You might also like
- The Big Conspiracy: The Travails of a Progressive Safety Regulator in a Not- So-Progressive Aviation IndustryFrom EverandThe Big Conspiracy: The Travails of a Progressive Safety Regulator in a Not- So-Progressive Aviation IndustryNo ratings yet
- Specification - EarthworksDocument8 pagesSpecification - Earthworksmka01_yNo ratings yet
- Tut A Brochure FinalDocument6 pagesTut A Brochure Finalandyteee100% (1)
- Irrigation Code of Practice and Irrigation Design Standards: March 2007Document78 pagesIrrigation Code of Practice and Irrigation Design Standards: March 2007Nikom KraitudNo ratings yet
- MITISA HOLDINGS SDN BHD Inspection Form Project RequestDocument1 pageMITISA HOLDINGS SDN BHD Inspection Form Project RequestknabpshoNo ratings yet
- Accident FormDocument3 pagesAccident FormMohd IzNo ratings yet
- Watermelon Farming Guide: Ecological Requirements & Best PracticesDocument8 pagesWatermelon Farming Guide: Ecological Requirements & Best PracticesWangari Lothaire RachealNo ratings yet
- Method Statement Anti Termite r2 MRTDocument10 pagesMethod Statement Anti Termite r2 MRTKeristiyantoNo ratings yet
- Safety and Health InspectionDocument20 pagesSafety and Health InspectionCarl SorianoNo ratings yet
- Method Statement of Painting Works: E & J E & JDocument4 pagesMethod Statement of Painting Works: E & J E & JChezy629No ratings yet
- Scoping Report FormatDocument12 pagesScoping Report FormatJonaNo ratings yet
- Section 02930 - Landscape WorkDocument10 pagesSection 02930 - Landscape Workdevadog1No ratings yet
- Ms For Basement WallsDocument3 pagesMs For Basement WallsMicheal B HaizenNo ratings yet
- Green Building Material LeedDocument4 pagesGreen Building Material Leeddep_vinNo ratings yet
- Termination of The Contract Under FIDIC The PerspeDocument20 pagesTermination of The Contract Under FIDIC The PerspeteedNo ratings yet
- Project Title Discipline Project Stage Client Attendance CirculationDocument4 pagesProject Title Discipline Project Stage Client Attendance CirculationgregNo ratings yet
- Asbestos Management PlanDocument8 pagesAsbestos Management PlanOkhwa WangilaNo ratings yet
- Construction Regulations 2014 Full VersionDocument54 pagesConstruction Regulations 2014 Full VersionMike Lassa100% (1)
- Method Statment Master List - EDRDocument5 pagesMethod Statment Master List - EDRAltaf KhanNo ratings yet
- Fundamentals of Civil EngineeringDocument161 pagesFundamentals of Civil EngineeringAmyNo ratings yet
- EarthworksDocument20 pagesEarthworksamanda_waldron_8100% (1)
- Section 2-Demolition and AlterationDocument14 pagesSection 2-Demolition and AlterationVinodh Palanichamy100% (1)
- Method of Statement For Remedial Work: 1. General DescriptionDocument2 pagesMethod of Statement For Remedial Work: 1. General DescriptionFa DylaNo ratings yet
- Silt CurtainDocument8 pagesSilt Curtainwilliam pasamonteNo ratings yet
- Work Method Statement: BNPP-HSE-JHA-2014-210 6Document8 pagesWork Method Statement: BNPP-HSE-JHA-2014-210 6Karthik babuNo ratings yet
- WOL N7C34 Supplementary Specifications Section 73Document92 pagesWOL N7C34 Supplementary Specifications Section 73kokueiNo ratings yet
- Construction Safety Plan TemplateDocument13 pagesConstruction Safety Plan TemplateDaw Ali ZainelabideenNo ratings yet
- QCF102 Concrete Pouring RecordDocument1 pageQCF102 Concrete Pouring RecordminhnnNo ratings yet
- Vertical FormingDocument8 pagesVertical FormingAchraf ZharNo ratings yet
- Legacy Boreholes Company ProfileDocument8 pagesLegacy Boreholes Company ProfileBrandon MupemhiNo ratings yet
