You might also like
- Group 15. Mechanics of Fluids: Vocabulary of Mechanics in Five Languages: English/German/French/Polish/Russian, Vol. 2From EverandGroup 15. Mechanics of Fluids: Vocabulary of Mechanics in Five Languages: English/German/French/Polish/Russian, Vol. 2Rating: 1.5 out of 5 stars1.5/5 (3)
- Pfmea CR-V AmefDocument8 pagesPfmea CR-V AmefJose Antonio Santoyo RayaNo ratings yet
- PCP: - Cover Sheet Honda Harness Assembly FC: - PFMEA: 32752-T0A-ALLDocument8 pagesPCP: - Cover Sheet Honda Harness Assembly FC: - PFMEA: 32752-T0A-ALLJose Antonio Santoyo RayaNo ratings yet
- Yodock 2001m Dimensions PDFDocument1 pageYodock 2001m Dimensions PDFSteve LavnerNo ratings yet
- CPF2-PAUT For Heat Medium Heater A (H-25630A)Document10 pagesCPF2-PAUT For Heat Medium Heater A (H-25630A)Yasir MohammedNo ratings yet
- Larsen & Toubro Limited: ECC Division - EDRCDocument12 pagesLarsen & Toubro Limited: ECC Division - EDRCEngr. Nabid Rayhan KhalequeNo ratings yet
- Mechanical Installation JETMASTERDocument13 pagesMechanical Installation JETMASTERjmil noureddineNo ratings yet
- ESJU5A-1N261-AB - 2020-03-31 (Kaynak Speği) TRDocument37 pagesESJU5A-1N261-AB - 2020-03-31 (Kaynak Speği) TRMuhammet AşıkNo ratings yet
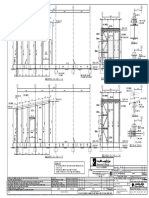
- CNOOC Zhejiang LNG Plant, Ningbo China: Ga DrawingDocument7 pagesCNOOC Zhejiang LNG Plant, Ningbo China: Ga Drawing李军No ratings yet
- Cost Estimation BundDocument81 pagesCost Estimation Bundmohan890No ratings yet
- 0417 - 118T3293 Cooling Sealing AirDocument6 pages0417 - 118T3293 Cooling Sealing AirfaisalnadimNo ratings yet
- Mega-Lntiel-Stn-Ns-Sbrs-Str-Dd-S199-R0-Pms-Numeration Detail of Steel Staircase From Concourse Level To Platform Level-Sh 2 of 2Document1 pageMega-Lntiel-Stn-Ns-Sbrs-Str-Dd-S199-R0-Pms-Numeration Detail of Steel Staircase From Concourse Level To Platform Level-Sh 2 of 2Suresh BabuNo ratings yet
- Eeaa090571-2 - r0.24.02.2022 - Layout and RCC Details of Columns 1Document1 pageEeaa090571-2 - r0.24.02.2022 - Layout and RCC Details of Columns 1Mohd RosleeNo ratings yet
- Detail Design: Instrument Air Back Up System by Nitrogen (N2) GasDocument16 pagesDetail Design: Instrument Air Back Up System by Nitrogen (N2) Gasnas_mech8208No ratings yet
- IGT Game King 044 Video CTRL Board Schematics (757-044-10)Document24 pagesIGT Game King 044 Video CTRL Board Schematics (757-044-10)Turko Alejandro50% (2)
- 118T3466 - Schema Electric EquipmentDocument3 pages118T3466 - Schema Electric EquipmentfaisalnadimNo ratings yet
- EC SKILLET-CONTROLLER - RevE (2017-01-16)Document19 pagesEC SKILLET-CONTROLLER - RevE (2017-01-16)AlexandreNo ratings yet
- Toll Collection System Reflected Ceiling Plan (S2-001) : Metro Manila SkywayDocument1 pageToll Collection System Reflected Ceiling Plan (S2-001) : Metro Manila SkywayRhowelle TibayNo ratings yet
- 000 SLT2101318 El DGDocument115 pages000 SLT2101318 El DGjaidikarimNo ratings yet
