Professional Documents
Culture Documents
دليل المتدرب-إستخدام العدد اليدوية
دليل المتدرب-إستخدام العدد اليدوية
Uploaded by
Sayed AhmedCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
دليل المتدرب-إستخدام العدد اليدوية
دليل المتدرب-إستخدام العدد اليدوية
Uploaded by
Sayed AhmedCopyright:
Available Formats
دليل المتدرب
فنى صيانة ميكانيكية
وحدة تدريب :MT1.1/التدريبات
األساسية
وحدة عمل :MT 1.1.1/إستخدام العدد
اليدوية
(برادة)
كيف تستخدم وحدة العمل-:
طريقة عرض الكتاب-:
كتبت هذه الوحدة بطريقة تمكنك من دراستها بطريقة سهلة بإتباع الخطوات العملية الموجودة
وتنفيذ التدريبات العملية التى تمكنك من فهم المحتوى .ويحتوى كل كتاب على ما يلى-:
معلومات أساسية .تتضمن تفاصيل عن المفاهيم األساسية وشرحها.
التدريبات العملية .تساعدك على إكتساب المهارات العملية وتساعدك على تذكر المعلومات
األساسية.
قراءة الوثائق الفنية .تساعدك على قراءة الرسومات والوثائق الفنية التطبيقية.
خطة العمل .تساعدك على تطبيق ماتعلمته بالتدريج.
منع الحوادث والتلفيات .تساعدك على مراعات إجراءات األمان والحماية لعدم التعرض
لألخطار.
اآلداء الوظيفى .تساعدك على فهم األداء الوظيفى للتطبيقات العملية المختلفة.
إستخدام العدد اليدوية (برادة) 2 دليل المتدرب
الهدف العام-:
يصبح المتدرب بعد إجتياز هذه الوحدة التدريبية قادرا على-:
كيفية التعامل الصحيح مع العدد واآلالت مع مراعاة اشترطات األمان والسالمة
التعامل مع الخامات لتحويلها اللى منتجات صالحة لتؤدى الغرض والهدف الذى صنعت من اجله.
التعرف على اآلالت الموجودة بالورشة والعدد واألدوات المستخدمة بالتدريب األساسى0
إتمام عمليات الصيانة واإلصالح لبعض المنتجات0
كيفية المحافظة على العدد واألدوات المستخدمة0
التعرف مصادر القدرة المحركة بالورشة0
التعرف على أنواع المناجل ويفرق بين أنواع المختلفة0
التعرف على أنواع المبارد وإ ستخداماتها0
إزالة أجزاء من المعدن بالمبرد0
تسوية األسطح والشطف0
ضبط األجناب بالزاوية القائمة0
استخدام أدوات الشنكرة0
تنفيذ العمليات المختلفة من الثقب والتخويش والبرغلة والقلوظة0
تنفيذ عمليات التأجين والقص والنشر0
إنتاج منتج منتهى التصنيع مستعينا بعمليات البرادة األساسية والعمليات المساعدة0
إستخدام العدد اليدوية (برادة) 3 دليل المتدرب
قائمة المحتويات
رقم الصفحة الموضوع الجزء
16 العدد واألدوات بورشة البرادة -1 األول
16 المبارد وعملية البرد 1-1 (اليوم األول)
17 مواصفات المبرد 1-1-1
19 أسنان المبرد 1-1-2
21 أشكال مقاطع أسنان المبرد 1-1-3
22 التقوس الطولى للمبرد 1-2
22 زوايا الخلوص والسن والجرف لسنة المبرد 1-3
23 صناعة المبارد 1-4
23 طريقة تثبيت نصاب المبرد 1-5
25 المبارد الدقيقة (المبارد الساعاتية) 1-6
26 طرق ربط الشغله علي المنجلة 1-7
26 المناجل وأنواعها 1-7-1
26 المنجلة ذات الفكين المتوازيين 1-7-1-1
26 منجلة المواسير 1-7-1-2
27 المنجلة الحدادي 1-7-1-3
28 مناجل مساعده التشغيل 1-7-1-4
29 تحديد إرتفاع المنجلة 1-7-1-5
30 صندوق العدة للبراد -1-8
31 طرق ربط المشغوالت بين فكي المنجلة 1-9
32 اإلستعماالت المختلفة ألنواع المبارد 1-10
33 طريقة تنظيف المبرد 1-11
34 عملية البرد 1-12
34 طريقة االمساك الصحيحة للمبرد 1-12-1
36 البرادة المستوية 1-12-2
38 الوقوف الصحيح أثناء عملية البرد 1-12-3
إستخدام العدد اليدوية (برادة) 4 دليل المتدرب
قائمة المحتويات
رقم الصفحة الموضوع الجزء
39 ترجيل الضغط على المبرد 1-12-4 تابع
40 التغذية العرضية (اليوم األول) 1-12-5
41 تدريب عملى 1-12-6
43 البرادة المحدبة 1-12-7
43 تدوير المبرد حول المحور الطولى له 1-12-7-1
43 تدوير المبرد حول المحور العرضي له 1-12-7-2
44 تدوير المبرد حول المحور الطولى والعرضى 1-12-7-3
44 البرادة المقعرة 1-12-8
45 برادة السطوح الكروية 1-12-9
46 ماكينات البرد 1-12-10
46 1-12-10-1ماكينات ذات قرص
47 ماكينات البرد الشريطية 1-12-10-2
48 1-12-10-3ماكينات البرد الترددية
إستخدام العدد اليدوية (برادة) 5 دليل المتدرب
قائمة المحتويات
رقم الصفحة الموضوع الجزء
54 القياسات 2 الثانى
54 أنواع القياسات 2-1 (اليوم الثانى)
57 القدمة الفكية ذات الورنية 2-2
58 طريقة القياس بالقدمة ذات الورنية 2-2-1
58 كيفية قراءة الورنية 2-2-2
60 الورانية التى تقرأ 0.05مم 2-2-3
61 الورانية التى تقرأ0.02مم 2-2-4
61 الورانيات التى تقرأ بالبوصة 2-2-5
62 أمثلة محلولة 2-2-6
63 قدمة األ رتفاعات ذات الورانية 2-3
63 مقياس األعماق ذات الورنية 1- 2-3
65 منقلة ذات الورانية 2-4
67 المنقلة ذات الورانيةالتى تقرأ خمس تقائق 2-4-1
68 الميكرومترات 2-5
68 الميكرومتر الذى يقرأ 0.01مم 2-5-1
71 أمثلة محلولة 2-5-1-1
72 الميكرومترى األنجليزى 2-5-2
73 أنواع أخرى من الميكرومترات 2-5-3
73 الميكروتمترات ذات السندانات القابلة لألستبدال 2-5-4
74 المكرومترات التزجة 2-5-5
75 ميكرومترات قياس سن القالووظ 2-5-6
76 ميكرومترات القياس الداخلى 2-5-7
77 مقياس االعماق الميكرومترى 2-5-8
77 ميكرومترات تقرأ 0.001مم 2-5-9
إستخدام العدد اليدوية (برادة) 6 دليل المتدرب
قائمة المحتويات
رقم الصفحة الموضوع الجزء
83 الشنكرة 3 الثالث
83 تعريف الشنكرة 3-1 (اليوم الثالث)
83 سطوح وخطوط اإلستناد 3-2
84 استخدام سطوح اإلستناد فى قياس االبعاد اثناء الشنكرة 3-2-1
84 مواد األظهار 3-3-1
85 شوكة العالم 3-3-2
85 البرجل العدل 3-3-3
86 البرجل الشوكة 3-3-4
86 الذنبة 3-3-5
87 كيفية التذنيب 3-3-5-1
88 الزاوية القائمة 3-3-6
88 زهرات الشنكرة 3-3-7
89 زهرات الشنكرة حرف v 3-3-8
90 الشنكار العادى 3-3-9
90 الشنكار الحساس 3-3-10
91 مقياس األرتفاعات 3-3-11
91 المجموعة المركبة (زاوية التعامد امؤتلفة) 3-3-12
93 عمليات الشنكرة 3-4
93 رسم الخطوط 3-4-1
93 ايجاد نفطة مركز السطح الجانبى لقضيب مستدير المقطع 3-4-2
93 الشنكرة باستخدام زاوية تحديد المراكز 3-4-2-1
94 الشنكرة باستخدام زنبة جرسية 3-4-2-2
94 الشنكرة باستخدام برجل الشوكة 3-4-2-3
95 ايجاد المركز باستخدام الشنكار العادى الحساس 3-4-3
96 تدريب عملى 3-4-4
97 تدريب عملى -3-5
إستخدام العدد اليدوية (برادة) 7 دليل المتدرب
قائمة المحتويات
رقم الصفحة الموضوع الجزء
102 النشروالتاجين 4 الرابع
102 النشر (اليوم الرابع) 4-1
103 أ دوات العمل – منشارمعادن يدوى 4-1-1
103 زواياأسنان المنشار 4-1-2
104 أنواع صفائح المنشار 4-1-3
105 الوضع الصحيح للجسم أثناء عملية النشر 4-1-4
109 التأجين 4-2
109 أنواع االجنات 4-2-1
110 تفادى الحوادث التلفيات 4-2-2
111 تدريب عملى 4-3
إستخدام العدد اليدوية (برادة) 8 دليل المتدرب
قائمة المحتويات
رقم الصفحة الموضوع الجزء
115 الثقب والتخويش والبرغلة الخامس 5
115 الثقب (اليوم الخامس) 5-1
115 أنواع المثاقيب 5-1-1
115 البنطة البلدى 5-1-1-1
116 بنطة ذات القنوات ملتوية (المثقاب الملفوف) 5-1-1-2
118 التخويش 5-2
118 التخويش االسطوانى 5-2-1
119 التخويش المائل 5-2-2
120 ماكينات الثقب اليدوية والميكانيكة 5-2-3
120 المثقاب اليدوى 5-3-3-1
120 مثقاب التزجة اليدوى 5-3-3-2
121 مثقاب كهربائى (مسدس) 5-3-3-3
121 مثاقيب تعمل بالهواء المضغوط 5-3-3-4
122 ماكينات الثقب التزجة والشجرة 5-3-3-5
124 البرغلة 5-3
124 البرغل اليدوى 5-3-1
124 البرغل المكنى 5-3-2
125 زوايا البرغل 5-3-3
127 سرعات القطع 5-4
128 أمثلة على حساب سرعة القطع 5-4-1
130 حساب السرعات التى يدور بها المثقاب 5-4-2
131 أهمية التبرية أثناء عملية القطع 5-4-3
133 تدريب عملى 5-5
إستخدام العدد اليدوية (برادة) 9 دليل المتدرب
قائمة المحتويات
رقم الصفحة الموضوع الجزء
137 القالووظ 6 السادس
137 الغرض من القالووظ (اليوم السادس) 6-1
138 أنواع سن القالووظ 6-2
138 القالووظ المثلث 6-2-1
138 سن القالووظ المربع 6-2-2
138 سن القالووظ الشبة منحرف 6-2-3
139 سن القالووظاآلكم 6-2-4
139 سن قالووظ بترس 6-2-5
140 بعض أسنان خاصة 6-2-6
141 قطع أسنان القالووظ 6-3
141 قطع القالووظ الخارجى 6-3-1
143 قطع القالووظ الداخلى 6-3-2
147 ذكور لقم القالووظ زوايا الخلوص والسن والجرف 6-3-2-1
148 قطع السن الخارجى بواسطة اللقمة الواحدة 6-3-2-2
148 خطوات قطع السن الخارجى بواسطة اللقمة ذات النصفين 6-3-2-3
149 خطوات العمل عند قطع السن الداخلى 6-3-2-4
150 المفاتيح المستعملة في ربط وفك الصواميل 6-4
150 المفتاح البلدى 6-4-1
151 المفاتيح الحلقية (الخاصة) 6-4-2
151 مفتاح الصندوق 6-4-3
152 المفتاح ذات اللقم 6-4-4
152 المفتاح ذوالسنين شكل حرف c 6-4-5
153 مفاتيح ألن 6-4-6
154 وسائل ربط القالووظ 6-5
154 المجموعة االولى 6-5-1
155 المجموعة الثانية 6-5-2
156 المجموعة الثالثة 6-5-3
إستخدام العدد اليدوية (برادة) 10 دليل المتدرب
قائمة المحتويات
رقم الصفحة الموضوع الجزء
159 تدريب عملي على القالووظ الداخلي والخارجي 7 السابع
159 التدريب على القالووظ الداخلي 7-1 (اليوم السابع)
160 التدريب على القالووظ الخارجي
163 الشطف والجرف الدائري 8 الثامن
163 محددات القياس الشائعة االستعمال 8-1 (اليوم الثامن)
165 تدريب عملي 8-2
إستخدام العدد اليدوية (برادة) 11 دليل المتدرب
قائمة المحتويات
رقم الصفحة الموضوع الجزء
169 القص 9 التاسع
169 وسائل العمل (القص) 9-1 (اليوم التاسع)
173 تدريب عملي على القص 9-9
176 تدريبات عملية نماذج التقيم 10 العاشر
176 التدريب األول (اليوم العاشر) 10-1
177 التدريب الثانى (الزاوية) 10-2
178 التدريب الثالث 10-3
179 التدريب الرابع (صندوق كهربائى) 10-4
إستخدام العدد اليدوية (برادة) 12 دليل المتدرب
معلومات اآلمان والسالمة-:
يجب أن تكون اإلضاءة كافية وموزعة توزيعاً صحيحاً فى أنحاء الورشة 0
استخدام نظارات واقية عند عمليات التجليخ والتأجين والثقب 0
مراعاة تعليمات الوقاية من حوادث الرايش المتطاير ووضع سياج حماية 0
إرتداء سماعات األذن الكاتمة للصوت 0
إرتداء قفازات واقية وأحذية واقية من الرايش والزيوت والشحوم 0
اإلنتباه الشديد واليقظة الدائمة عن العمل 0
الوقاية من أخطار الكهرباء بإتخاذ التدابير الواقية لحماية الجسم البشرى الن ،حيث أن التيار
األعلى أعلى من 5أمبير يحدث إحتراقاً للجلد 0
عدم أرتداء مالبس فضفاضة أو كوفية أثناء العمل 0
خلع الخواتم والساعات والسالسل قبل بدء العمل 0
عدم إزالة الرايش باليد أثناء عملية القطع وإ ستخدام شوكة خاصة 0
إختيار السرعات المناسبة عند عملية الثقب والنشر حسب نوع المعدن 0
يجب أن تكون ذنبة العالم أكثر صالبة من المعدن المراد تذنيبه 0
وضع سن شوكة العالم فى قطعة من الفلين 0
كسر حواف الشغلة عند بداية التعامل مع الخامة بالمبرد 0
التأكد من عدم وجود أى شحوم أو زيوت على رأس الزنبة أو سطح الشاكوش أثناء الدق حتى ال
ينزلق فى الهواء وتحدث اصابات 0
يجب أن يكون سطح الشغلة المربوطة على المنجلة دون أى ميل 0
ارتفاع سطح المنجلة من الأرض يكون أقل من كوع الشخص الذى يعمل عليها
استخدام المبرد بمقبض مثبت تثبيتاً جيداً 0
اال يكون المقبض مكسوراً يكون حجمه مناسباً 0
عند أستخدام المنشار يجب شد فصله جيداً وال يجوز تحميله إال فى شوط العمل 0
إزالة التفلطح المتكون عند رأس األجنه 0
شحذ حد قطع المكشطة اليدوية بقرص تجليخ من الكورندم 0
إستخدام العدد اليدوية (برادة) 13 دليل المتدرب
وحدة عمل
إستخدام العدد اليدوية (برادة) MT 1.1.1:
الجزء األول (اليوم األول)
إستخدام العدد اليدوية (برادة) 14 دليل المتدرب
الهدف من الجزء األول-:
بعد اإلنتهاء من هذا الجزء يكون المتدرب قادراً على التعرف على-:
محتويات ورشة التدريب األساسى 0
مصادر القدرة ولوحة المفاتيح 0
أعمال التزجة (مناجل ومبارد)
إزالة جزء من المعدن بالمبرد 0
تسوية األسطح 0
ضبط أجناب المعدن وتعامدها 0
إستخدام العدد اليدوية (برادة) 15 دليل المتدرب
-1العدد واألدوات بورشة البرادة
-1-1المبارد وعملية البرد
البرادة هى عملية إزالة طبقات رقيقة من المعدن على هيئة جزئيات صغيرة منه بواسطة المبرد .وهو ذو
مجموعة من حدود القطع تسمى بأسنان المبرد .والمبرد هو قطعة من الصلب العالى الكربون يمكن أن يكون
باشكال وأحجام مختلفة 0ويكون عالى الصالدة بسبب تقسيته وله أسنان على سطحه الخارجى تستعمل فى إزالة
جزئيات المعدن عند عملية البرد 0
وتعتبر المبارد من أهم عدد البراد المستخدمة ألنها الوسيلة اليدوية للحصول على سطوح بأشكال معينة .وال شك
انه يؤدى احدى العمليات الهامة فى مهنة البرادة 0
إستخدام العدد اليدوية (برادة) 16 دليل المتدرب
-1-1-1مواصفات المبرد:
يتكون المبرد كما هو مبين بشكل ( )1-1من جسم المبرد ثم من يد المبرد ويسمى سيالن المبرد 0
ويصنع المبرد بمقاطع وبأشكال مختلفة .فمنها ماهو مستطيل المقطع ويسمى بالمبرد المبطط أو بمقطع على
شكل مربع أو مثلث أو دائرة .واألخير يسمى بمبرد ذيل الفار .وكذلك يصنع المبرد بمقطع على شكل نصف
دائرة وتصنع اسنان المبرد بدرجات مختلفة الخشونة فيكون خشن جداً – خشن – نصف سن – ناعم – قطيفة.
