You might also like
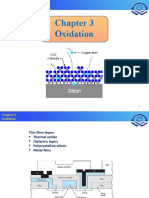
- Chapter 3 OxidationDocument49 pagesChapter 3 OxidationsunNo ratings yet
- Ensc 851 PDFDocument13 pagesEnsc 851 PDFMubina SarwarNo ratings yet
- Tutorial 2Document1 pageTutorial 2Priya ApteNo ratings yet
- Fabrication of Pressure SensorDocument14 pagesFabrication of Pressure SensorTuan Anh NguyenNo ratings yet
- EBB 323 Semiconductor Fabrication Technology: OxidationDocument57 pagesEBB 323 Semiconductor Fabrication Technology: Oxidationdildar123No ratings yet
- EE432/EE532 Microelectronic Fabrication Techniques: Final Lab ReportDocument28 pagesEE432/EE532 Microelectronic Fabrication Techniques: Final Lab Reportapi-546410997No ratings yet
- Lec 3 Thermal OxidationDocument21 pagesLec 3 Thermal OxidationVikram MeenaNo ratings yet
- This Study Resource Was: Sio2 SiDocument3 pagesThis Study Resource Was: Sio2 SiDalu SahabNo ratings yet
- Spring 07 - EE 221 Problem Set 4 SolutionDocument3 pagesSpring 07 - EE 221 Problem Set 4 SolutionSerkan AkbulutNo ratings yet
- Thin Film Silicon Dioxide (Primarily Oxidation of Silicon) ECE 4752Document30 pagesThin Film Silicon Dioxide (Primarily Oxidation of Silicon) ECE 4752XingYaoNo ratings yet
- Integrated Circuit (IC) FabricationDocument39 pagesIntegrated Circuit (IC) FabricationSHAIK MUSTHAFANo ratings yet
- Midterm Exam 1Document9 pagesMidterm Exam 1Hemal ShahporiaNo ratings yet
- OxidationDocument39 pagesOxidationSHAIK MUSTHAFANo ratings yet
- OXIDATION-Overview: Process Types Details of Thermal Oxidation Models Relevant IssuesDocument19 pagesOXIDATION-Overview: Process Types Details of Thermal Oxidation Models Relevant IssueskarthikhrajvNo ratings yet
- 421 Lab ManualDocument17 pages421 Lab ManualAiman LatifNo ratings yet
- Etching NPTELDocument16 pagesEtching NPTELVenkateshwaran ANo ratings yet
- PN Junction Fabrication: Co-Ordinator DR Tarun ChaudharyDocument43 pagesPN Junction Fabrication: Co-Ordinator DR Tarun ChaudharyBIYYAPU SAI VAMSINo ratings yet
- ULSI (Nano) Fabrication: 1 GirijaDocument48 pagesULSI (Nano) Fabrication: 1 GirijaSHAIK MUSTHAFANo ratings yet
- Lec21 Float Zone Techniques PDFDocument11 pagesLec21 Float Zone Techniques PDFpankaj chaurasiaNo ratings yet
- Unit - I: Vlsi Fabrication TechniquesDocument64 pagesUnit - I: Vlsi Fabrication TechniquesAnand KumarNo ratings yet
- Reference 113Document5 pagesReference 113Yetzzel Cortes RosarioNo ratings yet
- EE-611 Lab Report Fabrication and Characterization of Organic Solar CellDocument6 pagesEE-611 Lab Report Fabrication and Characterization of Organic Solar Cellpeeyush_tapadiyaNo ratings yet
- PhysMet A2 Assignment 1Document2 pagesPhysMet A2 Assignment 1THABONo ratings yet
- 104-Article Text-173-1-10-20200206Document4 pages104-Article Text-173-1-10-20200206Rishav SainiNo ratings yet
- EE 5171 Fall, 2005 Final Exam: Time (Sec)Document6 pagesEE 5171 Fall, 2005 Final Exam: Time (Sec)Sudipta Romen BiswasNo ratings yet
- 03 Fabrication Technology Tutorial SolutionsDocument3 pages03 Fabrication Technology Tutorial SolutionsiramNo ratings yet
- Silica: Is of in Which The of of FerrosiliconDocument16 pagesSilica: Is of in Which The of of FerrosiliconNadira HusanovicNo ratings yet
- Design of Mix ProportionsDocument2 pagesDesign of Mix ProportionsAbdul AzeemNo ratings yet