- DMCI HOLDINGS INC ErpDocument28 pagesDMCI HOLDINGS INC ErpAirene CollantesNo ratings yet
- Organisational Study at Ahlcon Ready Mix Concrete PVTDocument57 pagesOrganisational Study at Ahlcon Ready Mix Concrete PVTSuraj DeyNo ratings yet
- Annex Vi Interim Narrative ReportDocument3 pagesAnnex Vi Interim Narrative ReportMichelle Joy Francisco PascuaNo ratings yet
- 23 - Construction Environmetal ControlDocument13 pages23 - Construction Environmetal ControlP Eng Suraj Singh100% (1)
- Health Safety Dignity of Sanitation WorkersDocument61 pagesHealth Safety Dignity of Sanitation WorkersWallpe iithNo ratings yet
- Construction Site SupervisorDocument2 pagesConstruction Site SupervisorVijay ShahNo ratings yet
- MS Casting Concrete For Box Culvert 20feb2016Document7 pagesMS Casting Concrete For Box Culvert 20feb2016Joel AlcantaraNo ratings yet
- Concrete Cube Testing Template Blank)Document2 pagesConcrete Cube Testing Template Blank)Tamilchelvam MurogayahNo ratings yet
- Surface Preparation Inspection Report: Project Client Client P.ODocument4 pagesSurface Preparation Inspection Report: Project Client Client P.OjosephNo ratings yet
- Stationary Scaffold Safety Check List: Are Sills Properly Placed and Adequate Size?Document1 pageStationary Scaffold Safety Check List: Are Sills Properly Placed and Adequate Size?Retselisitsoe100% (1)
- Construction Planning & Strategy (SD)Document9 pagesConstruction Planning & Strategy (SD)SureshKumarNo ratings yet
- Site OrgnizationDocument38 pagesSite Orgnizationaugustine samuelNo ratings yet
- 36 Ways Retractable Roof Greenhouses Increase Profitability PDFDocument8 pages36 Ways Retractable Roof Greenhouses Increase Profitability PDFfshirani7619No ratings yet
- Innovative Interior Solutions Method StatementDocument17 pagesInnovative Interior Solutions Method StatementNonie N50% (2)
- Reinforcement Construction MethodDocument39 pagesReinforcement Construction Methodseshadri buttappaNo ratings yet
- Unit-1 Baseline For Villa (Group 5 Suhail Group)Document3 pagesUnit-1 Baseline For Villa (Group 5 Suhail Group)avdesh7777No ratings yet
- Proposed McCarthy and Stone Development Construction Method StatementDocument17 pagesProposed McCarthy and Stone Development Construction Method StatementAddis MekuriaNo ratings yet
- CEL Pro. Guttering2Document6 pagesCEL Pro. Guttering2James PittsNo ratings yet
- Division 11 Equipment Section 11A Trash Chute 1. General: 1.1. DescriptionDocument3 pagesDivision 11 Equipment Section 11A Trash Chute 1. General: 1.1. DescriptionPatrick MutieNo ratings yet
- Inspection - List of Civil StructureDocument8 pagesInspection - List of Civil StructurePrasannaLakshminarasimhanNo ratings yet
- Buildings & Architecture Capability StatementDocument4 pagesBuildings & Architecture Capability StatementTata Steel ProjectsNo ratings yet
- Restoration Plan-Package 04Document12 pagesRestoration Plan-Package 04NajeebSoomroNo ratings yet
- DONG AH's BrochureDocument31 pagesDONG AH's BrochureMinhtien LeNo ratings yet
- Presentation - Construction WorkersDocument25 pagesPresentation - Construction WorkersShankar LamichhaneNo ratings yet
- Completion, Taking Over and The Taking Over Certificate in Construction - Why Itâ S ImportantDocument3 pagesCompletion, Taking Over and The Taking Over Certificate in Construction - Why Itâ S ImportantMohamed El Abany100% (1)
- Scope of Work Forming Kingsway Project 1.1 GeneralDocument4 pagesScope of Work Forming Kingsway Project 1.1 GeneralYe YintNo ratings yet