كما يصنع المبرد أيضا بأطوال مختلفة فيكون أطواله كاآلتى 4أو 6أو 8أو 10أو 12أو 14بوصة ,يكون
المبرد مفرد القطع أو مزدوج القطع 0
إستخدام العدد اليدوية (برادة) 17 دليل المتدرب
تتكون أسنان المبارد من تقاطع قطعتين على سطح المبرد ويسمى هذا النوع بالمبرد .المزدوج القطع ويصلح
لبرادة المعادن الحديدية .واحياناً تكون أسنان المبارد ناتجة من قطع واحد فقط على سطح المبرد .ويسمى هذا
النوع بالمبرد المفرد القطع ويستخدم هذا النوع فى برادة المعادن " الطرية " كااللمونيوم والسبيكة البيضاء 0
يبين شكل ( )2-1األشكال المختلفة لمقاطع المبارد 0
شكل ()2-1
يمكن أن يكون حدا المبرد بهما أسنان أو يكون أحدهما به اسنان واألخر بدون أسنان .وفى هذه الحالة يسمى الحد
الذى ليس به أسنان بحد األمن 0ويستخدم هذا الحد فى الجانب غير مطلوب برادته (فى حالة برادة أحد
سطحين) متعامدين 0
وبذلك يمكن توصيف مواصفات المبرد على سبيل المثال كما يلى- :
مبرد مبطط خشن 12بوصة بقطع مزدوج وبحد أمن أو مبرد مربع 10بوصة بقطع مزدوج 000وهكذا 0
إستخدام العدد اليدوية (برادة) 18 دليل المتدرب
-1-1-2أسنان المبرد:
لكى تتم عملية البرادة كاملة وتزال الجزئيات من السطح المطلوب برادته يجب أن تكون هذه األسنان موزعة
على عرض المبرد بحيث تستطيع إزالة الرايش بهذه الكيفية 0
ولكى نفهم المقصود من ذلك يجب علينا دراسة الحاالت اآلتية:
إننا نعلم أن األسنان تنتج من تقاطع قطعين يسمى أحدهما القطع األول ويسمى األخر بالقطع الثانى 0
-1فلو فرضنا أن هذين القطعتين كانا متكررين على مسافات متساوية وايضا على زوايا متساوية من
المحور الطولى للمبرد ,فى هذه الحالة تكون اسنان المبرد كما هو مبين بشكل رقم ( , )3-1فى
صفوف متوازية ،وكل سنة خلف أختها تماماً .عند استعمال مثل هذا المبرد نحصول على حزوز فى
سطح الشغلة بعمق السن مما يوقف عملية البرد ولذلك فإن تساوى الزوايا والمسافات ال يؤدى الى
النتيجة المطلوبة وعليه فإن هذا التقسيم ليس له وجود.
شكل ()3-1
-2ثم لو فرضنا أن المسافات متساوية للتقطيع األول والثانى ولهما زوايا ميل مختلفة على المحور الطولى
للمبرد فإننا نحصل على أسنان كالمبينة بشكل ( )4-1ومثل هذا المبرد نستطيع إزالة البرادة إذا أستخدم طولياً
0أما إذا أملنا المبرد وكان البرد فى إتجاه األسنان فإننا نحصل على نتيجة الحالة السابقة أى يتوقف البرد بعد
قليل ولذلك فأن هذا التقسيم ليس له وجود ايضاً 0
شكل ()4-1
إستخدام العدد اليدوية (برادة) 19 دليل المتدرب
-3أما إذا أخذنا مسافات متساوية فى أحد القطعين ومسافات غير متساوية فى القطع األخر وكانت زاوية
القطع األول مع المحور الطولى للمبرد تختلف عن زاوية ميل القطع الثانى مع نفس المحور ينتج لنا اسناناً
بعرض المبرد كله وهذا هو الموجود فعالً فى المبارد وهو المبين
بشكل ( 5-1أ ،ب)
شكل ( 5-1أ)
شكل ( 5-1ب)
فشكل( 5-1أ) يبين الفرق بين المسافات تصاعدياً متكرراً (كل مجموعة متكررة بنفس الترتيب) وشكل( 5ب)
يبين الفرق بين المسافات تصاعدياً وتنازلياً ثم تصاعدياً وهكذا ويكون ميل القطع األول ، 55ºميل القطع الثانى
70ºعلى محور المبرد ,من شكل( 5-1أ ،ب) يتضح أن أسنان المبرد موزعة على عرض المبرد كله بحيث
أن ما يتركه أحد األسنان تزيلة السنة التى تليها وهكذا 0شكل األسنان يتوقف على حسب إستعمال المبرد
إستخدام العدد اليدوية (برادة) 20 دليل المتدرب
-1-1-3أشكال مقاطع أسنان المبارد
-1فشكل( 6-1أ) يبين المبرد المفرد القطع وتستعمل
فى المواد " الطرية " مثل الرصاص والقصدير
والمعدن األبيض 0
-2وشكل ( 6-1ب) يبين المبرد المزدوج القطع
ويستعمل فى قطع المعادن الحديدية كالصلب
والزهر كما يستعمل فى النحاس األصفر 0
-3وشكل( 6-1جـ) يبين المبرد ذو األسنان
المقوسة ويستخدم فى قطع المعادن " الناشفة "
مثل الدورالومين والمواد المضغوطة 0
-4وشكل ( 6-1د) يبين المبرد الخشابى ويستعمل
فى قطع الخشب والفبر0
(د)
شكل رقم ()6-1
إستخدام العدد اليدوية (برادة) 21 دليل المتدرب
-1-2التقوس الطولى للمبرد:
نعلم أن البراد الماهر يستطيع الحصول على سطح مستو تماماً بالرغم من التأرجح البسيط الموجود بين يدية أثناء
عملية البرد .ألن البراد مهما كان ماهراً ودقيقاً فالبد أن تتأرجح يداه أثناء عملية البرادة ولكى نعوض هذا
التأرجح البسيط ،فقد صنعت حافة المبرد مقوسة فى اتجاه طولى لكى يالشى التأثير الناتج عن تأرجح المبرد
وشكل ( )7-1يبين خطوات استعمال هذا المبرد 0
شكل رقم ()7-1
-1-3زوايا الخلوص والسن والجرف لسنة المبرد
علمنا مما سبق ضرورة وجود زوايا خلوص وسن وجرف لكل حد قاطع .كذلك فأن كل حد من أسنان المبرد له
هذه الزوايا الثالث .ومن المعتاد أن تكون زاوية الجرف صفر بالنسبة للمبارد المستخدمة لبعض المعادن
كالصلب الطرى وسالبة للمبارد المستخدمة فى المعادن " الصلدة " ولها قيمة موجبة فى المبارد المستخدمة فى
المعادن " اللنية " كاأللمونيوم والقصدير والرصاص يبين شكل ( )8-1هذه الزوايا فى الحاالت التى سبق ذكرها
0
شكل ()8-1
إستخدام العدد اليدوية (برادة) 22 دليل المتدرب
-1-4صناعة المبارد
تصنع المبارد من الصلب العالى الكربون بنسبة %1.2كربون .ويتم تقطيعه بالمقاسات المطلوبة وتجلخ
سطوحه ثم تخلق فيه الأسنان أما عن طريق التفريز أو بواسطة الطرق ,وغالباً ما تكون المبارد " الخشابى "
مصنوعة بواسطة الطرق ,أما المبارد ذات القطع الواحد والقطعين فعادهً تشغل بالتفريز وبعد تشكيل هذه المبارد
فإنها تقسى أى يتم بتسخينها الى درجة حرارة تصل الى حوالى 800ºم ثم (غمرها) فى الماء سريعاً وبذلك
ترتفع درجة صالدتها عير أنها تكون أكثر قابلية للكسر لو تعرضت لصدمات
وهذه المبارد تقسى ولكن ال يجرى عليها عملية المراجعة بعد ذلك
-1-5طريقة تثبيت نصاب المبرد
تجرى الخطوات اآلتية لتثبيت نصاب المبرد:
-1تقسم طول سيالن المبرد الى ثالثة أقسام متساوية 0
-2نقيس متوسط قطر المقطع المستطيل فى كل ثلث من طول السيالن 0
-3نقوم بعملية ثقب فى النصاب بالقطر األصغر بالعمق كله ثم بالقطر المتوسط الى ثلثى العمق ثم
بالقطر األكبر فى الثلث أول شكل ()9-1
شكل ()9-1
إستخدام العدد اليدوية (برادة) 23 دليل المتدرب
-4تدخل النصاب فى سيالن
المبرد وذلك بالدق بواسطة دقماق
خشبى شكل( )10-1ويجب
مراعاة أن الخطأ فى تركيب هذا
النصاب فى المبرد قد ينتج عنه
جملة حوادث أو إصابات 0
شكل ()10-1
ويبين شكل ( )11-1بعضاً من هذه
اإلصابات التى يجب تجنبها
كما يبين شكل ( )12-1بعض عيوب
التركيب
شكل ()12-1 شكل ()11-1
أما شكل( )13-1يبين الطريقة
الصحيحة ألخراج النصاب من سيالن
المبرد 0
شكل ()13-1
إستخدام العدد اليدوية (برادة) 24 دليل المتدرب
-1-6المبارد الدقيقة (مبارد الساعاتية)
هذه المبارد ذات مقاسات دقيقة وتستعمل فى أدق األعمال وهى على جملة أشكال ومقاسات وطولها حوالى 4
بوصات وهى مبينة بالشكل التالى رقم ()14-1
شكل ()14-1
إستخدام العدد اليدوية (برادة) 25 دليل المتدرب
-1-7طرق ربط الشغلة على المنجلة
1-7-1المناجل وأنواعها
تستخدم المناجل فى تثبيت المشغوالت أثناء عملية البرد .كما تستخدم فى عمليات البرادة األخرى كالنشر
والتأجين والمناجل على أنواع كثيرة منها-:
-1-7-1-1المنجلة ذات الفكين المتوازيين:
وهى مبينة بشكل ( )15-1وفكاها يكونان متوازين اثناء فتحها وقفلها ويمكن فيها استبدال فكين أخرين باشكال
تناسب الشغلة المطلوب تشغيلها بالفكين المتوازيين ويتم التغير فى حالة االنتاج الكمى.
شكل ()15-1
-1-7-1-2منجلة المواسير
و هى تستخدم لربط المواسير فقط ويالحظ ان فكيها تناسب المواسير كما هو مبين.