- Vlsi Design: Prepared Prepared Prepared Prepared by by by byDocument30 pagesVlsi Design: Prepared Prepared Prepared Prepared by by by byVenkata SatishNo ratings yet
- Course Title: VLSI Technology Course No.: EEE 489Document25 pagesCourse Title: VLSI Technology Course No.: EEE 489Rubel RiadNo ratings yet
- Chapter 6 Thermal OxDocument22 pagesChapter 6 Thermal OxheNo ratings yet
- Vlsi P T: Rocess EchnologyDocument1 pageVlsi P T: Rocess EchnologyLava Kumar BNo ratings yet
- Unit - IDocument69 pagesUnit - IsaravananNo ratings yet
- A Major ProjectDocument14 pagesA Major ProjectVarun ChauhanNo ratings yet
- Material Downloaded From - 1 / 6Document6 pagesMaterial Downloaded From - 1 / 6Gaming AddictedNo ratings yet
- (Synthese de Charbon Actif 2) PDFDocument5 pages(Synthese de Charbon Actif 2) PDFMeriem MeregbiNo ratings yet
- Ic FabricationDocument7 pagesIc FabricationphooolNo ratings yet
- Trial Mix Designing: Silica Fume DesignDocument3 pagesTrial Mix Designing: Silica Fume DesignShivam AggarwalNo ratings yet
- BJT Ic FabricationDocument20 pagesBJT Ic Fabricationestifvnjjsnvk100% (2)
- Lecture 6 Module OxidationDocument52 pagesLecture 6 Module OxidationJ.V.'S CLASSNo ratings yet
- 3 Thermal Oxidation PDFDocument37 pages3 Thermal Oxidation PDFGaurav SumanNo ratings yet
- Chap.3 CMOS Processing Technology (1) Technology (1) : Integrated Circuits Lecture Slides GDocument11 pagesChap.3 CMOS Processing Technology (1) Technology (1) : Integrated Circuits Lecture Slides GAkash TiwariNo ratings yet
- Chapter 4fabricationofICDocument20 pagesChapter 4fabricationofICManikandan RadhakrishnanNo ratings yet
- Utilization of Waste Plastic in Manufacturing of Paver BlocksDocument6 pagesUtilization of Waste Plastic in Manufacturing of Paver BlocksIJRASETPublicationsNo ratings yet
- Sika - Silicafume: Pozzolanic High Effective Concrete AdditiveDocument3 pagesSika - Silicafume: Pozzolanic High Effective Concrete AdditiveFehoveNo ratings yet
- Packaging + CAD For MEMSDocument14 pagesPackaging + CAD For MEMScetgauravNo ratings yet
- Aluminum Foam, "Alporas": The Production Process,: Properties and ApplicationsDocument5 pagesAluminum Foam, "Alporas": The Production Process,: Properties and ApplicationsLuis CarranzaNo ratings yet
- IC Fabrication TechnologyDocument12 pagesIC Fabrication TechnologyBiswajit BeheraNo ratings yet
- C-1 CMOS Processing FlowDocument76 pagesC-1 CMOS Processing FlowKu Ble YanNo ratings yet
- Oxidation - Fabrication of Oxide LayersDocument5 pagesOxidation - Fabrication of Oxide Layersfidel.certucheNo ratings yet
- Research Design and Methods: Step 1 (Aim 1)Document7 pagesResearch Design and Methods: Step 1 (Aim 1)Stacey FranklinNo ratings yet
- MAE 536 Micro/Nano Electromechanical Systems: Yong Zhu Lecture 10 - Surface MicromachiningDocument48 pagesMAE 536 Micro/Nano Electromechanical Systems: Yong Zhu Lecture 10 - Surface MicromachiningAnonymous 8kdwhwUNo ratings yet
- Presentation On Semi Conductors and P-N Junction Diode FabricationDocument18 pagesPresentation On Semi Conductors and P-N Junction Diode FabricationPrudhvi BadeNo ratings yet
- DocxDocument3 pagesDocxPika ChuNo ratings yet
- Flow Cytometer ReportDocument3 pagesFlow Cytometer ReportikechiNo ratings yet
- 제15주차 Chapter11 웨이퍼 접합기술Document6 pages제15주차 Chapter11 웨이퍼 접합기술K SiriusNo ratings yet
- LIC Unit 1Document20 pagesLIC Unit 1sietgunaNo ratings yet