- Labor Camp Management Plan: Liwa Plastic Industries Complex 9 November 2015Document23 pagesLabor Camp Management Plan: Liwa Plastic Industries Complex 9 November 2015Muhammed MuhammedNo ratings yet
- BRE Guidance On Construction Site CommunicationDocument7 pagesBRE Guidance On Construction Site CommunicationAdhe L. WulandariNo ratings yet
- MS of Hoarding WorkDocument5 pagesMS of Hoarding WorkLOURLINE TANGZONo ratings yet
- GRP Piping Installation for RO Water PlantDocument71 pagesGRP Piping Installation for RO Water Plantadnan hanifNo ratings yet
- Support Rev-E8Document132 pagesSupport Rev-E8Omar TocmoNo ratings yet
- project specification for fire and gas systemDocument16 pagesproject specification for fire and gas systemOmar TocmoNo ratings yet
- safety2Document17 pagessafety2Omar TocmoNo ratings yet
- LR90STDDocument1 pageLR90STDOmar TocmoNo ratings yet
- Hvac Precommisioning ExecutionDocument13 pagesHvac Precommisioning ExecutionOmar TocmoNo ratings yet
- JIS G3452 PipeDocument0 pagesJIS G3452 PipefaridyeniNo ratings yet
- Pipe Welding ConsumablesDocument1 pagePipe Welding ConsumablesOmar TocmoNo ratings yet
- Welding Procedure Specification for 904L Stainless SteelDocument1 pageWelding Procedure Specification for 904L Stainless SteelOmar TocmoNo ratings yet
- Stainless Steel Tubes Dimensions, Tolerances and Conventional Masses Unit LengthDocument15 pagesStainless Steel Tubes Dimensions, Tolerances and Conventional Masses Unit LengthOctavio Cotillo LubiánNo ratings yet
- Fabrication Verification ChecklistDocument1 pageFabrication Verification ChecklistOmar TocmoNo ratings yet
- SS304 304L Data SheetDocument2 pagesSS304 304L Data SheetPrakash KumarNo ratings yet
- DRUMSDocument17 pagesDRUMSOmar TocmoNo ratings yet
- Duct Elbow Area PDFDocument14 pagesDuct Elbow Area PDFSakthi.pNo ratings yet
- Standard Pipe Sizes ME303-4.1.1Document5 pagesStandard Pipe Sizes ME303-4.1.1manashbdNo ratings yet
- All New SpoolDocument3 pagesAll New SpoolOmar TocmoNo ratings yet
- Appendix A - Specification For Fabrication and Erection of PipingDocument15 pagesAppendix A - Specification For Fabrication and Erection of PipingOmar TocmoNo ratings yet
- Approved Drawing - For Construction - T-257Document34 pagesApproved Drawing - For Construction - T-257Omar TocmoNo ratings yet
- EXCHANGERSDocument64 pagesEXCHANGERSOmar TocmoNo ratings yet
- GS Chilling&liquefactionDocument6 pagesGS Chilling&liquefactionOmar TocmoNo ratings yet
- INSTRUMENTATIONDocument14 pagesINSTRUMENTATIONOmar TocmoNo ratings yet
- Tank Vessel HandbookDocument76 pagesTank Vessel HandbooklsgmzNo ratings yet
- Fire Water Demand PDFDocument28 pagesFire Water Demand PDFOmar TocmoNo ratings yet
- FURNACESDocument40 pagesFURNACESOmar TocmoNo ratings yet
- Nitrogen RejectionDocument7 pagesNitrogen RejectionOmar TocmoNo ratings yet
- Fire and Gas Detection PhilosophyDocument22 pagesFire and Gas Detection PhilosophyOmar Tocmo100% (3)
- Piping Connection EquipmentDocument19 pagesPiping Connection EquipmentOmar TocmoNo ratings yet
- Pipe SupportsDocument18 pagesPipe SupportsOmar TocmoNo ratings yet
- Piping Support DesignDocument27 pagesPiping Support DesignOmar TocmoNo ratings yet
- QGX T CS CCS 00353Document22 pagesQGX T CS CCS 00353Omar TocmoNo ratings yet
- Syringe Infusion Pump S300: Technical SpecificationDocument1 pageSyringe Infusion Pump S300: Technical SpecificationJonathan Flores Gutang100% (1)
- International Emergency Nursing: Karen Hammad, Lingli Peng, Olga Anikeeva, Paul Arbon, Huiyun Du, Yinglan LiDocument5 pagesInternational Emergency Nursing: Karen Hammad, Lingli Peng, Olga Anikeeva, Paul Arbon, Huiyun Du, Yinglan LiRuly AryaNo ratings yet