شكل ()16-1
إستخدام العدد اليدوية (برادة) 26 دليل المتدرب
-1-7-1-3المنجلة الحدادى:
وتستخدم فى ورش الحدادة وهى مبينة بشكل ()17-1
شكل ()17-1
إستخدام العدد اليدوية (برادة) 27 دليل المتدرب
-1-7-1-4مناجل مساعدة التشغيل:
تستخدم هذه المناجل لربط قطعتين بعضهما البعض
ربطا مؤقتا ألجزاء بعض العمليات كالثقب مثال
000000
يبين شكل ( 18-1أ ،ب) نوعين من هذه المناجل
0
شكل ( 18-1أ)
شكل ( 18-1ب)
إستخدام العدد اليدوية (برادة) 28 دليل المتدرب
-1-7-1-5تحديد ارتفاع المنجلة:
يجب ان تكون المنجلة موضوعة على ارتفاع
مناسب لطول البراد لكى يستطيع أن يؤدى
عمله دون بذل مجهود كبير 0يبين شكل (-1
)19االرتفاع الصحيح للمنجلة المناسب
لطول البراد0
شكل ()19-1
فإذا كان البراد طويالً يجب تعلية المنجلة
بوضع قطع من الخشب تحتها كما هو مبين
بشكل ()20-1
شكل ()20-1
وإ ذا كان البراد قصيراً توضع له ارضية
خشبية لكى يقف عليها وهى مبينة فى شكل(
)21-1
شكل ()21-1
إستخدام العدد اليدوية (برادة) 29 دليل المتدرب
-1-8صندوق العدة للبراد:
ويجب أن يتأكد البراد من نظافة العدد المستخدمة كالمبارد والجواكيش واألجناب والمفكات يبين شكل ()22-1
درج عده البراد 0يجب أن يتأكد البراد من نظافة العدد المستخدمة 0
كما يجب عليه أن يضع أدوات القياس على قطعة من الكاوتشوك لكى تكون كوسادة لها حتى ال تتأثر بالخدش أو
تتعرض للتلف ،ويجب أيضا أن تكون العدة موضوعة ومرتبة بنظام استخدامها 0
شكل ()22-1
إستخدام العدد اليدوية (برادة) 30 دليل المتدرب
-1-9طرق ربط المشغوالت بين فكى المنجلة:
-1عند ربط شغلة بين فكى المنجلة يجب أن يكون
الرباط بقبضة اليد الواحدة كما يبين شكل()23-1
شكل ()23-1
يجب أن توضع الشغلة بين فكى المنجلة فى وسط -2
الفكين بشكل( 24-1أ)
وفى حالة تعذر ذلك واضطرارنا لربط الشغلة فى احد
طرق الفكين يجب وضع قطعة اخرى ساندة بنفس
سمك الشغلة المطلوب ربطها عن الطرفين األخرين
شكل ( 24-1أ ،ب) للفكين كما يبين ذلك شكل ( 24-1ب) 0
-3يجب استخدام فكوك ذات شكل مناسب للشغلة يبين
شكل ( 25-1أ) شكل المجرى فى الفكين إذا كان
وضع الشغلة افقياً وشكل( 25-1ب) يبين شكل
شكل ( 25-1أ ،ب) المجرى إذا كان وضع الشغلة رأسياً 0
-4يمكن إسناد المشغوالت التى يخشى عليها أن
تتأثر بالضغط الناتج من ربط فكى المنجلة مقطع
خشبية كما هو مبين بشكل ()26-1
-5عند ربط مشغوالت سبق تشغيلها يجب وضع
(لينات) حامية لهذه السطوح على فكى المنجلة ,
وتصنع هذه (اللينات) من معادن طرية (كااللمونيوم
أو الرصاص) لحماية سطوح قطعة الشغلة كما هو
شكل ( )26-1و()27-1
مبين فى شكل ()27-1
إستخدام العدد اليدوية (برادة) 31 دليل المتدرب
-1-10اإلستعماالت المختلفة ألنواع المبارد
شكل ( 28-1أ ،ب) يوضح األشكال الشائعة ألنواع الميارد وإستعماالتها المختلفة
شكل رقم ( 28-1ب) شكل ( 28-1أ)
إستخدام العدد اليدوية (برادة) 32 دليل المتدرب
-1-11طريقة تنظيف المبرد:
يجب تنظيف المبرد عقب استعماله بفرشة من السلك ,ذلك ألن وجود الرايش بين األسنان يسدها ويمنع استمرار
عملية البرد .يبين شكل ( )29-1عملية التنظيف التى يالحظ فيها أن يكون اتجاه التنظيف فى أتجاهى القطع األول
والقطع الثانى للمبرد 0
شكل ()29-1
يبين شكل ( )30-1طريقة إزالة الرايش فى حالة وجود تلبد بين اسنانه بسبب برادة معادن طرية أو وجود
بعض الرايش .ويجب أن تكون القطعة المستخدمة من النحاس األحمر حتى تزيل الرايش وال تؤثر على
أسنان المبرد 0
شكل ()30-1
إستخدام العدد اليدوية (برادة) 33 دليل المتدرب
-1-12عملية البرد
-1-12-1طريقة اإلمساك الصحيحة للمبرد:
تتوقف طريقة إمساك المبرد على نوع البرد المطلوب فإذا كان المطلوب:
-1برادة خشنة:
يتم امساك نصاب البرد بكلية اليد اليمنى بحيث يكون األبهام الى أعلى وتسندج اليد اليسرى بسمانة اليد على
طرف المبرد 0كما هو موضح بالشكل ( .)31-1ويتم ذلك للمبارد الخشنة الكبيرة المقاس 0
شكل ()31-1
-2برادة تنعيمية:
تمسك اليد اليمنى نصاب المبرد بكلية اليد بحيث يكون الإبهام إلى أعلى .ويسند إبهام اليد اليسرى الطرف الآخر
للمبرد كما هو مبين بشكل ( 32-1أ) ويمكن أن تسند ثالثة اصابع من اليد اليسرى على وسط المبرد كما هو
مبين بشكل( 32-1ب) ويتم للمبارد المتوسط الناعمة 0
شكل ( 32-1أ ،ب)
إستخدام العدد اليدوية (برادة) 34 دليل المتدرب
-3مسك المبارد الصغيرة (الساعاتية)
فى هذه الحالة يمسك المبرد باليد اليمنى فقط بحيث تكون السبابة الى أعلى كما هو مبين بشكل ()33-1
شكل ()33-1
-4فى حالة عدم التمكن من سند طرف المبرد باليد اليسرى يتم لف على اليد اليمنى الماسكة لنصاب المبرد كما
هو مبين بشكل()34-1
شكل ()34-1
إستخدام العدد اليدوية (برادة) 35 دليل المتدرب
-1-12-2البرادة المستوية
لكى يتم البرد يجب أن يكون المبرد مضغوطاً بقوة الى سطح الشغلة .وهذه القوة تؤثر على المبرد من يدى البراد
فضغط اليد اليمنى على النصاب وضغط اليد اليسرى على المبرد يكونان فى مجموعهما الضغط الكلى من المبرد
على الشغلة ويمكن للبراد الحصول على سطح مستو إذا ما تحرك المبرد فى مستوى افقى تماماً ,وهذا ال يحدث
إال إذا اتزن عزما ضغط كلتا اليدين حول الشغلة أثناء البرد يبين شكل ( )35-1القوى المؤثرة على المبرد اثناء
البرد المستوى 0يجب ان يكون هذا الشرط متوفراً اثناء عملية البرد من أول المشوار الى آخرة .وإ ال أهتز
المبرد اثناء البرد مما ال يؤدى الى برادة مستوية 0
شكل ()35-1
إستخدام العدد اليدوية (برادة) 36 دليل المتدرب
لكى تفهم هذا التأثيرنأخذ مبردا كما فى شكل
( )1-36وندرس تأثير القوى عليه فى ثالثة
مواضع من المشوار .ففى الوضع (أ) يكون المبرد
فى بداية مشواره ,ولكى يتوازن العزمان تكون
القوى الناتجة عن اليد اليمنى صغيرة أما عن اليد
اليسرى فتكون كبيرة.وعندما يتقدم المبرد لألمام
آخذاً الوضع (ب) يجب أن يزداد ضغط اليد اليمنى
يحدث التوازن وفى الوقت نفسة يقل ضغط اليد
اليسرى 0وعندما ينتهى المبرد الى آخر المشوار
عند(ج) نستمر فى تزويد ضغط اليد اليمنى وتقليل
ضغط اليد اليسرى تمثل األسهم المظللة فى شكل (
)36-1بضغط اليد اليمنى ,واألسهم غير مظللة
تمثل ضغط اليد اليسرى .كما يالحظ أن طول السهم
يعبر عن مقدار القوة المؤثرة اثناء عملية البرد0
يالحظ من الرسم ان ضغط القوة اليمنى يجب أن
يتزايد كلما تقدم المبرد الى األمام كما هو مبين
بشكل(د) كذلك فان ضغط القوى اليسرى يجب أن
يتناقص وذلك كلما تحرك المبرد الى نهاية المشوار
شكل ()36-1
إستخدام العدد اليدوية (برادة) 37 دليل المتدرب
-1-12-3الوقوف الصحيحة اثناء عملية البرادة:
نظراً ألنه فى البرادة المستوية الخشنة وكذلك التشطيبة يجب المحافظة على الشرط السابق ذكره للحصول على
سطح مستوى أن يجب أن يتعاون ثقل الجسم ومفصلى الكوع واآلرجل وجميع الوصالت الموجودة بجسم البراد
فيما بينها للتنسيق فى تأثير القوى الناتجة من اليد اليمنى وكذلك من اليد اليسرى ,وذلك واضح من شكل (-1
37أ ،ب) وشكل ( 37-1ج ،د) .يبين الشكل ( 37-1أ) حركات المفاصل عند األبتداء 0وشكل(37-1
ب) يبين وضع مفاصل الجسم عندما يتحرك المبرد قليالً لألمام يبين شكل( 37-1جـ) وضع مفاصل الجسم
عندما يتحرك المبرد الى األمام ايضاً ,وأخيراً يبين شكل( 37-1د) وضع الجسم فى نهاية مشوار القطع 0
شكل ( 27-1ج ،د) شكل ( 37-1أ ،ب)
إذا كان المقطع المطلوب برادته فى حالة البرادة المستوية ذا عرض ثابت يجب أن تكون قوى الضغط على المبرد
مؤثرة فى محور المبرد سواء من اليد اليمنى أو من اليد اليسرى آلن تساوى أنتظام الضغط بين المبرد والشغلة يؤدى
الى إزالة رايش متساوى من كل السطح جميعه مما يجعل السطح الناتج مستوياً يبين شكل( )38-1هذه الحالة
شكل ()38-1
إستخدام العدد اليدوية (برادة) 38 دليل المتدرب
-1-12-4ترحيل الضغط على المبرد
أن عرض سطح األرتكاز
للمبرد هنا أصغر من عرض
السطح المراد برادته لهذا فإن
إزالة الرايش تكون كبيرة فى
الضغط الوسطى وهكذا
فإن ترحيل الضغط نحو اليمين أو
اليسار يجب أن يكون بشكل يسمح
بالبرادة المتساوية على العرض
الكلى للشغلة
شكل ( 39-1ب) شكل ( 39-1أ)
عند برادة سطح ضيق من جهه وعريض من جهه أخرى يجب ترحيل الضغط عن محور المبرد سواء من اليد
اليسرى أو محاولة تدوير المبرد باليد اليمنى فى إتجاه عرضى تجاه المساحة الكبرى .وبذلك نضمن أن ما
يتحمله السنتيمتر المربع من الضغط متساو على كل السطح كما نضمن إزالة منتظمة للرايش من السطح وشكل
( 39-1أ) يبين حالة برادة " قورة " عمود اسطوانى يبين شكل ( 39-1ب) حالة برادة سطح ضيق من احد
جهتيه وعريض من الجهه األخرى 0
إستخدام العدد اليدوية (برادة) 39 دليل المتدرب
-1-12-5التغذية العرضية
من المعلوم أن ضغط القطع على المبرد يؤثر فى مشوار القطع فقط ويزال فى مشوار الرجوع يبين شكل(-1
40أ) الضغط المؤثر اثناء مشوار القطع كما أن يبين شكل ( 40-1ب) إزالة الضغط اثناء مشوار الرجوع0
شكل ( 40-1أ ،ب)
وعند البرادة المستوية للسطوح العريضة يتحرك المبرد فى األتجاه العرض كما هو مبين بشكل ( )41-1فى
مشوار الرجوع فقط وأثناء التغذية العريضة فى مشوار الرجوع تزال قوى القطع ويمكن أن يكون التغذية
العرضية (السحب الجانبى) الى اليمين والى اليسار 0
شكل ()41-1
السحب المنتظم المتساوى إلى الجهتين يسبب إزالة منتظمة للرايش من السطح المشغل
إستخدام العدد اليدوية (برادة) 40 دليل المتدرب
-1-12-6تدريب عملى :تشغيل قطعة على شكل متوازى مستطيالت كما هو موضح بالرسم
الهدف من التدريب-:
.1التدريب على اإلمساك الصحيح المبرد
.2التدريب على الوقوف الصحيح أثناء عملية البرادة
.3التدريب على البرادة المستوية
.4التدريب على برادة األسطح المتعامدة والمتوازية بدون إستخدام أدوات قياس
العدد واألدوات المستخدمة-:
.1عدد 1مبرد مبطط خشن "12
.2عدد 1مبرد مبطط ناعم " 10
.3عدد 1زاوية قائمة
.4عدد 1فرشة سلك
إستخدام العدد اليدوية (برادة) 41 دليل المتدرب
خطوات التشغيل-:
.1تثبيت المشغولة بين فكى المنجلة بطريقة مستوية
.2إزالة الرائش من مكان قطع المنشار
.3إزالة الصدأ من جميع أسطح الشغلة بإستخدام الطرف المدبب بمقدمة المبرد
.4برادة أى سطح بمبرد خشن (تخشين) وإ تخاذه كسطح إسناد عند برد باقى األسطح
.5يراعى أن يكون الضغط على المبرد متساوىاً من الطرفين
.6مراجعة السطح المشغل بالزاوية القائمة
.7برادة السطح الثانى المتعامد مع األول (تخشين)
.8أضبط يدك أثناء عملية البرادة بحيث تكون أفقية وموازية لفك المنجلة
.9برادة السطح الثالث الموازى للسطح األول والمتعامد مع الثانى
.10برادة السطح الرابع الموازى للسطح الثانى والمتعامد مع الثالث
.11برد السطح الخامس والسادس (تخشين) مع مراعاة التعليمات السابقة
.12تتم عملية البرادة التنعيمية باستخدام مبرد " 10ناعم بنفس الخطوات السابقة للحصول على سطح ناعم
.13اإلنتهاء من التمرين وتزييته
.14تنظيف العدد واألدوات ووضعها فى مكانها الصحيح
إستخدام العدد اليدوية (برادة) 42 دليل المتدرب
-1-12-7البرادة المحدبة:
فى البرادة المستوية تكون حركة المبرد فى مشوار القطع موازية لسطح الشغلة أما فى حالة البرادة المحدبة
فيمكن أن تتم بإحدى الطرق التالىذكرها فيما بعد والتى يلزم أن يكون فيها سطح المبرد مالمساً لكل نقطة من
السطح المطلوب برادته وهذا هو الدافع لتدوير المبرد حول محوره الطولى أو العرضى 0
تدوير المبرد حول المحور الطولى له -1-12-7-1
يتم ذلك كما هو موضح فى شكل ()42-1
شكل ()42-1
-1-12-7-2تدوير المبرد حول المحور العرضى له
و يكون ذلك كما هو موضح فى شكل ()43-1
شكل ()43-1
إستخدام العدد اليدوية (برادة) 43 دليل المتدرب
-1-12-7-3تدوير المبرد حول المحور الطولى والعرضى
عند عمل شطف على السطوح اإلسطوانية يكون فيها تدوير المبرد الزما حول المحور الطولى والعرضى
للمبرد كما هو موضح بشكل ()44-1
شكل ()44-1
-1-12-8البرادة المقعرة
يتطلب البرد المقعر استعمال مبارد مستديرة أو نصف دائرية كما يجب أن تكون استدارتها اصغر من استدارة
قطعه الشغلة التى يراد بردها كما فى شكل()45-1
شكل ()45-1
إستخدام العدد اليدوية (برادة) 44 دليل المتدرب
وتتم البرادة المقعرة اما بدون سحب جانبى شكل( 46-1أ) أو مع وجود سحب جانبى شكل
( 1-46ب)
شكل ( 46-1ب)
شكل ( 46-1أ)
-1-12-9برادة السطوح الكروية
عند البرد الكروى يستلزم األمر استخدام كل من نوعى حركة المبرد فى نفس الوقت أى يدار حول محوره
الطولى والعرضى فى وقت واحد كما هو مبين بشكل ()47-1
شكل ()47-1
إستخدام العدد اليدوية (برادة) 45 دليل المتدرب
-1-12-10ماكينات البرادة (التجليخ)
نظرا ألن عملية البرد اليدوية عملية شاقة من الناحية البدنية فقد صممت ماكينات تؤدى هذه العملية وذلك لتقليل
مجهود اإلنسان ،وهى ثالثة أنواع
-1-12-10-1ماكينات ذات قرص برادة
وهذه الماكينة تشمل محرك كهربائى يدير قرص برادة ذا أسنان مصنوع من صلب المبارد (الصلب العالى
الكربون) وقد تكون هذه األسنان بقطعتين أو بقطع واحد كالمبارد تماماً وشكل( )48-1يبين نوعاً من هذه
الماكينات ويظهر فيه السائد الذى تستند علية الشغلة إلتمام عملية البرد عند دورة القرص وضغط الشغلة
الموضوعة على الساند الى القرص
شكل ()48-1
إستخدام العدد اليدوية (برادة) 46 دليل المتدرب
-1-12-10-2ماكينة البرادة الشريطية
فى هذا النوع يتحرك شريط مركب به قطع بأطوال صغيرة من المبارد بحيث يمكنها أن تتحرك على طارتين
وتنتقل الحركة من المحرك الكهربائى الى أحدى الطارتين فتدور الطارة األخرى نظراً لمرور شريط البرادة
على الطارتين ويوجد ساند توضع عليه الشغلة المطلوب برادها انظر شكل()49-1
شكل ()49-1
إستخدام العدد اليدوية (برادة) 47 دليل المتدرب
-1-12-10-3ماكينة البرادة الترددية:
فى هذا النوع من الماكينات تركب مبارد خاصة ويتحرك المبرد حركة ترددية وتوضع الشغلة على الصينية
(المنضدة) لسندها الى المبرد المتردد ,ويوضح شكل( )50-1الماكينة وأجزائها 0
شكل ()50-1
إستخدام العدد اليدوية (برادة) 48 دليل المتدرب
المراجعة الذاتية للمعلومات
س :1عرف المبرد وماهى أجزاؤه؟
س :2عرف أنواع المبارد المختلفة ؟
س :3صنف المبارد حسب نوع القطع لألسنان؟
س :4ما هى إجراءات الأمان الواجب اتخاذها عند استخدام المبرد؟
إستخدام العدد اليدوية (برادة) 49 دليل المتدرب
إجابة المراجعة الذاتية للمعلومات
س :1عرف المبرد وماهى أجزاؤه؟
ج :1هو عدة قطع مسننة ويتكون من-:
-1سيالن مبرد المدبب الذى يركب منه اليد الخشب للمبرد0
-2سالح المبرد هو الذى تقوم بعملية البرد عن طريق أسنانة النختلفة0
س :2عرف أنواع المبارد المختلفة؟
ج :2أنواع المبارد-:
مربع -مبطط -ذيل الفآرة -مثلث مسنن فى وجه واحد -مثلث مسنن فى الثالث أوجه -سكينة نصف دائلرة0
س :3صنف المبارد حسب نوع القطع لألسنان؟
ج :3تصنف المبارد حسب نوع القطع لالسنان
-1مبارد ذات أسنان مفردة عدلة تستعمل للمعادن الطرية رصاص وقصدير0
-2مبارد ذات أسنان مفردة مائلة تستعمل للنحاس والزنك0
-3مبارد ذات أسنان مزدوجة القطع للمواد الطرية 0
-4مبارد ذات أسنان محببة القطع تستعمل للخشب والجلود واللدائن0
س :4ما هى إجراءات اآلمان الواجب اتخاذها عند إستخدام المبرد ؟
ج :4إجراءات الأمان عند استخدام المبرد
.1يجب أال يستخدم بدون مقبض0
.2عدم الطرق عليه