- Hydraulic Calculation Sheet Influent DataDocument18 pagesHydraulic Calculation Sheet Influent DataMagic Master0% (1)
- Aqueous-Dispersed Silicone Elastomer Gel BT-9169Document2 pagesAqueous-Dispersed Silicone Elastomer Gel BT-9169Ishwar LavhaleNo ratings yet
- Concrete Slump TestDocument6 pagesConcrete Slump TestHussein BeqaiNo ratings yet
- Classification of Crystal Growth MethodsDocument2 pagesClassification of Crystal Growth MethodsBefzz0% (1)
- E7604-1!05!09 Practical Contamination Management enDocument45 pagesE7604-1!05!09 Practical Contamination Management enAlie Bhin Abhu DhabiNo ratings yet
- FC 81F C 1Document109 pagesFC 81F C 1Stephanie Rasmussen100% (1)
- Solar Panel Cleaning GuidelinesDocument3 pagesSolar Panel Cleaning GuidelinesLogesh KumarNo ratings yet
- Diagram Alir Proses Produksi CPO Dan PKDocument1 pageDiagram Alir Proses Produksi CPO Dan PKEsmaiiellNo ratings yet
- Manual DremelDocument68 pagesManual DremelkaidehxcNo ratings yet
- Cooling Towers: Design of Tall Structures Me Structural Engineering DrspdalalDocument21 pagesCooling Towers: Design of Tall Structures Me Structural Engineering DrspdalalMegha LakhaniNo ratings yet
- APLIKASI Cee Dan Zee Purlin: Pt. Bluescope Lysaght Indonesia June 2014Document34 pagesAPLIKASI Cee Dan Zee Purlin: Pt. Bluescope Lysaght Indonesia June 2014gama adisetiantoNo ratings yet
- รายการคำนวณถังน้ำมันกลมIKEA PDFDocument3 pagesรายการคำนวณถังน้ำมันกลมIKEA PDFGooddayBybs0% (1)
- EBCS 13final PDFDocument115 pagesEBCS 13final PDFDawit Solomon93% (14)
- BS EN 10048 Tolerances PDFDocument24 pagesBS EN 10048 Tolerances PDFShaikh Mohd QaisarNo ratings yet
- Daikin VRV IV Co BrochureDocument52 pagesDaikin VRV IV Co Brochuredokundot100% (1)
- 1502 0068 en MORIS IgnitionDocument31 pages1502 0068 en MORIS Ignitionpalash1186% (22)
- DSMTS-0095.3 NiCrAlMo CompositeDocument3 pagesDSMTS-0095.3 NiCrAlMo Compositeivanis_davorNo ratings yet
- Listino Sea RecoveryDocument117 pagesListino Sea RecoveryEduardo Harold ChapuzNo ratings yet
- ASTM A108 TolerancesDocument9 pagesASTM A108 TolerancesJosh ByronNo ratings yet
- The Finex® ProcessDocument16 pagesThe Finex® ProcessNavin Kumar BinitNo ratings yet
- 1800cpb2 Series Regulators American MeterDocument11 pages1800cpb2 Series Regulators American Meterultron2099ultronNo ratings yet
- A Summer Training ReportDocument9 pagesA Summer Training ReportNiteesh kumar ShuklaNo ratings yet
- slide valve orifice chamber (좋은 자료)Document54 pagesslide valve orifice chamber (좋은 자료)jmgwoo100% (2)
- Methods of Installation For Steel StructureDocument6 pagesMethods of Installation For Steel Structurenanamallow100% (1)
- MATERIAL SPECIFICATION Electrodo Seleccion PDFDocument1 pageMATERIAL SPECIFICATION Electrodo Seleccion PDFCarlos Africano CastilloNo ratings yet
- Triple Only Static ElectricityDocument32 pagesTriple Only Static ElectricityMary Ann MaherNo ratings yet
- Lincore 96S Alternated-Hyundai WeldDocument1 pageLincore 96S Alternated-Hyundai Weld김강형No ratings yet
- Reactive Dye PrintingDocument15 pagesReactive Dye Printingsandipsoni221811No ratings yet
- SEMIKRON Technical Explanation SEMITOP® Classic EN 2021-07-30 Rev-06Document20 pagesSEMIKRON Technical Explanation SEMITOP® Classic EN 2021-07-30 Rev-06carlosmitecNo ratings yet
- WA500-1 10001-UpDocument933 pagesWA500-1 10001-UpRavinder Singh100% (5)
