summary of Changes PDFDocument6 pagesVDA 6 - 3 Questionnaire Summary of Changes PDFAnonymous CW8L9FkuNo ratings yet
- Initial Product Quality Control ProcessDocument3 pagesInitial Product Quality Control ProcessSameer SaxenaNo ratings yet
- 8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorDocument4 pages8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorVasanth KumarNo ratings yet
- F Qa 48 Ppap Readiness Sheet For 0.7lDocument4 pagesF Qa 48 Ppap Readiness Sheet For 0.7lVikas RaiNo ratings yet
- Road Map For IATF 16949 R-6 UpdatedDocument1 pageRoad Map For IATF 16949 R-6 UpdatedRavi javali100% (1)
- ATTRIBUTE MSADocument2 pagesATTRIBUTE MSADINESHCHOUDHARY880% (1)
- PSW Signature TemplateDocument1 pagePSW Signature TemplateKM MuiNo ratings yet
- VCIPL PQCS-HM-01-40 Process Quality Control Sheet for Forging & TrimmingDocument1 pageVCIPL PQCS-HM-01-40 Process Quality Control Sheet for Forging & TrimmingBalram JiNo ratings yet
- Integrated System Change Management ProceduresDocument3 pagesIntegrated System Change Management ProceduresMASU BRAKE PADS QANo ratings yet
- Past defect history details root cause analysis formatDocument10 pagesPast defect history details root cause analysis formatRahulNo ratings yet
- Ref Flow Charts Layout InspectionDocument1 pageRef Flow Charts Layout Inspectionrajesh.bNo ratings yet
- Roles & Responsibilities: Ref.: QAD-Annex-3 Page: 1 of 18 Rev.: 0 Date: 15.07.2017Document18 pagesRoles & Responsibilities: Ref.: QAD-Annex-3 Page: 1 of 18 Rev.: 0 Date: 15.07.2017DhinakaranNo ratings yet
- Production Validation TemplateDocument1 pageProduction Validation Templatesathyabalaraman100% (1)
- First Article Inspection Report: Purchase Order Number Supplier NameDocument8 pagesFirst Article Inspection Report: Purchase Order Number Supplier NameTuff qualityNo ratings yet
- Skill evaluation criteria for CED and chrome plating processesDocument1 pageSkill evaluation criteria for CED and chrome plating processesDinesh KumarNo ratings yet
- Profile Cutting SOPDocument1 pageProfile Cutting SOPanbuNo ratings yet
- 8D Report 010510Document4 pages8D Report 010510Wellington SoaresNo ratings yet
- Control Plan for Flywheel Assembly CastingDocument24 pagesControl Plan for Flywheel Assembly CastingSuraj RawatNo ratings yet
- PDC-EPD-F03 Potential Failure Mode and Effects AnalysisDocument1 pagePDC-EPD-F03 Potential Failure Mode and Effects AnalysisGARIMA CASTINGS, JAIPURNo ratings yet
- Fuel Bill Template 3Document1 pageFuel Bill Template 3Suraj RawatNo ratings yet
- Time PlotDocument1 pageTime PlotSuraj RawatNo ratings yet
- In-Process Inspection Report: Date: - / - / - Rev. No.: 01 (11/05/2016)Document4 pagesIn-Process Inspection Report: Date: - / - / - Rev. No.: 01 (11/05/2016)Suraj RawatNo ratings yet
- Cycle Count Process StepsDocument3 pagesCycle Count Process StepsSuraj RawatNo ratings yet
- NT-EHS-SOP04 SOP For Communication - EMSDocument3 pagesNT-EHS-SOP04 SOP For Communication - EMSSuraj RawatNo ratings yet
- Prueba de Hipotesis para MediasDocument6 pagesPrueba de Hipotesis para MediasMarilyn Depaz GomezNo ratings yet
- Control Plan for Flywheel Assembly CastingDocument24 pagesControl Plan for Flywheel Assembly CastingSuraj RawatNo ratings yet
- Push Pull Meter - Act - 1000n PDFDocument7 pagesPush Pull Meter - Act - 1000n PDFSuraj RawatNo ratings yet
- No. of EmployeesDocument3 pagesNo. of EmployeesSuraj RawatNo ratings yet
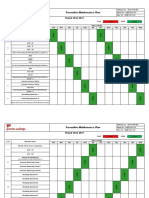
- Preventive Maintenance SystemDocument3 pagesPreventive Maintenance SystemSuraj RawatNo ratings yet
- Testing FacilitiesDocument5 pagesTesting FacilitiesSuraj RawatNo ratings yet
- .Builds Relations: Awards & CitationsDocument15 pages.Builds Relations: Awards & CitationsSuraj RawatNo ratings yet
- FT 35 DC D10447340A Setup ApprovalDocument7 pagesFT 35 DC D10447340A Setup ApprovalSuraj RawatNo ratings yet
- FT 35 DC D10447340A Process SheetDocument7 pagesFT 35 DC D10447340A Process SheetSuraj RawatNo ratings yet
- Rev 03Document5 pagesRev 03Suraj RawatNo ratings yet
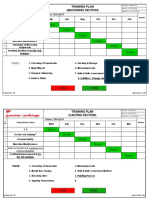
- Training Module and Training SheetDocument6 pagesTraining Module and Training SheetSuraj RawatNo ratings yet
- Contingency plan for manufacturing operationsDocument1 pageContingency plan for manufacturing operationsSuraj RawatNo ratings yet
- Rev 02Document3 pagesRev 02Suraj RawatNo ratings yet