.3تجنب السقوط على األرض
.4عدم ربطه بين فكى المنجلة
.5التنظيف الدورى بفرشة السلك
إستخدام العدد اليدوية (برادة) 50 دليل المتدرب
اصطالحات وتعاريف-:
لبرادة المساحات الكبيرة واالسطح الخشنة مبرد مستطيل
للبرادة الخشنة والناعمة على األسطح المستوية مبرد مبطط
لبرادة االركان والقطع المثلثية مبرد مثلث
لبرادة االسطح المقعرة والقطع المستديرة مبرد دائرى
لبرادة األسطح المقعرة والقطع المستديرة مبرد نصف دائرى
لبرادة األركان والقطع المتعامدة مبرد مربع
أداة لقياس األبعاد واألقطار الداخلية والخارجية قدمة ذات الورنية
والأعماق
أداة لقياس األقطار الخارجية والداخلية واالعماق ميكرومتر
بدقة عالية
أداة لشنكرة األرتفاعات على زهرة الشنكرة قدمة اإلرتفاعات
أداة لضبط تعامد االسطح وإ ستواءها الزاوية القائمة
إستخدام العدد اليدوية (برادة) 51 دليل المتدرب
وحدة عمل
:MT 1.1.1استخدام العدد اليدوية (قياسات
ميكانيكية)
الجزء الثانى (اليوم الثانى)
إستخدام العدد اليدوية (برادة) 52 دليل المتدرب
الهدف من الجزء الثانى-:
بعد اإلنتهاء من هذه الجزء يكون المتدرب قادراً على التعرف على-:
أدوات القياس 0 -
قراءة القدمة ذات الورنية 0 -
إستخدام قدم اإلرتفاعات فى الشنكرة 0 -
قراءة ميكرومتر القياس 0 -
اإلستخدام الصحيح للمبارد والزاوية القائمة 0 -
إستخدام العدد اليدوية (برادة) 53 دليل المتدرب
-2القياسات الميكانيكية
2-1انوع القياسات
يوجد ثالثة أنواع من القياس لألغراض العادية وهى-:
" والقياس من ناحية واحدة والقياس بين نهايتين:
القياس الطولى
شكل ( 1 -2أ)
شكل ( 1-2ب)
ويتم القياس الطولى بواسطة القدم الصلب (شكل 1-2أ) ،وطريقة أستعماله مبينه فى (شكل 1-2ب) حيث يتم
القياس من نهاية واحدة كما هو مبين بشكل (.)2-2
شكل ()2-2
إستخدام العدد اليدوية (برادة) 54 دليل المتدرب
" والبرجل المقص أو القدمه الفكية ذات الورنية
أما القياس بين نهايتين فإنه يتم بواسطة .البرجل الكروى
والميكرومتر كما هو مبين بشكل( 3-2أ ،ب ،جـ ،د) ويكون القياس بين نهايتين أدق من القياس الطولى
وذات النهاية الواحدة بصفة عامة ،حيث أنه قياس للمسافة بين سطحين عن طريق األحساس بالتماس بين
السطحين 0ويمكن بواسطة البراجل والقدم الصلب القياس فى حدود دقه تبلغ 0.5مم
شكل ()3-2أ
شكل ()3-2ب
شكل ()3-2د
شكل ()3-2ج
شكل ()3-2
إستخدام العدد اليدوية (برادة) 55 دليل المتدرب
"
" فيعطينا
القدمة الفكية ذات الورنية فيمكن أن تعطينا دقه 0.1مم 0.05 ،مم 0.02 ،مم ،أما الميكرومتر
دقه 0.01مم 0
شكل ()4-2
يجب عند أستعمال القدم الصلب أن يكون خط النظر متعامدًا على خط القياس حتى ال يحدث خطأ بسبب
" وهذا واضح من الشكل(0)4-2 األختالف النظرى
إستخدام العدد اليدوية (برادة) 56 دليل المتدرب
-2-2القدمه الفكية ذات الورنية شكل (:)5-2
شكل ()5-2
تتركب القدمة ذات الورنية من-:
- 1الفك الثابت
- 2مسطرة القياس (المقياس الرئيسى)
- 3الفك المتحرك
- 4ورنية القياس
وعندما تكون القدمه الفكية ذات الورنية مقفلة ،أى الفكان منطبقان ،يكون صفر الورنية مع صفر المقياس
الرئيسى 0
" كل منها أقل من
" مقسم إلى ملليمترات وأنصاف الملليمترات ،أما الورنية فمقسمة الى أقسام
المقياس الرئيسى
" على حسب دقة الورنية 0 أقسام المقياس الرئيسى
إستخدام العدد اليدوية (برادة) 57 دليل المتدرب
2-2-1طريقة اللقياس بالقدمة الفكية ذات الورنية
" للشغلة ،يبين
" فكيها
يجب أن تكون القدمه ممسوكـة بطريقــة معينه بحيث يمكن األحساسبتالمس
" متعامدًا على القراءة 0
" النظـر شكل ( )6-2الطريقة الصحيحة لهذه المسكة ،مع مراعـاة أن يكون مستوى
شكل ()6-2
2-2-2كيفية قراءة الورنية
يتكون مقاس أى بعد بدقة من مرحلتين :األولى تمثل قراءة عدد الملليمترات الصحيحة والثانية تمثل قراءة
ال عند قياس بعد 16.4مم يكون الرقم 16ممث ً
ال لعدد الملليمترات الصحيحة الكسر أى (جزء الملليمتر) .فمث ً
0.4هو كسر الملليمترات 0وكما ذكرنا من قبل أنه عندما ينطبق فكى القدمه الفكية ذات الورنية يكون صفر
" كما فى شكل (.)7-2 الورنية منطبقًا مع القياس الرئيسى
شكل ()7-2
إستخدام العدد اليدوية (برادة) 58 دليل المتدرب
وعلى ذلك فيمكن أن تقرأ 16.4مم كاآلتى:
إذا كان صفر الورنية أمام 16مم تمامًا من المقياس الرئيسى يكون حقيقة البعد 16مم تمامًا شكل ()8-2
" المقياس الرئيسى يكون الكسر
" الورنية مع أى قسم من أقسام
أما إذا زاد بحيث أنطبق الرقم الرابع من أقسام
0.4مم كما فى شكل ()9-2
شكل ()9-2 شكل ()8-2
" يجب أن تفهم الفكرة فيها ولماذا يكون قراءة " أن عرفنا كيفية أستعمال الورنية العشرية وقرالاءتها
واآلن وبعد
" وتكون القراءة 0.7عندما يكون خط الورنية السابع الكسر 0.4عندما يكون خط الورنية الرابع هو المنطبق
هو المنطبق وهكذا 0
و كما سبق إيضاحه أن القدمه الفكية تتكون من تدريجين أساسيين هما المقياس الرئيسى والورنية
" من(شكل )55فإذا كان المقياس الرئيسى مقسم الى ملليمترات ومقياس الورنية مقسم بحيث أن تسعة أقسام
" طرح قسم من " على الورنية طولها ولذا تكون الدقة مساوية لباقى " عشرة أقسام" تناظرأقسام المقياس الرئيسى
" المقياس" الورنية (شكل )10-2وعلى ذلك يكون القسم من أقسام " من أقسام" وقسمأقسام المقياس الرئيسى
الرئيسى مساويًا 1مم أما تدريج الورنية فالقسم فيه 9/10مم 0
دقة الورنية = 0.1 = 0.9 -1مم
شكل ()10-2
إستخدام العدد اليدوية (برادة) 59 دليل المتدرب
وكما هو واضح من شكل 60فإذا أنطبق أول خط فى تدريج الورنية مع أول خط من تدريج المقياس
" الورنية هو
" 0.1مم وإذا كان الخط الثانى من خطوط الرئيسى فهذا معناه أن المسافة بين الفكين تساوى
المنطبق كانت المسافة بين الفكين تساوى 0.2مم 00وهكذا
" يكون:
" السابقة وفيها
" يكون أقسامه أكبر من األقساموقد صمم نوع آخر من الورنيات
" مقسم الى ملليمترات - 1المقياس الرئيسى
" على الورنية" عشرة أقسام
" تناظر - 2أقسام الورنية مقسمه بحيث أن 19قسمًا من أقسام المقياس الرئيسى
طو ً
ال 0
" المقياس الرئيسى تساوى 2مم ويكون قسم واحد من أقسام الورنية مساويًا وعلى ذلك فإن قسمين من أقسام
" أى أن: 19مم مقسومًا على عشرة أقسام
قسمان من أقسام المقياس الرئيسى = 2مم
،قسم واحد من أقسام الورنية = 1.9مم
" -قسم م أقسام الورنية دقه الورنية = قسمان من أقسام المقياس الرئيسى
= 0.1 = 1.9 - 2مم
2-2-3الورنية التى تقرأ 0.05مم:
يبين شكل ( )11-2الورنية وهى مقسمه بحيث أن المقياس الرئيسى مقسم الى ملليمترات أما الورنية فمقسمة
بحيث أن 19قسماً من أقسام المقياس الرئيسى تناظر عشرين قسماً على الورنية طوالً0
شكل رقم ()11-2
" = 1مم قسم من أقسام المقياس الرئيسى
،قسم من أقسام الورنية = 19/20
" الورنية
" من أقسام
" المقياس الرئيسى -قسم" من أقسام
وتكون دقة الورنية = قسم
الدقه = 0.05 = 0.95 - 1 = )19/20(-1مم
" والورنية 0.05مم .وكما سبق توضيحة فإن الرقم وبذلك يكون الفرق بين قسمين من أقسام المقياس الرئيسى
" مباشرة أما الكسر فيقرأ بواسطة الورنية 0الصحيح يقرأ على المقياس الرئيسى
إستخدام العدد اليدوية (برادة) 60 دليل المتدرب
2-2-4الورنية التى تقرأ 0.02مم:
هذه الورنية مقسمه بحيث أن القياس الرئيسى مقسم الى ملليمترات والورنية مقسمه بحيث أن:
" 50قسمًا على الورنية طو ً
ال ،وعلى ذلك يكون: " تناظر 49قسمًا من أقسام المقياس الرئيسى
" = 1ممقسم واحد من أقسام المقياس الرئيسى
قسم واحد من أقسام الورنية = 0.98 = 49/50مم
" الورنية
" المقياس الرئيسى -قسم من أقسام
دقه الورنية = قسم من أقسام
= 0.02 = 0.89 - 1مم
2-2-5الورنيات التى تقرأ بالبوصة:
" مقسم الى بوصات والبوصة مقسمة الى 40قسمًا فيكون هذه الورنيات مقسمة بحيث أن المقياس الرئيسى
قيمه كل قسم منها مساويًا 40 /1بوصة = 0.025بوصة
" مقسم الى 25قسمًا على الورنية
أما مقياس الورنية فمقسم بحيث أن 24قسمًا من أقسام المقياس الرئيسى
" المقياس الرئيسى = 0.025= 1/40 وعلى ذلك يكون القسم من أقسام
" الورنية = 0.024 =24/25×0.025بوصة والقسم من أقسام
وتكون الدقة = 0.001 = 0.024 - 0.025بوصة
إستخدام العدد اليدوية (برادة) 61 دليل المتدرب
2-2-6أمثلة محلولة
مثال :1
" مقسم الى أنصاف ملليمترات وأن عشرة أقسام من الورنيةأوجد أصغر قراءة لورنية فيها المقياس الرئيسى
" طو ً
ال0 " على المقياس الرئيسىتناظر تسعة أقسام
الحل
" من أقسام المقياس الرئيسىعشرة أقسام من أقسام الورنية = تسعة أقسام
= 4.5 = 0.5×9مم
قسم من أقسام الورنية = 0.45 = 10 ÷ 4.5مم
وتكون أصغر قراءة للورنية = 0.05 = 0.45 - 0.5مم
مثال :2
أوجد أقل قراءة لورنية إذا علمت أن المقياس الرئيسى مقسم الى ملليمترات وأن عشرة أقسام من أقسام
" طو ً
ال. الورنية تناظر 19قسمًا من أقسام المقياس الرئيسى
الحل
10أقسام من أقسام الورنية = 19مم
= 1.9 = 10 ÷ 19مم قسم واحد
وتكون دقة القياس = 0.1 = 1.9 - 2مم
مثال :3
" مقسم الى أنصاف ملليمترات وان 25قسمًا من أقسام الورنية تناظر 49قسمًا مناذا كان المقياس الرئيسى
" 0أوجد أقل قراءة للورنية 0
أقسام المقياس الرئيسى
قيمة قسم واحد من أقسام الورنية = 49/50 =25 /0.5×49مم
قيمة ضعف قسم من أقسام المقاس الرئيسى = 1مم
= 0.02 = )50 ÷ 49( - 1مم
ولقد أستخدمت هذه الفكرة فى بعض أجهزة القياس ،وسنقوم بشرح مقاييس األرتفاعات واألعماق ذات
الورنية وكذلك المنقلة ذات الورنية 0
إستخدام العدد اليدوية (برادة) 62 دليل المتدرب
2-3قدمة األرتفاعات ذات الورنية:
يعتبر مقياس األرتفاعات تطبيقاً مباشراً
للورنيات .وكما هو مبين بشكل ()12-2
يستخدم الجهاز فى قياس أرتفاعات األجزاء ،
وذلك بوضع الشغلة المطلوب قياسهـا على
الزهرة الخاصة بذلك ووضـع مقياس
األرتفاعات على نفـس الزهرة وتالمس حــد
مقياس األرتفاع بالشغلة .وبذلك يمكـن
قياس أرتفاعها بالدقة التى تقرأها ورنية
المقياس 0كمـا يستخـدم فى شنكرة األبعاد
الدقيقة حيث أن هذا الجهاز غالى الثمن إذا
شكل ()12-2
قورن بالشنكار العادى ،لذا ويجب
ألا يستعمل إلا حينما يتحتم ذلك 0
2-3-1مقياس األعماق ذا الورنية
ويستعمل فى قياس أعماق الثقوب
أو البروزات بدقة حسب دقــة
المقياس ،ويتكـون من المقيـاس
الرئيسى ومقـياس ذى الجناحين
كما هو مبين بشكل ()13-2
شكل ()13-2
إستخدام العدد اليدوية (برادة) 63 دليل المتدرب
" أن يقرأ بدقة
" لمقياس األعمــاق
يبين شكلا ( )15-2( ، )14-2طريقــة أستعمــاله ،ويمكــن
" ومقياس الورنيـة على هذا األساس 0
0.1مم أو 0.05مم أو 0.02مم ،ويقسم المقيــاس الرئيسى
شكل ()14-2
شكل ()15-2
إستخدام العدد اليدوية (برادة) 64 دليل المتدرب
2-4المنقلة ذات الورنية:
نستخدم الفكرة األساسية فى الورنية فى المنقلة المدرجة الى درجات لقياس الكسر من الدرجة حيث تقرأ
" ،أما األجزاء الصغيرة (الكسور) فتقرأ على الورنية 0ويكون الجزء الدرجات الكاملة على المقياس الرئيسى
المنزلق عادة ذا تدريجين :أحدهما فى أتجاه اليمين واآلخر يقرأ فى أتجاه اليسار ،أى أنه يمكن قراءة الزوايا
" هذه المنقلة ذات الورنية
حتى 180من ناحيتين كما هو واضح من شكل ( .)16-2وتتركب
شكل ( )17-2من قرص دائرى أ يمثل المقياس الرئيسى مثبت على ذراع ومن قرص آخر يتحرك حول
نفس محور القرص األول ،وتوجد مسطرة ب مثبته بالقرص المنزلق 0والمسطرتان تحصران بينهما
الزواية المطلوب قياسها 0
شكل رقم ()16-2
شكل رقم ()17-2
إستخدام العدد اليدوية (برادة) 65 دليل المتدرب
" 60يمكن أن تظهر كزاوية منفرجة قيمتها 120وفى هذه الحالة فأننا نقرأ وعند قياس زاوية حادة قيمتها
" فى قراءة األجزاء الصغيرة" وبعد ذلك نستمرالرقم الصحيح الى آخر درجة كاملة على المقياس الرئيسى
" (0 ) 50 55 " فى نفس أتجاه الورنية 0يبين قراءة قدرها
(الدقائق)
" بشرح النوعين الشائعين فيها ،حيث أن األولى تقرأ
ولفهم الفكرة فى هذه الورنية وكيفية معرفة دقتها فستقوم
خمس دقائق واآلخرى تقرأ دقيقتين0
شكل()18-2
شكل()19-2
إستخدام العدد اليدوية (برادة) 66 دليل المتدرب
2-4-1المنقلة ذات الورنية التى تقرأ خمس دقائق:
" مقسمًا الى درجات صحيحة ويكون الجزء المنزلق (الورنية) مقسمًا بحيث أن 23 يكون المقياس الرئيسى
قسمًا من أقسام المقياس الرئيسى تناظر 12قسمًا على الورنية كما هو مبين بشكل .70وفى هذه الحالة تكون
" ناقص قسمًا من أقسام الورنية 0 الدقة مساوية قسمين من أقسام المقياس الرئيسى
أى أن الدقة = قسمان من أقسام المقياس الرئيسى -قسم من أقسام الورنية 0
وفى حالة المذكورة والمبينة بشكل ( )20-2يكون-:
قسمان من أقسام المقياس الرئيسى = 2
قسم من أقسام الورنية = 23/12
∵ ،الدرجة = 60دقيقة الدقة = 1/12 = 23/12 - 2
"
∴ الدقة = 5 = 60×1/12دقائق
شكل ()20-2
النوع الثانى الذى يقرأ دقيقتين:
" مقسمًا الى درجات ،ويكون مقياس الورنية مقسمًا بحيث أن 29قسمًا وفيه يكون المقياس الرئيسى
" 30قسمًا على الورنية .وعلى ذلك يكون القسم الواحد من أقسام الورنية
" تناظرمن أقسام المقياس الرئيسى
29 /30
" الورنية
" المقياس الرئيسى -قسم من أقسامالدقة = قسم من أقسام
= 1 - 29/30 = 1/30
= 2 = 60×1/30دقيقة
2-5الميكرومترات
مقدمة:
" هو جهاز يقرأ األبعاد بدقة أكثر من دقة القدمات الفكية ذات الورنية ،ويتكون من السندان -
الميكرومتر
الهيكل -صامولة الزنق -العمود -الجلبة المخروطية والسقاطة كما فى شكل ()21-2
إستخدام العدد اليدوية (برادة) 67 دليل المتدرب
شكل ()21-2
" يجب فحص الخطأ الصفرى والتأكد من نظافة العمود والسندان ومراعاة عدموقبل أستعمال الميكرومتر
أستعمال القوة فى قفل الميكرومتر إذا كان بدون ساقطة ثم التأكد من الضبط الصحيح لصامولة الزنق 0
2-5-1الميكرومتر الذى يقرأ 0.01مم:
يمثل السندان الجزء الثابت مع الهيكل أما العمود فهو الذى يتحرك وتكون المسافة بينهما هى طول البعد
المطلوب قياسة 0
"
" حركته من عمود مقلوظ ذى خطوة معينة .يبين الشكل( )22-2أجزاء الميكرومتر وبأخذ العمود
" فى العمود .تقسم الجلبة المخروطية الى 50قسمًا وخطوة عمود القالووظ تساوى 2 /1مم .هذا معناه وقطاع
" 2/1مم 0 أنه إذا دار العمود دورة كاملة فإنه يتحرك فى إتجاه طولى مسافة قدرها
وذلك فكلما دار العمود دورة كاملة دارت أيضًا الجلبة دورة 50قسمًا ،وعلى ذلك إذا تحرك العامود قسم
" بمقدار
واحد أى بمقدار 50 /1من اللفه فإنه يتحرك فى إتجاه طولى
100/ 1 ×= 1/2 1/50
إستخدام العدد اليدوية (برادة) 68 دليل المتدرب
شكل ()22-2
" أما
" الصحيح من القراءة يقـرأ على المقياس الرئيسى وكما سبق شرحة فى الورنيـات ،فإن الرقم
" يقفل الفكان يكون
" القول فى القدمات الفكية ذات الورنية فعندما
الكســر فيقرأ على الورنية 0وكمـا سبـق
" 0يبين شكل ( )23-2بعض القراءات-: صفر الورنية منطبقًا على صفر المقياس الرئيسى
" 10.50مم وشكل ( )23-2ب يبين قراءة قيمتها 12.01مم يبين شكل( )23-2أ قراءة قيمتها
" 16.70مم وشكل ( )23-2ج يبين قراءة قيمتها
شكل ( )23-2أ
شكل ( )23-2ب
شكل ( )23-2ج
إستخدام العدد اليدوية (برادة) 69 دليل المتدرب
يبين شكل ()23-2د قراءة قيمتها 22.35مم
" الطالب بإستعمــال يجب أن يقــوم
الميكرومتر عمليًا وأن يراعى القراءات
0.01 ، 0.99 ، 0.98 ، 0.51 ، 0.49 ، 0.48
آلن هذه القراءات قد تكون غير واضحة وتحتاج للتدريب الكافى لتالفى الخطأ فيها.