- Hot PlateDocument2 pagesHot PlateGiniung AugieNo ratings yet
- Alex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessFrom EverandAlex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessNo ratings yet
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseFrom EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseRating: 3.5 out of 5 stars3.5/5 (69)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingFrom EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingRating: 5 out of 5 stars5/5 (5)
- The Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionFrom EverandThe Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionRating: 4 out of 5 stars4/5 (811)
- Wayfinding: The Science and Mystery of How Humans Navigate the WorldFrom EverandWayfinding: The Science and Mystery of How Humans Navigate the WorldRating: 4.5 out of 5 stars4.5/5 (18)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingFrom EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingRating: 3.5 out of 5 stars3.5/5 (33)
- Fire Season: Field Notes from a Wilderness LookoutFrom EverandFire Season: Field Notes from a Wilderness LookoutRating: 4 out of 5 stars4/5 (142)
- The Other End of the Leash: Why We Do What We Do Around DogsFrom EverandThe Other End of the Leash: Why We Do What We Do Around DogsRating: 5 out of 5 stars5/5 (65)
- World of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsFrom EverandWorld of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsRating: 4 out of 5 stars4/5 (223)
- When the Sahara Was Green: How Our Greatest Desert Came to BeFrom EverandWhen the Sahara Was Green: How Our Greatest Desert Came to BeRating: 4.5 out of 5 stars4.5/5 (6)
- Spoiled Rotten America: Outrages of Everyday LifeFrom EverandSpoiled Rotten America: Outrages of Everyday LifeRating: 3 out of 5 stars3/5 (19)
- Come Back, Como: Winning the Heart of a Reluctant DogFrom EverandCome Back, Como: Winning the Heart of a Reluctant DogRating: 3.5 out of 5 stars3.5/5 (10)
- When You Find Out the World Is Against You: And Other Funny Memories About Awful MomentsFrom EverandWhen You Find Out the World Is Against You: And Other Funny Memories About Awful MomentsRating: 3.5 out of 5 stars3.5/5 (13)
- Why Fish Don't Exist: A Story of Loss, Love, and the Hidden Order of LifeFrom EverandWhy Fish Don't Exist: A Story of Loss, Love, and the Hidden Order of LifeRating: 4.5 out of 5 stars4.5/5 (699)
- The Secret Life of Lobsters: How Fishermen and Scientists Are Unraveling the Mysteries of Our Favorite CrustaceanFrom EverandThe Secret Life of Lobsters: How Fishermen and Scientists Are Unraveling the Mysteries of Our Favorite CrustaceanNo ratings yet
- The Rise and Fall of the Dinosaurs: A New History of a Lost WorldFrom EverandThe Rise and Fall of the Dinosaurs: A New History of a Lost WorldRating: 4 out of 5 stars4/5 (593)
- The Lives of Bees: The Untold Story of the Honey Bee in the WildFrom EverandThe Lives of Bees: The Untold Story of the Honey Bee in the WildRating: 4.5 out of 5 stars4.5/5 (44)
- The Hidden Life of Trees: What They Feel, How They CommunicateFrom EverandThe Hidden Life of Trees: What They Feel, How They CommunicateRating: 4 out of 5 stars4/5 (1002)
- The Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorFrom EverandThe Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorRating: 4.5 out of 5 stars4.5/5 (137)