- Process Sheet: Part No.: Hub 1500629 (Annexure 1 To PCP 1500629E CP-08)Document5 pagesProcess Sheet: Part No.: Hub 1500629 (Annexure 1 To PCP 1500629E CP-08)Suraj RawatNo ratings yet
- Capacity ManagementDocument2 pagesCapacity ManagementSuraj RawatNo ratings yet
- Process Sheet: Rev. No. 01 (19/10/2015)Document6 pagesProcess Sheet: Rev. No. 01 (19/10/2015)Suraj RawatNo ratings yet
- D10414410a PFD Pattern Rev 00Document1 pageD10414410a PFD Pattern Rev 00Suraj RawatNo ratings yet
- D10414410A CP Rev 00Document21 pagesD10414410A CP Rev 00Suraj RawatNo ratings yet
- D10414410a PFD Casting Rev 00Document1 pageD10414410a PFD Casting Rev 00Suraj RawatNo ratings yet
- D10414410a PFD Machining Rev 00Document2 pagesD10414410a PFD Machining Rev 00Suraj RawatNo ratings yet
- D10414410a Fmea MachiningDocument13 pagesD10414410a Fmea MachiningSuraj RawatNo ratings yet
- Process Sheet: 9 Inner Diameter Ø 95.21/ 95.31 MM 100% 20th PC 10 Inner Diameter Ø 89.934/ 89.957 MM 100% 10th PCDocument5 pagesProcess Sheet: 9 Inner Diameter Ø 95.21/ 95.31 MM 100% 20th PC 10 Inner Diameter Ø 89.934/ 89.957 MM 100% 10th PCSuraj RawatNo ratings yet
- Fmea CastingDocument4 pagesFmea CastingSuraj RawatNo ratings yet
- Heat Transfer Lectures 1 (Conduction)Document67 pagesHeat Transfer Lectures 1 (Conduction)Haider90% (68)
- Asme A112.6.7-2001 PDFDocument16 pagesAsme A112.6.7-2001 PDFAmer AmeryNo ratings yet
- BRTC Rate 2018Document8 pagesBRTC Rate 2018Opu DebnathNo ratings yet
- Jotatop BC800 加强型聚氨酯叶片涂料 (0K9) United Kingdom - EnglishDocument5 pagesJotatop BC800 加强型聚氨酯叶片涂料 (0K9) United Kingdom - Englishlong chanNo ratings yet
- Electrical Schedule and WiringDocument1 pageElectrical Schedule and WiringJeremy BuelbaNo ratings yet
- Traditional and ModernDocument1 pageTraditional and ModernMark Daniel de JesusNo ratings yet
- Carrier 50TCM SeriesDocument44 pagesCarrier 50TCM SeriesJojo FernandezNo ratings yet
- Phychem 1 Review 1 Sept 2015Document2 pagesPhychem 1 Review 1 Sept 2015Jupert Jasser AbellanaNo ratings yet
- Critical Appraisal Jami MAsjidDocument13 pagesCritical Appraisal Jami MAsjidHashim Muhammed100% (1)
- Conversion FormulasDocument1 pageConversion Formulaslokesc100% (11)
- September 2015 Price List for Geosynthetic and Geomembrane MaterialsDocument2 pagesSeptember 2015 Price List for Geosynthetic and Geomembrane MaterialsRopan EfendiNo ratings yet
- Tool SectionDocument26 pagesTool Sectionswoo323No ratings yet
- 5 Concrete WorkDocument57 pages5 Concrete WorkSiti Nurul SyakinahNo ratings yet
- Decentlab Cuerda VibranteDocument2 pagesDecentlab Cuerda VibranteIsaac MonterreyNo ratings yet
- Water Cooled Vacuum CondensersDocument2 pagesWater Cooled Vacuum CondensersRana Mubbashir IqbalNo ratings yet
- Structural SpecificationDocument40 pagesStructural SpecificationBharatharunSaravanakumarNo ratings yet
- Generalized Bogue Computations To Forecast The Mineralogical Composition of Sulfoaluminate Cements Based On Fly Ashes PDFDocument8 pagesGeneralized Bogue Computations To Forecast The Mineralogical Composition of Sulfoaluminate Cements Based On Fly Ashes PDFyinglvNo ratings yet
- Kerpen Catalogo Medium-VoltageDocument43 pagesKerpen Catalogo Medium-VoltageAlfonso GonzálezNo ratings yet
- Effect of PbO Percent On Mechanical Prop PDFDocument6 pagesEffect of PbO Percent On Mechanical Prop PDFFocuNo ratings yet
- 8290 ProportionalR1Document2 pages8290 ProportionalR1Jesus N RodriguezNo ratings yet
- HRSG & BOP Foundations TrainingDocument82 pagesHRSG & BOP Foundations Trainingsreenivasulu chenchugariNo ratings yet
- Section 27 - Joints FillerDocument3 pagesSection 27 - Joints FillerJacky TiongNo ratings yet
- Grout Volume CalculationDocument3 pagesGrout Volume CalculationGEOLOGICSNo ratings yet
- Elevator & Conveying SystemsDocument2 pagesElevator & Conveying SystemssuhasNo ratings yet
- Chapter 02 - Analysis and Design For Axial TensionDocument52 pagesChapter 02 - Analysis and Design For Axial Tensionyolo louoNo ratings yet
- Pipe Formulas: Torque and PowerDocument3 pagesPipe Formulas: Torque and PowerkarunaNo ratings yet
- Part 5 Manufacturing 2023Document94 pagesPart 5 Manufacturing 2023Ilham AyuningNo ratings yet
- Criterios de FallaDocument6 pagesCriterios de FallaJonatan Pozo PalaciosNo ratings yet
- 29+635 - (32 Deg Skew)Document27 pages29+635 - (32 Deg Skew)Praveen CyssanNo ratings yet
- Cement Manufacturing Specifications Guide: RapidcureDocument9 pagesCement Manufacturing Specifications Guide: RapidcureHeramb TrifaleyNo ratings yet