شكل ( )23-2د
يبين شكل ( )24-2قراءة ميكرومتر انجليزية قدرها 0.298بوصة
شكل ()24-2
إستخدام العدد اليدوية (برادة) 70 دليل المتدرب
2-5-1-1أمثلة محلولة
مثال :1
" مقسم الى 50قسما فما هى دقته
" الجزء المخروطى" خطوة سنه 0.5مم ومحيط ميكرومتر
الحل
التقدم للفه الواحدة الكاملة = 0.5مم
التقدم للقسم الواحد = 1من الـ 0.5
∴ الدقة = 1/100 = 1/2 ×50/ 1مم
مثال :2
" مقسم الى 20قسمًا 0ماهى دقة هذا
" الجزء المخروطىافترض أن ميكرومتر خطوة سنه 1مم ومحيط
"0الميكرومتر
الحل
اللفه الكاملة تعطى تقدمًا قدره 1مم
" تقدمًا قدره 1مم
أى قسم واحد يعطى
∴ قسم واحد يعطى تقدمًا 1من الـ 1مم
= 1/20 = 1 ×1/100مم
= 0.05مم
مثال :3
افترض أن يمكرومترًا خطوته 2مم المطلوب منه أن يقرأ حتى 0.1فكم يكون عدد أقسام الجزء المخروطى
الحل
اللفه الكاملة تعطى تقدمًا قدره 2مم
"× التقدم
الدقة = /1عدد األقسام
∴ ن = 20 = 2/0.1 * 1قسمًا /1 = 0.1ن×2
إستخدام العدد اليدوية (برادة) 71 دليل المتدرب
2-5-2الميكرومتر األنجليزى (الذى يقرأ بالبوصة)
مثال :4
"
" 40سنة/البوصة ،وكانت الجلبة مقسمة الى 25قسمًا ،فإوجد
" لميكرمتر انجليزىإذا كان عمود القالووظ
"0دقة هذا الميكرومتر
الحل
اللفة الواحده تناظر حركة العمود وتساوى 0.025 = 1بوصة
40
وبما أن عدد أقسام الجلبة 25قسمًا فإن:
القسم الواحد يناظر 1/25من الـ 0.025
1/1000 = = 1000/ 25× 1
تمارين
" به 40سنة/البوصة فإذا كان محيط جزئة المخروطى مقسمًا الى 25قسمًا 0فما قيمة القسم - 1ميكرومتر
الواحد 0
" مقسمًا الى 50قسمًا ، - 2أفترض أن ميكرومترًا عدد خطواته 20سنة/البوصة ،وكان جزؤه المخروطى
فما قيمة القسم الواحد0
"ًا عدد خطواته 40سنة/البوصة وكان المطلوب أن يقرأ حتى 0.0005من - 3إذا فرضنا أن ميكرومتر
البوصة فكم يكون عدد أقسام الجلبة المخروطية 0
إستخدام العدد اليدوية (برادة) 72 دليل المتدرب
2-5-3أنواع أخرى ممن الميكرومترات:
" منه .يصنع هذا العمود من الصلب " وكذلك جلبته يمثالن الجزء الدقيق
" فى الميكرومترأن عمود القالووظ
السبائكى غير القابل للصدأ أو للإنكماش وهو مقسى ومجلخ ولذلك كانت تكاليف إنتاجه كبيرة .من أجل ذلك
تصنع الميكرومترات بحيث تقرأ لمدى صغير من صفر الى 25مم0
الميكرومترات التى تقرأ من 25الى 50مم فأكثر
توجد ميكرومترات أخرى لتقرأ من 25الى 50مم وأخرى من 75 - 50مم ،وثالثة من 100 - 75مم
" غالية" تزيد عن ذلك يجعل ثمن تكاليف الميكرومترات وهكذا ،والسبب فى ذلك أن إنتاج هذا العمود بأطوال
" وهى مزودة بعمود طوله يمثل النهاية الصغرى للقراءة فمث ً
ال يبين شكل ( )25-2أحد هذه الميكرومترات
" الذى يقرأ من 25مم إلى 50مم تكون طول هذه القطعة 25مم تمامًا حتى يمكن قياس الخطأ للميكرومتر
"0
الصفرى له وكذلك ليمكن ضبط الميكرومتر
شكل ()25-2
فى حالة الميكرومتر الذى يقرأ من صفر الى 25مم فإن عند قفل الفكين وأنطباقهما تكون قراءة الميكرومتر
" 25مم أما بين
صفر ،أما فى حالة الميكرومتر يقرأ من 25الى 50مم فإنه عند وضع القطعة التى طولها
الفكين تكون قراءة الميكرومتر 25مم تمامًا 0
2-5-4الميكرومترات ذات السندانات القابلة لإلستبدال:
"
" واحد مزود" يمكن لميكرومترهناك نوع آخر من الميكرومترات يمكن فيه أستبدال السندان الثابت وبذلك
بمجموعة السندانات الثابتة القابلة لإلستبدال يمكن أن يقرأ من صفر الى 150مم فى الوقت نفسه يكون طول
العامود المقلوظ حوالى 32مم فقط وهذا موضح بشكل (0 )26-2
شكل ()26-2
إستخدام العدد اليدوية (برادة) 73 دليل المتدرب
2-5-5ميكرومترات التزجة:
" تزجه كالمبينه بشكل ( )27-2يمكن أن تقرأ 1/1000مم والفكرة فيها " أيضًا ميكرومترات
ويوجد
أنه بد ً
ال من الجلبة المخروطية الصغيرة الحجم عملت الطارة الكبيرة المبينه بالشكل والتى أمكن تقسيمها الى
500قسم 0
شكل ()27-2
" 1من 2/1مم
" تساوى بد ً
ال من 50قسمًا ولذلك فإنه دقه الميكرومتر
1000
"
(حيث أن 1/2مم = خطوة عامود القالووظ)
1/1000مم ∴ الدقة = = 1/2× 1/500
= 0.001مم
إستخدام العدد اليدوية (برادة) 74 دليل المتدرب
2-5-6ميكرومترات قياس سن القالووظ:
" الخارجية
" المثلث وكذلك فى قياس األقطار
يستخدم هذا الميكرومتر فى قياس القطر الفعال ألسنان القالووظ
وهو ميكرومتر عادى يقرأ 1/100مم أو 1/1000بوصة ولكن سندناته
" مجموعة من السندانات ذات خطوات لقياس السن " ضمن كل علبة بها ميكرومتر " ،ويوجديمكن تغييرها
الفرنسى إذا كان الميكرومتر يقرأ بالملليمتر أو مجموعة من السندانات ذات خطوات مختلفة لقياس السن
" يقرأ بالبوصة .ومن الطبيعى أن يكون الفرق فى السندانات هى زاويتها ألنها
األنجليزى إذا كان الميكرومتر
" مع مجموعة " يبين شكل ( )28-2هذا الميكرومتر 60فى السن الفرنسى 555 ،فى السن الأنجليزى
سندانات 0
شكل ()28-2
" واآلخر به مجرى حتى يمكن ألطراف السندانات أن تسند على سطحوكل سندانين مترافقين أحدهما بروز
األسنان الداخلية من جهــه والخارجية من الجهة اآلخر وشكل ( )29-2يبين ذلك كما يبين قطر السن
" الذى يمكن هــذا الميكرومتر قياسـه
الفعال والقطـر الخارجى
شكل ()29-2
إستخدام العدد اليدوية (برادة) 75 دليل المتدرب
2-5-7ميكرومترات القياس الداخلى
" القياس الداخلى ويوجد نوعان من
" الداخلية للتجاويف األسطوانية يتم إستعمل ميكرومتر
إذا أريد قياس األقطار
" الخارجى ولكن فكين وعند استعماله يدخل " بنفس تصميم الميكرومتر
هذه الميكرومترات ؛ األول مصنوع
"
الفكان فى الثقب المطلوب قياسه كما هو مبين بشكل (.)30-2وهذه الميكرومترات مصممة لتقيس أقطار
وأبعاد فى حدود من 25الى 55مم ويمكن اختبار الخطأ الصفرى بقفل الفكين وقياس الفكوك الخارجية
"
ال صفر قراءة للميكرومتر بواسطة ميكرومتر خارجى 25 -مم 0ويكون عرض الفكين ممث ً
شكل ()30-2
والنوع الثانى شكل 81ويتكون من عمود وجلبة ويركب فيه سندانتان بمقاسات مختلفة قابلة للاستبدال 0
" نفسه من المقياس ومداها من 200 - 50مم ويكون جسم الميكرومتر
" عليها
" التى يمكن الحصول " الداخلى اإلنجليزى يكون المدى من 2الى 1والسندانات
وفى حالة الميكرومتر
تمكننا من قياس األطوال 9 ، 8 ، 7 ، 6 ، 5 ، 4 ،3بوصة .كما يوجد أيضًا جلبة طولها 2/1بوصة يمكن
أن يركب مع الوصلة وبذلك تعطى مقاسات 000 4.5 ، 3.5 ، 2.5.وهكذا 0
شكل ()31-2
إستخدام العدد اليدوية (برادة) 76 دليل المتدرب
"
ومدى المقياس فى الميكرومترات الفرنسية هو 100مم وعند تركيب جلبه طولها مم مع السندانات يزداد
" 100 ، 90 ، 80 ، 70 ، 60 ، 50 مدى القياس بها 5مم وبذلك يصبح مدى القياس األصلى للميكرومتر
مم ويضاف اليها 105 ، 95 ، 85 ، 75 ، 65 ، 55مم عند تركيب الجلبة ويمكن اختبار الخطأ الصفرى
فى هذه الميكرومترات بواسطة ميكرومتر خارجى 0
2-5-8مقياس األعماق الميكرومترى:
ويتركب من قاعدة على شكل حرف Tيدخل فيها سندانات قابلة لالستبدال المكان قياس أعماق مختلفة ،أما
" ويكن قياس الخطأ الصفرى بإستعمال قوالب قياس " فهى كما فى ميكرومـتر القياس الخارجى رأسالميكرومتر
منزلقة وذلك بوضع قالبين من قوالب قياس المنزلقة (وهى قوالب تصنع بمقاسات دقيقة يبلغ التفاوت فيها
0.001مم (متساويين فى االرتفاع ويقاس العمق بينها بواسطة مقياس األعماق وعلى ذلك يحدد الخطأ
" مبين بشكل ( )32-2األجزاء الصفرى من عدمه ،ومقياس األعماق الميكرومترى
-1الساند
-2عمود القياس
-3الهيكل
-4الكوستبان (الجلبة)
-5ذراع اإلحكام (الزنق)
"
-6مسمار الضغط
شكل ()32-2
2-5-9ميكرومترات تقرأ 0.001مم:
" عادية تقرأ 1/100مم
وهذه الميكرومترات ماهى اإل ميكرومترات
مضافًا إليها ورنية عشرية لقراءة 10/ 1من القراءة األصلية وهى مبينه بشكل ()33-2
وبذلك تصبح الدقة = 1/1000 = 100/ 1 ×10/ 1مم
شكل ()33-2
إستخدام العدد اليدوية (برادة) 77 دليل المتدرب
" بهذه الدقة حسب طبيعة
ويمكن أن تصنع ميكرومترات للقياس الخارجى أو الداخلى أو لقياس سن القالووظ
استعمالها 0
إستخدام العدد اليدوية (برادة) 78 دليل المتدرب
المراجعة الذاتية للمعلومات-:
وضح القراءات التالية المبينة بالرسم التالى -1
إستخدام العدد اليدوية (برادة) 79 دليل المتدرب
وضح األجزاء التالية المبينة بالرسم وما هى أداة القياس ونظرية عملها-: -2
اقرأ القراءات التالية الموضحة بالرسم: -3
إستخدام العدد اليدوية (برادة) 80 دليل المتدرب
وحدة عمل
:MT 1.1.1إستخدام العدد اليدوية (الشنكرة)
الجزء الثالث (اليوم الثالث)
إستخدام العدد اليدوية (برادة) 81 دليل المتدرب
الهدف من الجزء الثالث-:
بعد اإلنتهاء من هذه الجزء يكون المتدرب قادراً على التعرف على-:
أدوات الشنكرة وإ ستخدامها 0 -
إستخدام قدم اإلرتفاعات فى الشنكرة 0 -
ضبط أجناب المعدن وتعامدها 0 -
إستخدام العدد اليدوية (برادة) 82 دليل المتدرب
3-1تعريف الشنكرة-:
الشنكرة هى عملية نقل األبعاد الموجودة على الرسم الى الشغلة حتى يمكن القيام بتنفيذها فى الورشة ولكى
يمكن نقلها يجب إستعمال بعض األدوات 0
وتتوقف مستلزمات الدقة عند الشنكرة على عوامل معينة ،ونظراً لأن الثقوب المطلوب عملها ثم برغلتها فى
مكان معين بالذات تستلزم اقصى دقة للشنكرة فإن المقاسات التى ستشطب بقياسها بالميكرومتر أو بالقدمة
الفكية ذات الورنية (الباكوليس) يمكن أن تكون أقل دقة نوعاً ما ،ولذلك يمكن أن تشنكر بمعدات اقل ثمناً 0
وعندما يكون مقاس التشطيب ليس مهماً كما فى حالة الشكل الخارجى منجلة مثال يكون من المناسب العمل
بمعدات اقل ثمناً 0
ويوجد نوعان من القياس اثناء الشنكرة وأخذ األبعاد ؛ هما القياس الطولى والقياس بين نهايتين.