- Mundipharma MSB 05 01 Control As BuiltDocument4 pagesMundipharma MSB 05 01 Control As BuiltKarushan R.MNo ratings yet
- 74.120.001 - FGM 160 SpirDocument1 page74.120.001 - FGM 160 SpirRizwan IqbalNo ratings yet
- 000 Emi2200987 VD PRDocument106 pages000 Emi2200987 VD PRjaidikarimNo ratings yet
- QW-QAL-626 - (Rev-00) - Prod. and QC Process Flow Chart - Ventura Motor No. 13 (35804)Document6 pagesQW-QAL-626 - (Rev-00) - Prod. and QC Process Flow Chart - Ventura Motor No. 13 (35804)Toso BatamNo ratings yet
- ME002Document1 pageME002johnkarl.bentingNo ratings yet
- Swimming Pool E-01Document1 pageSwimming Pool E-01Madelo, Allysa Mae, M.No ratings yet
- Alh-24 NewDocument8 pagesAlh-24 NewAkhilesh YadavNo ratings yet
- Modulo CHM FTLDocument9 pagesModulo CHM FTLNestor Zela MamaniNo ratings yet
- Daily Work Force Report Format For ConstructionDocument1 pageDaily Work Force Report Format For ConstructionRaja MehrankhanNo ratings yet
- Construction Specs For Hvac Building WorksDocument77 pagesConstruction Specs For Hvac Building WorksSkylink Estimation TeamNo ratings yet
- MV2011L2-0004 - de Beers Snap Lake - RO Water Treatment Plant As-Built Drawings - Sept6-18Document66 pagesMV2011L2-0004 - de Beers Snap Lake - RO Water Treatment Plant As-Built Drawings - Sept6-18MichaelNo ratings yet
- KG98 2 ONT OMF in 7861 DW 178 R0 Pressure Transmitter GA Drawing (Code 1)Document5 pagesKG98 2 ONT OMF in 7861 DW 178 R0 Pressure Transmitter GA Drawing (Code 1)Madheswaran DharmapuriNo ratings yet
- New Welder Register 18 08 2020Document16 pagesNew Welder Register 18 08 2020Deepu CNo ratings yet
- 7.2 MVA GA DrawingDocument11 pages7.2 MVA GA Drawingmrutyunjaya1No ratings yet
- Line Index Table For Miano-18 Wellhead CompressionDocument2 pagesLine Index Table For Miano-18 Wellhead CompressionHafiz AkhtarNo ratings yet
- J95 Q Doc Ve 028210 - 000 - 0 PDFDocument68 pagesJ95 Q Doc Ve 028210 - 000 - 0 PDFbillNo ratings yet
- Larsen & Toubro Limited: ECC Division - EDRCDocument13 pagesLarsen & Toubro Limited: ECC Division - EDRCEngr. Nabid Rayhan KhalequeNo ratings yet
- Hug 98 104071 CS 2358 00001 0003 01Document1 pageHug 98 104071 CS 2358 00001 0003 01anandNo ratings yet
- Khu - 11 - G - Bac20 - DS - 001 - 2Document2 pagesKhu - 11 - G - Bac20 - DS - 001 - 2Shafiqul IslamNo ratings yet
- GIP2 IPFSIL-EXE-RTSB (TASB) - 000-INC-TDS-0002 - RevB (Datasheet) (1) - 4Document1 pageGIP2 IPFSIL-EXE-RTSB (TASB) - 000-INC-TDS-0002 - RevB (Datasheet) (1) - 4Kacip BolaNo ratings yet
- Gel in Hmel MMC LTP V Doc 001Document28 pagesGel in Hmel MMC LTP V Doc 001rinkukachhelaNo ratings yet
- 118T3448 - Fuel Gas ChromatographDocument2 pages118T3448 - Fuel Gas ChromatographfaisalnadimNo ratings yet
- FW TankDocument2 pagesFW TankSonNguyenNo ratings yet
- CA-033700-011 - 00a - P&id - Interconnects - Process Waste WaterDocument1 pageCA-033700-011 - 00a - P&id - Interconnects - Process Waste Watermigen0831No ratings yet