- EN 1090 White Paper17 119019 PDFDocument24 pagesEN 1090 White Paper17 119019 PDFZaza PokumbaNo ratings yet
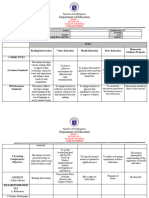
- DLL Catch Up Friday Grade 4 Jan 19Document7 pagesDLL Catch Up Friday Grade 4 Jan 19reyannmolinacruz21100% (30)
- Lecture Notes Natural LawDocument52 pagesLecture Notes Natural LawVina EstherNo ratings yet
- Full Download Agriscience Fundamentals and Applications 6th Edition Burton Solutions ManualDocument36 pagesFull Download Agriscience Fundamentals and Applications 6th Edition Burton Solutions ManualzickshannenukusNo ratings yet
- SFRM Commissioning and Field Testing - Structural Fire Resistance Content From Fire Protection EngineeringDocument6 pagesSFRM Commissioning and Field Testing - Structural Fire Resistance Content From Fire Protection EngineeringRichard HollidayNo ratings yet
- Murray NYC Group MeteringDocument5 pagesMurray NYC Group MeteringKannon TamNo ratings yet
- Happier at Home by Gretchen Rubin - ExcerptDocument39 pagesHappier at Home by Gretchen Rubin - ExcerptCrown Publishing Group69% (16)
- Performance Analysis of Wallace Tree Multiplier With Kogge Stone Adder Using 15-4 CompressorDocument5 pagesPerformance Analysis of Wallace Tree Multiplier With Kogge Stone Adder Using 15-4 Compressoranil kumarNo ratings yet
- Cars and Trucks With Mitsubishi TD04 TurbochargerDocument17 pagesCars and Trucks With Mitsubishi TD04 TurbochargersampapaNo ratings yet
- Anis MahmudahDocument14 pagesAnis MahmudahAlim ZainulNo ratings yet
- Nfrc100a 2010Document49 pagesNfrc100a 2010Amy ShepardNo ratings yet
- Sump Pumps: Single Channel Soft Solids Handling Sewage PumpDocument2 pagesSump Pumps: Single Channel Soft Solids Handling Sewage PumpMohammad ZeeshanNo ratings yet
- Cost-Time-Resource Sheet for Rumaila Oil Field Engineering ServicesDocument13 pagesCost-Time-Resource Sheet for Rumaila Oil Field Engineering ServicesonlyikramNo ratings yet
- Eng 8 LP4Document3 pagesEng 8 LP4Fe JanduganNo ratings yet
- Prince George's County Afro-American Newspaper, January 22, 2011Document16 pagesPrince George's County Afro-American Newspaper, January 22, 2011The AFRO-American NewspapersNo ratings yet
- HPS Virtualization WhitepaperDocument11 pagesHPS Virtualization WhitepaperHamdan SidekNo ratings yet
- Term 4 Time Table & Exam Schedule.Document4 pagesTerm 4 Time Table & Exam Schedule.Anonymous FD3MCd89ZNo ratings yet
- No+bake+ing +vol+iiDocument132 pagesNo+bake+ing +vol+iiEugeny TikhomirovNo ratings yet
- TUDelft Clay Suction PDFDocument8 pagesTUDelft Clay Suction PDFDing LiuNo ratings yet
- Paper ESEE2017 CLJLand MLDocument12 pagesPaper ESEE2017 CLJLand MLMatheus CardimNo ratings yet
- Casey Cannon: EducationDocument1 pageCasey Cannon: Educationapi-355305449No ratings yet
- Management Quality ManagementDocument7 pagesManagement Quality ManagementJasmine LimNo ratings yet
- Castro DW 32Document3 pagesCastro DW 32Jeetu GosaiNo ratings yet
- David Kassan DemoDocument3 pagesDavid Kassan DemokingkincoolNo ratings yet
- Media Shout 2.0 User GuideDocument106 pagesMedia Shout 2.0 User GuideGlenn MartinNo ratings yet
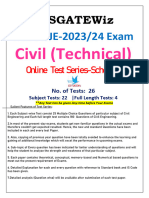
- UKPSC JE Civil 2024 Exam (Technical) - ScheduleDocument4 pagesUKPSC JE Civil 2024 Exam (Technical) - ScheduleIES-GATEWizNo ratings yet
- Z22 Double-Suction Axially-Split Single-Stage Centrifugal PumpDocument2 pagesZ22 Double-Suction Axially-Split Single-Stage Centrifugal Pumpmartín_suárez_110% (1)
- Extending NAS Web App MobileDocument2 pagesExtending NAS Web App MobileD2VNo ratings yet