عادة يكون القياس بين نهايتين أدق من القياس الطولى ،حيث إنه قياس للمسافة بين سطحين بواسطة
األحساس بالتماس بين السطحين والعدة المستعملة فى القياس .من العدد المستخدمة فى هذا النوع من القياس:
برجل القياس الداخلى (المقص) وبرجل القياس الخارجى (الكروى) – القدمة الفكية ذات الورنية (الباكوليس)
– الميكرومتر 000الخ 0
أما القياس الطولى فيعتمد على النظر لتحديد العالمة المطابقة للمقاس المطلوب على األسطح المختلفة فى
الحاالت يكون القياس الطولى أقل دقة من القياس األخر لألسباب األتية:
األعتماد على النظر أقل دقة من األعتماد على حاسة اللمس 0 -1
سمك (تخانة) العالمات (تقسيم المسطرة مثال) يقلل الدقة 0 -2
وجود فرص لاختالف النظر (الاختالف النظرى) -3
ولهذا يفضل دائما القياس بين النهايتين 0
انظر الى األشكال ( )4-2( ، )3-2( ، )2-2( ، )1-2من الباب الثانى والخاص بالقياسات 0
3-2سطوح وخطوط اإلستناد:
يجب أن يكون هناك نقطة أو خط إستناد لجميع عمليات الشنكرة يسمى المحور األساسى ،فمثالً نقطة اإلستناد
بالنسبة للدائرة هو مركزها .وعندما يتطلب الأمر شنكرة خط يوازى وجه شغلة يمكن أعتبار وجه الشغلة هو
محور اإلستناد لعملية الشنكرة .فى هذه الحالة يوضع سطح الشغلة على زهرة الشنكار وبواسطة عدد الشنكرة
األخرى يمكن شنكرة الخط المطلوب 0
وفى جميع حاالت الشنكرة فى البرادة يجب إنشاء خط أستناد أو نقطة أو سطوح أستناد لنبدأ منها عمليات
القياس للخطوط المختلفة .وتكون سطوح اإلستناد هى ثالثة سطوح متعامدة ونقطة اإلستناد هى ملتقى هذه
السطوح الثالثة التى يمكن الحصول عليها كاآلتى:
نبرد أحد سطوح الشغلة برداً مستوياً (وعدالً) تماماً 0 -1
(عدال) ويكون عمودياً تماماً على السطح األول 0
ً نبرد سطحاً أخر برداً -2
إستخدام العدد اليدوية (برادة) 83 دليل المتدرب
نبرد سطحاً ثالثاً مجاوراً للسطحين السابقين برداً عدال ويكون عمودياً تماماً عليهما .وفى هذه الحالة -3
يكون الركن الذى تتالقى فيه هذ السطوح الثالثة هو نقطة اإلستناد الذى تبدأ من عندها قياس وشنكرة الشغلة.
أنظر شكل ()1-3
شكل ()1-3
يالحظ اثناء الشنكرة أن يكون هذا الركن (نقط تالقى السطوح الثالثة) مطابقاً دائما لسطح زهرة الشنكار ويمكن
أن تكون نقطة اإلستناد غير صحيحة بسبب أن أحد السطوح غير مطابق للشروط الواجب توافرها .وبذلك يكون
تالقى هذه السطوح الثالثة غير مضبوط (متعامد)
لهذا ينبغى أن يكون كل سطح وصحيحاً متعامداً قبل البدء فى إستعدال سطح آخر وهكذا ويجب عند األنتهاء من
ضبط سطح من جميع الوجوه إعتباره أساساً يضبط عليه السطح التالى .وبعد األنتهاء من هذه السطوح الثالثة ال
يجب أن يعاد برد أحد هذه السطوح حتى ال تفقد العالقة بين األسطح الثالثة وتبقى نقطة اإلستناد صحيحة 0
3-2-1استخدام[ سطوح اإلستناد فى قياس األبعاد أثناء الشنكرة:
يجب أن تقاس جميع األبعاد من سطوح اإلستناد حتى يمنع تراكم األخطاء وكما سيأتى فيما بعد أن لكل بعد حدوداً
للتفاوت المسموح به وواضح من شكل ( )2-3أهمية عدم تجميع تراكم الخطأ (التفاوتات لألبعاد المختلفة)
شكل ()2-3
3-3المواد والعدد المستخدمة فى الشنكرة:
3-3-1مواد األظهار:
لكى نستطيع وضع عالمات على السطوح المشغلة يجب استعمال مادة إظهار وهذه المواد يمكن أن تكون:
-1محلول طباشيرى وكحول 0
-2الطباشير 0
-3كبريتات النحاس 0
تستعمل غالباً كبريتات النحاس المخففة ألن نتيجة تفاعلها مع الحديد تعطى طبقة من النحاس األحمر الرقيقة مما
يجعل العالمات تظهر بسهولة وتظل محفوظة من المسح اثناء عمليات التشغيل بعكس الطباشير الذى يسهل
مسحة اثناء عمليات التشغيل .وتنتج طبقة النحاس األحمر طبقاً للمعادلة الكيماوية األتية:
إستخدام العدد اليدوية (برادة) 84 دليل المتدرب
حديد +كبريتات نحاس = كبريتات حديد +نحاس
3-3-2شوكة العالم:
وتستعمل فى شنكرة السطوح (وضع العالمات) وتصنع من الــصلب العالى الكـربون (صلب العدة) .يجب أن
تكون الشوكة دائماً مسنونة ومقساه ،وتستعمل الشوكة الصلب لشنكرة المعادن الحديدية ،أما المعادن اللينة
كالألمونيوم وخالفة فتستعمل له شوكة من النحاس األصفر حتى ال تؤثر فى المعدن وتحدث به حزوزاً تؤدى الى
إضعافة ويبين شكل ( )3-3نوعين من هذه الشوكات .عند إستعمال هذه الشوكات فى رسم الخطوط (إذا كانت
مادة اإلظهار هى كبريتات النحاس) أن يحفر النحاس فيظهر اللون أألبيض للحديد واضحاً 0
شكل ()3-3
3-3-3البرجل العدل:
تستخدم البراجل العدلة وتكون من ساقين مدببين فى رسم الدوائر وأقواس الدوائر تسهيالً لعملية الشنكرة ،وهى
على عده أنواع ومقاسات :فالنوع (أ) يستخدم فى المقاسات العادية أما النوع (ب) فيستخدم فى الدوائر الكبيرة
التى يصل نصف قطرها الى 150مم .يبين شكـل ( )4-3كيفية استعمال البرجل ذى الساقين فى رسم الدوائر 0
شكل ()4-3
إستخدام العدد اليدوية (برادة) 85 دليل المتدرب
3-3-4البرجل الشوكة:
هو برجل ذو (رجلين) احداهما دببة واألخرى مثنية ويستخدم فى رسم الخطوط الموازية لحافة
معينة .يبين شكل ( )5-3طريقة أستخدام هذا البرجل
شكل ()5-3
3-3-5الزنبة:
تصنع الزنبة من الصلب العالى الكربون المقسى والمراجع وتجلخ وتسن بزاوية تناسب المعدن المطلوب تزنيبه.
تكون هذه الزاوية كبيرة فى المعادن الصلدة الناشفة (كالزهر والصلب وصغيرة) .يبين
شكل ()6-3
شكل ()6-3
إستخدام العدد اليدوية (برادة) 86 دليل المتدرب
فى المعادن اللينة (الطرية) أحد أشكال الزنب المستخدمة فى الورش.
ويكون كل الطرف المدبب للذنبة كاآلتى:
30ºللتزنيب فى المعادن اللينة كالنحاس األحمر واأللمونيوم (شكل 7-3أ) 60ºللتزنيب فى المعادن المتوسطة
كالصلب الطرى والمتوسط شكل ( 7-3ب) 75ºللتزنيب فى المعادن الصلدة (الناشفة) كالزهر كما فى (شكل
7-3جـ)
كيفية التزنيب:
تزنيب خطوط الشنكرة لكى ال تمحى اثناء خطوات التشغيل بالورشة وايضاً تستعمل لعمل الزنب فى األجزاء
المطلوب ثقبها 0والطريقة موضحة بشكل ( )8-3حيث تمسك الذنبة باليد اليسرى بين األصابع كما هو مبين
بشكل ( 8-3أ) ولكى تتأكد من وضع الطرف المدبب للذنبة على الخط المطلوب شنكرة تميل الذنبة لنرى وتتأكد
ان طرفها وضع على النقطة المطلوب تذنيبها بالضبط شكل ( 8-3ب) ثم نعدل الذنبة ونجعلها رأسية على
السطح المطلوب تذنيبه (شكل 8-3جـ) وباليد اليمنى نطرق بالجاكوش طرق مناسبـة (شكل 8-3د)
شكل ( 8-3ب) شكل ( 8-3أ)
شكل ( 8-3ج)
شكل ( 8-3د)
إستخدام العدد اليدوية (برادة) 87 دليل المتدرب
3-3-6زاوية البراد القائمة:
وتتكون من سالح مركب فى قاعدة على شكل متوازى
مستطيالت وهما مثبتان ببعضهما بحيث تكون بينهما زاوية
قائمة تماماً شكل ( )9-3ويجب أختبار قائمية السالح فى
القاعدة كل فترة زمنية للتأكد من أنها مضبوطة ويتم هذا
شكل ()9-3 األختبار إما بزاوية أمامية
(عيارية) على سطح زهرة الشنكرة أو على قورة اسطوانية
مجلخة وسطوحها متعامدة تماماً مع قاعدتها
3-3-7زهرات الشنكرة:
زهرة الشنكرة هى عده دقيقة يجب بذل عناية خاصة للمحافظة عليها .ومن غير المسموح به أن توضع عدداً
أخرى غير دقيقة على سطوح زهرات الشنكرة أو أن تتالمس معها .كما يجب أن يزال الرايش الناتج عن برادة
المشغوالت من حوافها قبل وضعها على زهرة الشنكرة منعاً لإتالف سطحها باإلضافة الى تسببه فى عدم دقة
الشنكرة يبين شكل ( )10-3أحد هذه األنواع 0
شكل ()10-3
وتصنع الزهرات من الحديد الزهر ويجب المحافظة على سطحها من سقوط أى جسم يؤثر على (دقة استواء
سطحها) ،كما يجب مراعاة وضع الشغالت وعدد القياس بعناية على الزهرة اثناء العمل عليها .يجب أن تغطى
زهرة الشنكرة دائماً بطبقة من الزيت لتمنعها من الصدأ 0فى حالة عدم استعمال الزهرة يجب أن تكون مغطاة
بغطاء من الخشب ليقيها من األتربة وغيرها .الغرض األساسى من زهرة الشنكرة هى أن تعمل كسطح مستو
يمكن الرجوع إليه فى الحكم على ضبط استواء سطح اخر ،باإلضافة الى اعتبارها كسطح اساس أثناء عملية
الشنكرة 0القدم الصلب ومقياس والشنكار العادى والحساس والزهرات حرف V 0هى األكثر استعماالً مع
زهرة الشنكرة
إستخدام العدد اليدوية (برادة) 88 دليل المتدرب
3-3-8زهرات الشنكرة شكل :V
تستعمل هذه الزهرات فى الشنكرة ،وتوجد عادة أزواج من هذه الزهرات يكون كل زوج متماثل أى بنفس
المقاسات ومجلخان وملقطان ومشطبان معًأ ويكون لهما نفس األرقام المكتوبة عليها .تصنع هذه الزهرات من
الحديد الزهر وجميع زواياها قائمة 90ºيبين شكل ( )11-3وشكل ( )12-3نوعاً آخر من الزهرات التى
وتستخدم فى سند طرفى األعمدة الدورانية الطويلة اثناء شنكرتها 0
شكل ()11-3
شكل ()12-3
إستخدام العدد اليدوية (برادة) 89 دليل المتدرب
الشنكار العادى: 3-3-9
يستعمل اساساً فى شنكرة خط مواز لسطح زهرة
الشنكرة ،وعلى بعد معين ويتركب فى أبسط صورة
من قاعدة وعمود مركب عليه شوكة فى العمود
ليسمح لها بالحركة لتحديد اإلرتفاع المطلوب ويسمح
عادة بحركة زاوية للشوكة فى مستوى رأسى وذلك
من أجل الضبط الدقيق لطرف الشوكة.
شكل ()13-3
يبين شكل ( )13-3الشنكار العادى بنوعية ،أما شكل
( )14-3فيوضح طريقة استخدامهما0
شكل ()14-3
3-3-10الشنكار الحساس:
هو المبين بشكل ( ، )15-3ويمكن ضبطه بعد وضع طرف الشوكة على ارتفاع تقريبى وعمل الضبط النهائى
لألرتفاع المطلوب بواسطة مسمار الضبط الدقيق حيث يلف المسمار الخاص بالضبط الدقيق وبإخراج البنزين
الموجودين بقاعدة الشنكار يمكن ان يعمال كدليل لقاعدة الشنكار .وإ ذا أسند الى حافة زهرة الشنكرة فإنه يمكن
رسم خط افقى مواز لهذه الحافة 0
شكل ()15-3
إستخدام العدد اليدوية (برادة) 90 دليل المتدرب
3-3-11مقياس اإلرتفاعات:
يستخدم فقط أثناء الشنكرة فى تحديد مواقع الثقوب
المضبوطة لإنه جهاز غالى الثمن ،وكما يدل عليه
اسمه فهو يستخدم فى تحديد الإرتفاعات مأخوذة من
سطح زهرة الشنكرة لنقلها الى الشغلة وله ورنية
بحيث تستطيع به الحصول على دقة تصل الى 0.02
مم 0
ويكون عادة ذا طرف حاد منفصل يمكن سنه
واستبداله .ويجب مراعاة أن يكون السن على السطح
المائل فقط لكى يحتفظ بدرجة دقته العالية كما هو
شكل ()16-3 موضح بشكل (0 )16-3
3-3-12المجموعة المركبة (زاوية التعامد المؤتلفة)
تتركب هذه المجموعة من أربعة أجزاء رئيسية هى- :
-1مسطرة مدرجة الى ملليميترات وبوصات بطول 300مم وبالمسطرة مجرى بطولها لكى تركب فيها
األجزاء اإلضافية ،
– 3منقلة زاوية -2رأس قائمة ،
-4ضلعى زاوية لتحديد المركز:
وعندما تركب المنقلة فى المسطرة يمكن أستخدامها فى قياس الزوايا كما هو مبين فى الشكل ()17-3
شكل ()17-3
إستخدام العدد اليدوية (برادة) 91 دليل المتدرب
شكل ( )17-3وملحق بها ميزان مياه (تسوية) لكى يمكن الضبط التمام ،وتستعمل فى شنكرة الخطوط المائلة
بزاوية معلومة 0
عندما تركب الرأس القائمة يمكن استخدامها فى قياس الزوايا 90º ،545كما فى شكل ( 18-3أ)
شكل ( 18-3أ)
وعندما تركب ضلعاً الزاوية يمكن استخدام المجموعة فى إيجاد مراكز السطوح المستديرة مثل مركز قورة عمود
اسطوانى وهذه الزاوية مبينة بشكل ( 18-3ب)
شكل ( 18-3ب)
إستخدام العدد اليدوية (برادة) 92 دليل المتدرب
3-4عمليات الشنكرة
4-1- 3رسم الخطوط:
يمكن رسم خطوط متعامدة بواسطة المسطرة حيث
يبين شكل ( )19-3طريقة رسم مجموعة من
الخطوط فشكل ( 19-3أ) رسم خطوط مستقيمة
بواسطة القدم الصلب والشوكة.