- Index of Revisions Rev. Description And/ or Revised Sheets: Prge Ip-Rj/UpgnDocument3 pagesIndex of Revisions Rev. Description And/ or Revised Sheets: Prge Ip-Rj/UpgnAlireza GolpesarNo ratings yet
- Technical Comment Sheet: Method Statement For Crane Terex 140 Ton Assembly and Load TestDocument1 pageTechnical Comment Sheet: Method Statement For Crane Terex 140 Ton Assembly and Load TestSivaram KumarNo ratings yet
- SKH Metals LTD.: Process Control StanderdDocument2 pagesSKH Metals LTD.: Process Control StanderdshinuNo ratings yet
- Metro MechanicalDocument1 pageMetro Mechanicalsidragon1013No ratings yet
- M1439-GHD-MCL-MSS-032 Rev. 01 Installation of TransformerDocument63 pagesM1439-GHD-MCL-MSS-032 Rev. 01 Installation of TransformerAnandu AshokanNo ratings yet
- 10/01/2020 HK 461535 B29 CEI Cei-Hangar 03 X Quality Control Report No. 20101Document1 page10/01/2020 HK 461535 B29 CEI Cei-Hangar 03 X Quality Control Report No. 20101julio buitragoNo ratings yet
- TP - 01 Welding For Split TeeDocument1 pageTP - 01 Welding For Split TeeLeonardo ManurungNo ratings yet
- MEP Clearence - 20 Concrete Casting For MBBR Tank Wall Upto Level +26.80 Stage-07Document4 pagesMEP Clearence - 20 Concrete Casting For MBBR Tank Wall Upto Level +26.80 Stage-07sikandarkhan2828No ratings yet
- C05-Uu00-Q-7856 - 1 - PS1, Emg-Ff Building, Lighting Layout and Lighting Fixture Schedule, SHT 2of2Document1 pageC05-Uu00-Q-7856 - 1 - PS1, Emg-Ff Building, Lighting Layout and Lighting Fixture Schedule, SHT 2of2sartajNo ratings yet
- Modine - Comuserdata RACIWIDesktopepcasebolt Desktopdiscontinued 6-551Document28 pagesModine - Comuserdata RACIWIDesktopepcasebolt Desktopdiscontinued 6-551Bashar DaoudNo ratings yet
- 28 de - Iron - Filter - FDocument28 pages28 de - Iron - Filter - FNandgulab DeshmukhNo ratings yet
- 000 SLT2101316 Pe PiDocument27 pages000 SLT2101316 Pe PijaidikarimNo ratings yet
- Atm06 4S Kit01Document1 pageAtm06 4S Kit01Justin PNo ratings yet
- DATA TA PRINT MergedDocument9 pagesDATA TA PRINT MergedIrawanNo ratings yet
- KG98 2 ONT OMF in 7861 DW 179 R0 Differential Pressure Transmitter GA Drawing (Code 1)Document3 pagesKG98 2 ONT OMF in 7861 DW 179 R0 Differential Pressure Transmitter GA Drawing (Code 1)Madheswaran DharmapuriNo ratings yet
- Machine Distance - V3 OptionDocument1 pageMachine Distance - V3 Optiontin aungtunNo ratings yet
- 003Document1 page003Rhowelle TibayNo ratings yet
- How To Use KEATDocument5 pagesHow To Use KEATAamir KhanNo ratings yet
- Student Exam FormDocument4 pagesStudent Exam FormRaj Kumar TeotiaNo ratings yet
- Commentary On The Book of NahumDocument9 pagesCommentary On The Book of NahumRev Dr Jeffry Camm JP, MIEPR, MISOPNo ratings yet
- Wipro Home Office RangeDocument8 pagesWipro Home Office RangePrashant RawatNo ratings yet
- Method Statement Free Download: How To Do Installation of Suspended False CeilingsDocument3 pagesMethod Statement Free Download: How To Do Installation of Suspended False Ceilingsmozartjr22100% (1)
- ReportDocument6 pagesReportLâmViênNo ratings yet