شكل (19-3أ)
وشكل ( 9-3ب) يبين رسم مجموعة خطوط متوازية
بواسطة زاوية قائمة أ.
شكل (19-3ب)
ما شكل ( 19-3جـ) فيبين طريقة نقل شكل طبعة
على سطح شغلة.
شكل (19-3ج)
3-4-2إيجاد نقطة مركز السطح الجانبى لقضيب مستدير المقطع
3-4-2-1باستخدام[ زاوية تحديد المراكز:
شكل ()20-3
أشرنا فيما سبق الى كيفية استعمال زاوية إيجاد المراكز الموجودة ضمن زاوية التعامد الموتلفة
وش كل ( )20-3ي بين طريقة إيج اد المركز برسم قط رين عن طريق المس طرة المنص فة ال رأرس الزاوية فى
وضعين مختلفين للشغلة ،ويكون تالقى الخطين هو المركز 0
إستخدام العدد اليدوية (برادة) 93 دليل المتدرب
3-4-2-2استخدام[ زنبة جرسية شكل (:)21-3
وهى تتكون من جزء مخروطى جرسى الشكل زنبة ينزلق
فى راس مخروطه زنبة محملة بياى ،ويوضع الغطاء
المخروطى عمودياً على سطح نهاية الشغلة األسطوانية
(عمود أسطوانى) وتطرق الزنبة بواسطة مطرقة .بهذا
تترك الزنبة عالمة على مركز قورة العمود تماماً ويمكن
استخدام هذه الزنبة لعدة مقاسات من األعمدة 0
شكل ()21-3
3-4-2-3باستخدام البرجل الشوكة:
ويمكن استخدامه فى إيجاد المركز التقريبى للسطح الدائرى
وذلك بوضع (رجل) البرجل على محيط الشغلة أما الطرف
المدبب للبرجل فيوضع على السطح المطلوب تحديد مركزه
ويرسم ثالثة اقواس متقاطعة نحصل على مثل تقريبيى
ويكون المركز فى وسط حد المثلث0
شكل ()22-3
إستخدام العدد اليدوية (برادة) 94 دليل المتدرب
3-4-3ايجاد المركز باستخدام الشنكار العادى الحساس:
يمكن استعمال الشنكار العادى أو الحساس بعد وضع الشغلة على زهرة حرف Vويمكن بواسطة الشنكار رسم
قطر تقريبى ويمكن (تدوير) القضيب 90ºعلى القطر المرسوم بحيث يكون عمودياً على القطر األول ويتم ذلك
باستخدام زاوية قائمة كما هو مبين بشكل ( .)23-3نرسم خطأ ثانياً مشابهاً لألول وبعد تدوير القضيب 90º
اخرى نرسم خطأ ثالثاً موازيا للخط لألول ثم يدار القضيب 90ºاخرى ونرسم خطأ رابعاً فينتج مربع صغير
وبتوصيل قطرية يكون نقطة تالقى القطرين هى مركز الدائر .يبين شكل ( )24-3خطوات العمل السابق
شرحها 0
شكل ()23-3
شكل ()24-3
إستخدام العدد اليدوية (برادة) 95 دليل المتدرب
-:3-4-4تدريب عملى
-ً1شنكرة مربع على قورة عمود اسطوانى:
خطوات العمل:
بعد وضع الشغلة على زهرة حرف Vوباستعمال الشنكار العادى اتبع األتى-:
-1اوجد ارتفاع المركز وارسم القطر الصحيح أ ب بواسطة شنكار عادى شكل ( 25-3أ)
-2اضبط أ ب رأسياً بواسطة زاوية قائمة وارسم بنفس ارتفاع الشنكار القطـر جـ 0
شكل ( 25-3ب)
-3حاول ضبط أ جـ افقياًُ بواسطة شنكار عادى ثم ارسم خطأ افقياً واست ــمر فى (تدوير) الشغلة ورسم
بقية اضالع المربع (شكل 25-3جـ)
إستخدام العدد اليدوية (برادة) 96 دليل المتدرب
-3-5تدريب عملى-:
عمل تعشيقة عدلة
الهدف من التمرين:
عمل تعشيقة عدلة والتدريب على جميع العمليات السابقة فى البرادة. -
التدريب على عملية الشطف وعمل اقواس. -
الخامات:
خوصة صلب – .ST 37
العدة المستعملة:
مبارد 12تخشين – مبارد 10تنعيم – أدوات قياس – قدمة ارتفاعات – بونط مناسبة – محدد قياس – أجنة وجاكوش
– زاوية قائمة.
إستخدام العدد اليدوية (برادة) 97 دليل المتدرب
خطوات التشغيل:
-1ضبط ثالثة أسطح متعامدة بالمبرد والزاوية القائمة.
-2ضبط االسطح الثال ثة األخرى باستخدام الزاوية واألجنة لتصفية األبعاد حسب الرسم.
-3شنكرة التمرين بالنسبة للقطعتين.
-4النشر الزالة الزوايا.
-5تصفية الزيادات.
-6عمل الشطفين والقوسين.
-7تشطيب التمرين وتنعيمة.
-8التنظيف والتزييت لألدوات والعدد المستخدمة.
Working Plan
1
2
3
4
5
6
7
8
إستخدام العدد اليدوية (برادة) 98 دليل المتدرب
المراجعة الذاتية للمعلومات
س :1ما الفرق بين شوكة العالم وزنب العالم ؟
ج :1شوكة العالم :تستخدم لعمل خطوط طويلة وعرضية على سطح المعدن
زنب العالم :تستخدم لعمل نقط غائرة فى المعدن
س :3أذكر مسميات األدوات التالية؟
إستخدام العدد اليدوية (برادة) 99 دليل المتدرب
وحدة عمل
:MT 1.1.1إستخدامـ العدد اليدوية (النشر والـتاجين)
الجزء الرابع (اليوم الرابع)
إستخدام العدد اليدوية (برادة) 100 دليل المتدرب
الهدف من الجزء الرابع-:
بعد االنتهاء من هذا الجزء يصبح المتدرب قادراً على التعرف على-:
أنواع صفائح المنشار 0 -
إستخدام المنشار اليدوى 0 -
األوضاع المختلفة لسالح المنشار أثناء النشر 0 -
زوايا أسنان المنشار 0 -
أنواع األجناب 0 -
إزالة جزء من المعدن بإستخدام األجنة والجاكوش 0 -
إجراءات السالمة أثناء العمل باألجنة والجاكوش 0 -
إستخدام العدد اليدوية (برادة) 101 دليل المتدرب
-4النشر والتأجين
1- 4النشر
النشر هو إزالة ج ذاذات صغيرة بواسطة حواف قاطعة (أسنان) عديدة شبيهة باألزاميل ومرتبه وراء بعضها
البعض فى الجانب الضيق من نصل المنشار 0
وتؤثر عده أسنان فى نفس الوقت على سطح المعدن ويستخدم النشر أساساً فى عمليات الفصل وقطع الثقوب
والمجارى 0
شكل ()1-4
إستخدام العدد اليدوية (برادة) 102 دليل المتدرب
4-1-1أدوات العمل منشار معادن يدوى
-4-1-2زوايا أسنان المنشار
يطابق شكل سن صفائح النشر اليدوى يطابق الشكل األسفنجى لألوجه ،وكذلك تطابق تسميات الزوايا على سن
النشر التسميات على األوجه وتتوقف على هدف األستخدام (مادة العمل ونوع وجوده القطع) المبرد ،ولذلك
يجب أن يختار نوع المنشار تبعاً لهدف الإستعمال (مادة العمل) ونوع القطع وجودته كما هو موضح بالرسم.
زاوية الجرف γ زاوية األسفين زاوية الخلوص
شكل ()2-4
إستخدام العدد اليدوية (برادة) 103 دليل المتدرب
4-1-3أنواع صفائح المنشار اليدويى:
-الصفائح الخشنة
تستخدم فى نشر المعادن الناعمة(الطرية)
الصفائح المتوسطة
تستخدم للمعادن الصلبه العادية
الصفائح الناعمة
تستخدم لنشر المعادن عالية الصالبة
(الناشفة)
شكل ()3-4
الشكل التالى يوضح زوايا أسنان المنشار
إستخدام العدد اليدوية (برادة) 104 دليل المتدرب
4-1-4الوضع الصحيح للجسم أثناء عملية النشر-:
شكل ()4-4
إستخدام العدد اليدوية (برادة) 105 دليل المتدرب
4-2الـتأجين
التأجينى " القطع باألجنة أو األزاميل "
الت أجين عمليه تش غيل للخام ات تس تخدم فيها عدة خابورية
م اده الط رف ،هى األجن ة أو األزميل ،ويتغلغل الط رف
الح اد الق اطع لألجنه فى الخاصة نتيجة ال دق بالمطرقة أو
الجاكوش على رأس األجنه شكل ( 5-4أ ،ب ،جـ ،د)
وتتم هنا عده عمليات تأجين مختلفة:
-الفلق (الفصل ،باألجنه
شكل ( 5-4أ) -القص باألجنحة
-إزالة الرايش (القطع) باألجنه
* عند إستخدام األجنه فى فلق (فصل)الخامة ،تغلغل األجنه
فى الخامة وتزيح جزءاً منها وتدمج جزءاً آخر ثم يتولد شق
يزداد عمقاً بإستمرار التأجين الى أن يتم فلق المشغولة
شكل ( 5-4ب)
* عند القص باألجنة يقع خط القطـع أعلى
مسافة مسند خلفى للمشغولة مباشرة ،بحيث
يكون التأثير الخدشى لألجنة مصحوباً بعملية
قص
شكل ( 5-4ج)
* عند القطع (إزالة الرايش) باألجنــه
توضع األجنة مائلة على المشغولة بزاويـة
تتيح إزالة رايش الخامة بالتأثير الخـدشى
لألجنة
شكل ( 5-4د)
إستخدام العدد اليدوية (برادة) 106 دليل المتدرب
أسلوب العمل عند القطع (إزالة الرايش) باألجنة
عند بدأ التأجين ،توضع األجن ة مائلة على المشغولة ،بحيث
ينشأ فى المش غولة بإس تمرار تغلغل األجن ة فى الخام ة ،
يص حح ميل األجن ة الى زاوية الض غط المق ررة تقطع األجنة
شكل ( 6-4أ) جيداً إذا كانت زاويةو خلوصها تتيح ثبات تخانة
الرايش طوال عملية القطع شكل ( 6-4أ)
زاوية الضبط أكبر من الالزم
يتغلغل الط رف الق اطع لألجنة بعمق أك بر من الالزم ،ومن
ثم فلن يقتلع رايش من الخامة شكل ( 6-4ب)
شكل ( 6-4ب)
زاوية الضبط أصغر من الالزم
ي نزلق الحد الق اطع لألجن ة ويك ون القطـع غ ير منتظم ش كل (
6-4جـ) توقـف عن الت أجين قبل بل وغ نهاية الس طح ،والا
إنفلقت الخامة ،ثم أجن الج زء ااألخ ير فى إتج اه مع اكس
شكل ( 6-4ج) لإلتجاه األصلى شكل ( 6-4د)
شكل ( 6-4د)
عند تأجين أسطح ضيقة
ضع األجن ة فى وضـع مائل ،لتحس ين الإس تفاده من ع رض
األجنة ،وتحمـياللحد القاطع لألجنه كله بشكل متجانـس شكل
( 6-4هـ)
شكل ( 6-4هـ)
إستخدام العدد اليدوية (برادة) 107 دليل المتدرب
-عند تأجــين األسطح الكبيــرة ،عليــك
تأجــين عــده مجارى (ثقـوب) أوالً
(بأجنه متقاطعة الطـرف) بعــد ذلك أزل
البروزات الوسيطه (بأجنحة مبططه الطرف)
عليك دائماً توجيه نظرك إلى الحد القاطــع
لألجنه ،بذا فقط يمكنك مراقبة عمل األجنه 0
أقبض على جذع األجنه جيداً بيدك اليسرى ،فى حين
تتولى يدك اليمنى توجيه المطرقة (الجاكوش)
شكل ()7-4 المناسب وزنه لمقاس األجنحة المستخدمه 0لن يمكن بلـوغ
التأثير الكامل لعمليه التأجين ،إلا من خالل القبض السليم
على جذع األجنة والتوجيه السليم وضربات المطرقة
إستخدام العدد اليدوية (برادة) 108 دليل المتدرب
4-2-1أنواع األجنات (األزاميل)
تميز أنواع األجنات (األزميل) حسب نوع إستخدام كل منها
-أجنه مفلطحة ـ للتأجـين مـن الداخـل أومى الخارج ،ولكسر الحواف ،وتأجين األسطح المستوية شكل (8-4
أ)
شكل ( 8-4أ)
-أجنــه متقاطعــة الطــرف للتأجين الداخلى والخارجى ،وتأجــين المجارى (الثقوب) 0
شكل ( 8-4ب)
-أجنة المجارى ،لتأجين وشق مجارى التزليق شكل ( 8-4جـ)
شكل ( 8-4جـ)
-أجنة قص ،لقص األلواح المعدنيـة الرفيعة -شكل ( 8-4د)
شكل ( 8-4د)
تتمدد درجة نحافة جذع (نصاب) األجنة ومقدار زاوية الخابور فى األجنة بواسطة صالده ومتانه الخامه المراد
تأجينها 0
فالخامات الصلده عاليه المتانه تتطلب أجنه قصيرة متغلغلة (لتالفى الكدمات) وبزاوية إسفين كبيرة (هـ = 60
- 80للص لب) .ويمكن ت أجين الخام ات الرخ وه بأجن ات نحيفة ،تقل زاوية الخ ابور فيها عن 30( 60
للخشب مثالً)
إستخدام العدد اليدوية (برادة) 109 دليل المتدرب
4-2-2تفادى الحوادث والتلفيات
ش كل ( 9-4أ ،ب ،جـ) -إن وضع الجسم الص حيح وإرش اد أو توجيه ال دق مع توجيه األجنـة الص حيح إلى
جانب جهة النظــر الصحيحة مع التنفيذ السليم لتعليمـات الأمن لتنفيذ التأجين الجيد الخالى مـن الحوادث 0
-يجب أن يكون رأس األجنة خاليــاً من الرايــش والشحـم لتالفـى إنزالق المطرقة (الجاكوش) ممـا قد يؤدى إلى
إصابات مؤلمة فى اليد
شكل ( 9-4أ)
-لمنع تط اير ال رايش ح ول موضــع الت أجين ،ينبغى وضع س ياج حمايـة على المنجلة ،وعليك دائم اً إرتـداء
نظارة حماية عند التأجين 0
شكل (9-4ب)
إذا أس قطت المطرقة مائلة على م ؤخرة األجنه ،فقد تح دث ك دمات للـيد تك ون مؤلمة للغاية ،ت ؤدى الى إن زالق
األجنـة وإ نفالتها 0
شكل ( 9-4ج)
إستخدام العدد اليدوية (برادة) 110 دليل المتدرب
-4-3تدريب عملى:
التدريب على النشر والتأجين
الهدف العام من التمرين-:
-1اكتساب المتدرب مجموعة من المهارات الفنية الخاصة بمهنة الميكانيكا.
التدريب على تسوية األسطح باستخدام المبرد والزاوية القائمة. -
التدريب على تعامد الجوانب بزاوية . 90 -
التدريب على عملية القياس باستخدام القدمة ذات الورنية. -
التدريب على عملية النشر المائل والعدل. -
التدريب على عملية التأجين. -
إستخدام العدد اليدوية (برادة) 111 دليل المتدرب
الخامات:
صلب حرف :U
العدد المستخدمة:
مبارد – أدوات قياس – منشار يدوى – أجنات
خطوات التشغيل:
ضبط وتسوية األسطح باستخدام المبرد والزاوية.
تصفية التمرين بالمقاسات المطلوبة بالمبرد والزاوية.
شنكرة التمرين حسب الرسم.
عملية النشر العدل والمائل.
اجراء عملية التأجين بازالة الجزء الذى تم نشره.