- RLB Procuring For Value 18 July PDFDocument56 pagesRLB Procuring For Value 18 July PDFDaniel LixandruNo ratings yet
- J2 P IntroductionDocument9 pagesJ2 P IntroductionnitinvnjNo ratings yet
- 2017 - Behavioral Emergencies - Geriatric Psychiatric PatientDocument14 pages2017 - Behavioral Emergencies - Geriatric Psychiatric PatientAna María Arenas DávilaNo ratings yet
- The Real World An Introduction To Sociology Test Bank SampleDocument28 pagesThe Real World An Introduction To Sociology Test Bank SampleMohamed M YusufNo ratings yet
- SAGEM FAST 3202 (Livebox) ENGLISHDocument140 pagesSAGEM FAST 3202 (Livebox) ENGLISHspam47spam47No ratings yet
- R Don Steele - How To Date Young Women For Men Over 35Document232 pagesR Don Steele - How To Date Young Women For Men Over 35gonzalo_barandiarán83% (6)
- Denglish TestDocument139 pagesDenglish TestNabil HasanNo ratings yet
- Onechanbara - Bikini Samurai Squad Game GuideDocument83 pagesOnechanbara - Bikini Samurai Squad Game GuideStefan RoscaNo ratings yet
- CodeDocument47 pagesCodeNadia KhurshidNo ratings yet
- Finance Budget - Ankur WarikooDocument28 pagesFinance Budget - Ankur WarikooVivek Gupta100% (1)
- Division of Genetics ICAR-Indian Agricultural Research Institute, New Delhi - 110012Document9 pagesDivision of Genetics ICAR-Indian Agricultural Research Institute, New Delhi - 110012Shivam PateriyaNo ratings yet
- Math Studies Financial MathsDocument7 pagesMath Studies Financial MathsGirish MishraNo ratings yet
- Lesson 11Document3 pagesLesson 11Jhoanna Rose AlingalanNo ratings yet
- LEASE CONTRACT Taytay Residentialhouse Kei Inagaki Nena TrusaDocument6 pagesLEASE CONTRACT Taytay Residentialhouse Kei Inagaki Nena TrusaJaime GonzalesNo ratings yet
- Title: Speech of Corazon C. Aquino Before The US Congress: 3 Hours)Document3 pagesTitle: Speech of Corazon C. Aquino Before The US Congress: 3 Hours)Verna TrillanaNo ratings yet
- US of GIT of CattleDocument13 pagesUS of GIT of CattlesangeetsamratNo ratings yet
- Satellite Motion NotesDocument23 pagesSatellite Motion NotesVarshLok100% (1)
- Install NotesDocument6 pagesInstall NotesSchweinsteiger NguyễnNo ratings yet
- The Lion and The Boar Story EnglishDocument2 pagesThe Lion and The Boar Story EnglishKemal AmarullahNo ratings yet
- Mico - Hydraulic Power Brake Systems For ForkliftsDocument4 pagesMico - Hydraulic Power Brake Systems For ForkliftsJenner Volnney Quispe Chata100% (1)
- Material Safety Data Sheet: Manufacturer Pt. Bital AsiaDocument3 pagesMaterial Safety Data Sheet: Manufacturer Pt. Bital AsiaediNo ratings yet
- Gurdan Saini: From Wikipedia, The Free EncyclopediaDocument6 pagesGurdan Saini: From Wikipedia, The Free EncyclopediaRanjeet SinghNo ratings yet
- Clause: Extra Element + Independent Clause Dependent ClauseDocument1 pageClause: Extra Element + Independent Clause Dependent ClauseTieng HuangNo ratings yet
- Maha Nirvana Tantra EngDocument200 pagesMaha Nirvana Tantra EngDev Vyas100% (2)