تشطيب التمرين وتنعيمة.
تنظيف وتزييت األدوات والتمرين.
Working
1
2
3
4
5
6
7
8
إستخدام العدد اليدوية (برادة) 112 دليل المتدرب
وحدة عمل
إستخدام العدد اليدوية MT 1.1.1:
(عمليات الثقب والتخويشـ والبرغلة)
الجزء الخامس (اليوم الخامس)
إستخدام العدد اليدوية (برادة) 113 دليل المتدرب
الهدف من الجزء الخامس-:
بعد االنتهاء من هذا الجزء يصبح المتدرب قادراً على التعرف على-:
أنواع المثاقب والبنط 0 -
زوايا الحد القاطع لبنطة الثقب 0 -
سرعة القطع والغرض منها 0 -
األنواع المختلفة للخواش 0 -
األنواع المختلفة للبراغل 0 -
عملية الشنكرة وتحديد المراكز للثقوب 0 -
إستخدام العدد اليدوية (برادة) 114 دليل المتدرب
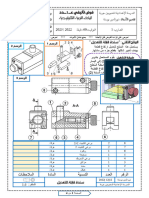
- 5الثقب والتخويش والبرغلة
5-1الثقب
" أزالة المعدن بواسطةهو عملية إحداث فراغ أسطوانى فى المعادن بقطر معلوم ويتم هذا التفريغ عن طريق
" مساويًا للقطر المطلوب ثقبه ،وتركب هذه العدة القاطعة فى عدة قاطعة تسمى الثقاب (البنطة) يكون قطرها
ماكينة الثقب ،ولعمل ثقب شغلة يتبع اآلتى:
- 1يجب تحديد مكان الثقب وتوضيحة بواسطة تزنيبه ليكون دليلاً لنزول دليل البنطة 0
" مناسبة 0
- 2تجهيز الثقاب (البنطة) وسنه بزوايا
- 3ربط الشغلة على ماكينة الثقب وبدء عملية الثقب 0
"زة
"طة أجه" يمكن أن يجرى الثقب أما يدويًا أو مكنيًا حيث تثبت القطعة المطلوب تشغيلها فى منجلة أو بواس"
تثبيت خاصة على ماكينة الثقب ،وأثناء الثقب يتحرك المثقاب حركتين فى وقت واحد ؛ إحداها دورانية وهى
الحركة الرئيسية والأخرى تقدمية وتكون فى أتجاه محور المثقاب (التغذية)
5-1-1أنواع الثقابات (البنط):
أ) البنطة البلدى
ب) بنطة ذات قنوات ملتوية (بنطة ملفوفة)
أ) البنطة البلدى:
ويعتبر الثقاب البلدى هو أول مثقاب استعمل وعندما ظهرت البنطة ذات المقطع الدائرى المقطع (الملفوف""ة)
أصبح أستعماله ألغراض خاصة 0وهو مبين بشكل ()1-5
بعض من عيوبه:
- 1أنه يفقد مقاسة عندما يسن 0
- 2أن جسم الثقاب ال يعطى سنداً كافياً لطرف المثقاب للمحافظة على قطر الثقب
شكل ()1-5
وتستعمل البنطة البلدى أساسًا عند عمل الثقوب الطويلة ،ويتم ذلك بطريقة أفضل على المخرطة عندما تكون
" ضبط دقة الثقب 0وللبنطة البلدى ميزه كبيرة وهى سهولة صنعها بواسطة براد الشغلة دائرة وبذلك تستطيع
له خبره فى أعمال الحدادة والتجليخ 0والمعالجة الحرارية 0وعند طلب ثقاب خاص (غير موجود) لش""غلة
" الخلوص والسن والجوف المبينه بشكل 0 115 معينة فإنه يمكن عمل بنطة بلدى لهذا الغرض ثم تجلخ بزوايا
5-1-1-2الثقاب (الملفوف):
هو النوع الشائع االستعمال فى الصناعة وفيه تكون زاوية طرف الثقب وتساوى 118كما فى شكل ()2-5
"دث " المفهوم للقطع ولكنه يح"
وهى ليست إحدى زوايا أما طرف الثقاب الملفوف فال يقطع فى المعدن بالمعنى
ال فى المعدن ويزيله على هيئة برادة ،ويحدث القطع الحقيقى خلف حافتى القطع وتأخذ كل حافة زاوي""ة تأك ً
"رى 0 "ة للمج"الخلوص بواسطة عملية تجليخ خلف بزاوية 12أما زاوية الجرف فتكون بالزاوية الحلزوني"
يبين شكل ( )3-5كل من زاوية الخلوص والسن والجرف لحد من حدى القطع:
إستخدام العدد اليدوية (برادة) 115 دليل المتدرب
شكل ()3-5 شكل ()2-5
"اه أن
والبنط المصنوعة خصيصًا للقطع فى المعادن اللينه كاأللومنيوم يكون لها زاوية جرف كبيرة وهذا معن"
" حلزونه الثقاب له فعل جذب المثقاب وأدخاله فى المعدن بنفس الفك""رة المجارى لها خطوة أصغر 0ووجود
ً
" 0وعندما ال يلزم هذا التأثير مثال كما فى تثقيب األلواح المعدنية تستعمل المثاقيب ذات
فى السن القالووظى
المجارى " العدلة " أو تستعمل ثقابات ذات حلزونية مخالفة التجاه دوران المثقاب .يبين شكل ( )4-5ثق""اب
ذو مجارى مستقيمة 0
شكل ()4-5
إستخدام العدد اليدوية (برادة) 116 دليل المتدرب
الخلوصات الموجودة فى البنط " البنط " الملفوفة ":
يوجد فى البنطة ثالثة خلوصات وهى:
أوالُ :زاوية الخلوص لكل من حدى القطع 0
"ة علىثانيًا :خلوص فى أتجاه نصف قطر البنط"
"طح"واف الس" "يق على ح" هيئة جزء مربع ض"
الحلزونى الخارجى للمثقاب 0أما بقية الس""طح
ال كما فى شكل (0 )5-5 الخارجى فمنخفض قلي ً
شكل ()5-5 ثالثًا :خلوص فى أتجاه طول المثقاب على
هيئة سلبة خفيفة جدًا فى طول المثقاب0
" المثقابوهـذه السلبة تقـلل مـن قطـر
بحوالى 0.001مم لكل ملليمتر من الطول
وهذا معناه أن المثقاب الذى طوله 10سم
" طرفيه مساويًا 0.1مم ،وهذا أيضًا معناه أن البنطة عندما تسن يقل قطره""ا ولكن يكون الفرق بين قطرى
" ه""ذا الخل""وص ال ،ووجودبقدر قليل جدًا وطالما كان هذا فى حدود التفاوتات المسموح بها فإنه يكون مقبو ً
يجعل الحد القاطع فقط هو المالمس لسطح الشغلة كلما تعمق الثقب ،حتى ال تكون المساحة السطحية للبنطة
" الصحيح يجب أن يكون حدًا البنط""ة هى المالمسة وال يتأثر القطع بها ،ولكى يكون الثقب الناتج بالقطــر
بطولين متساويين أنظر شكل ( )2-5ومع مراعاة أنه إذا اختلف هذان الطوالن تنتج ثقبًا مقاسة (قطره) أكبر
من المقاس المطلوب
"ف ويالحظ أنه أثناء عملية القطع تكون هناك مقاومة كبيرة فى أدخال طرف الثقاب فى المعدن وهذا يتوق"
"وب ثم "ل من المطل" "ات أق" على قطر الثقاب كما يالحظ أنه عند عمل ثقوب كبيرة فإن الثقب يتم أو ً
ال بمقاس"
تتدرج فى أستعمال بنط متزايدة فى القطر الى أن تصل الى المقاس المطلوب
"أن المثقاب "ات
"ًا ب"
"ع علم" وتصنع المثقابات (البنط) من الصلب العالى الكربون أو من الصلب السريع القط"
"رارة"بب الح" "هولة بس" "الدتها بس"المصنوعة من الصلب العالى الكربون تكون أكثر رخصًا ولكنها تفقد ص"
المتولدة عن اإلحتكاك أثناء عملية الثقب 0كما أن أستعمالها فى ماكينات الثقب يكون معناه أستعمال سرعات
قطع منخفضة مما يؤثر على اإلنتاج 0
" الماكينات أو ذات ساق مسلوبة بنس""بة " أسطوانية ليمكن ربطها فى ظروف وتصنع الثقابات (البنط) أما بساق
معينة وذلك فى المقاسات الكبيرة لكى تركب فى عمود المثقاب .تسمى هذه السلبة بس""لبة " م""ورس " وهى
" هى التى تحمل أصغر األرق""ام ، " أقطارها سلبات قياسية دونية مستعملة فى منظم العدد والماكينات .وأصغر
"
ويزداد القطر بزيادة الدرجة فيقال سلبة مورس أو 2أو 00 3وهكذا وفى نهاية مسلوب مورس الموجود
" ماكينة
على ماسك الثقاب (البنط) يوجد " لسان " لتصحيح وضع تالمثقاب (البنطة) فى الجلبة الموجودة بعمود
الثقب ،وإذا أختلفت سلبة عمود المثقاب مع سلبة البنطة يركب بينهما جلبة بمسلوب م""ورس أيض""ًا بحيث
يمكن تركيب البنطة داخلها ثم تركب المجموعة فى الثقب المسلوب لعمود المثقاب
5-2التخويش
"وب ربطة "وش مطل" ً
يقصد بتخويش الثقوب توسيع جزء من الثقب بشكل خاص ،فمثال إذا كان الجزء المخ"
ال) بمسمار غاطس ففى هذه الحالة يسمى التخويش تخويشًا أسطوانيًا 0وإذا لزم أن يكون التخويش لمسار (مث ُ
ال وشكل ( )6-5يبين هذين النوعين من التخويش 0 برشام غاطس كان هذا التخويش تخويشًا مائ ً
إستخدام العدد اليدوية (برادة) 117 دليل المتدرب
شكل ()6-5
5-2-1التخويش األسطوانى:
" اإلنتاج وتتلخص العملية فى عمل ثقب أكبر له نفس المحور مع الثقب
" فيه عده التخويش األسطوانى
وتستخدم
األصلى ذات القطر األقل 0
" المبينة بالشكل ()7-5
ويستعمل عده التخويش األسطوانى
شكل ()7-5
وتوضع فى الثقب المثقوب بواسطة دليلها ويكون بقطر
" فى القطع حتى يصبح قاع الثقب مناسب وتستمر
المخوش " عد ً
ال " عموديًا على الثقب نفسه 0
وقد يستعمل مثقاب التعميق القاعى ش""كل ( "")8-5فى
" بعد ثقبة بواس""طة مثق""اب
تسطيح قاع الثقب الغير نافذ
عادى 0
شكل ()8-5
إستخدام العدد اليدوية (برادة) 118 دليل المتدرب
5-2-2التخويش المائل:
" المخروطية للثق""وب العادي""ة بحيث يكفى لتغطيس رأس ويستعمل التخويش المائل فى حالة عمل التخاويش
"يل أو بنطة
المسمار ومسامير البرشام 000إلخ وشكل ( 9-5أ) يبين عدة التخويش المستعملة 0أما السنتردر
المراكز المبينة بشكل ( 9-5ب) فتس تعمل للتخ ويش المائ ل فى الثق وب الص غيرة وفى ثق وب المراك ز على
المخارط
شكل ( 9-5أ ،ب)
إستخدام العدد اليدوية (برادة) 119 دليل المتدرب
5-2-3ماكينات الثقب اليدوية والماكينة:
5-2-3-1المثقاب اليدوى
"ه
هو أبسط نوع ماكينات التثقيب (شكل ، )10-5وبه ترسان مخروطيان الكبير منهما مركب به يد الدارت"
" 0وبقسمة عدد أسنان الترس األكبر على عدد أس""نان ال""ترس
" مركب على محوره عمود الظرف والصغير
األصغر نحصل على نسبة السرعة 0
" ولكن له مكان للضغط عليه بواسطة صدر البراديبين شكل ب نوعًا له نفس التصميم
شكل ()10-5
5-2-3-2مثقاب التزجة اليدوى:
وهو مبين بشكل ( :)11-5ويدار باليد وب""ه
تغذية أتوماتيكية أثناء دوران العمود 0
شكل ()11-5
إستخدام العدد اليدوية (برادة) 120 دليل المتدرب
5-2-3-3مثقاب كهربائى " مسدس "
وهو المبين بشكل ( 0 )12-5وهذا المثقاب مناسب
" به عادة
الستعمال مثاقيب قطرها حتى 6مم 0ويوجد
مفتاح " زرار " لتشغيلة أو أبطالة تحت يد البراد 0
شكل ()12-5
5-2-3-4مثاقيب تعمل بالهواء المضغوط:
وهى كما فى الشكل ( )13-5وتستعمل حينما يوجد
مصدر للهواء المضغوط 0
ومن عيوب المثاقيب اليدويةعمومًا:
"
- 1صعوبة الثقب العمودى
- 2صعوبة الحصول على المقاسات الصحيحة 0
وذلك بسبب أختالف وضع المثقاب وأحتمال تحركة
أثناء عملية الثقب باإلضافة الى أن
كل مثقاب يعمل بسرعة واحده لجميع مقاسات الثقب
عملية الثقب والتخويش
شكل ()13-5 والبرغلة
إستخدام العدد اليدوية (برادة) 121 دليل المتدرب
5-2-3-5ماكينات الثقب التزجة والشجرة
ً
" فيها التحكم فى التغذية باليد بالمثاقيب الحساس""ة 0فمثال ماكين""ات
تسمى جميع ماكينات الثقب التى نستطيع
"ة 0وش""كل ()15-5 " الشجرة لها جميعًا تغذية يدوية 0والشكل ( )14-5يبين مثقاب تزج" التزجة وماكينات
يبين مثقاب شجرة
شكل ()15-5 شكل ()14-5
"تخدم فى
"جرة فتس"" حتى 12مم أما المثاقيب ذات الش"
" ماكينة الثقب التزجة فى الثقوب ذات األقطار
وتستخدم
قطع الثقوب األكبر من ذلك.ويتم نقل الحركة الى عمود الظرف فى المثقاب التزجة عن طريق سير وطنبورة
" عدد سرعات مساوية لعدد درجات الطنبور المستخدمة0 مدرجة ،ولذا يمكن إستخدام
"ة
"ة للتغذي"
"ا مجموع"
أما ماكينة مثقاب الشجرة ففيها مجموعة تروس يمكن بها تتغير السرعات ،كما أن به"
األتوماتيكية 0
"يرة
"وب الكب""ل الثق""تخدم فى عم" " ويس" "رى)ويوجد نوع آخر من المثاقيب وهو مثقاب الدف (النصف قط"
"رأس للمشغوالت الكبيرة التى يصعب عملها على مثقاب الشجرة العادى ،لذلك نجد أن هذه الماكينة مزودة ب"
يمكنها التحرك فى أتجاه دائرى حول عمود المثقاب وبذلك يمكن للمثقاب أن يفتح أى ثقب يقع فى نطاق دائرة
قطرها متران تقريبًا
إستخدام العدد اليدوية (برادة) 122 دليل المتدرب
وهذا النوع مبين بشكل ()16-5
شكل ()16-5
إستخدام العدد اليدوية (برادة) 123 دليل المتدرب
5-3البرغلة:
هى عمليه تشغيل ميكانيكية دقيقة يتم من خاللهاإزالة الرايش الدقيق من جوانب الثقب مما يؤدى
الى تنعيم الثقب داخال حدود ضيقة المقاسات 0
وسائل العمل
5-3-1البرغل اليدوى
" قطع
وهو عبارة عن ساق بنهايه ذات مقطع مربع وحدود
5-3-2البرغل المكنى
وهو عبارة عن ساق بنهايه ذات مقطع مربع أو
أسطوانى أو مخروطى الشكل وحدود القطع
والبرغل ذات أسنان عدله أو ملفوفة (حلزونيه)
وتستخدم ذات األسنان الملفوفة للثقوب المتقاطعة مع
بعضها وأيضـاً فى بعض المجارى 0
معينات العمل
يراعى إستخدام سائل نزلق تبريدى مناسب للصلب ،كزيت القطع مثالً 0يتكون الجزء القاطع فى مقدم قطع ممستدقة والجزء الدليلى وال تتم إزالة الرايش اال بمقدمــه القطـع المستدقه فى حين
يتولى مهمـه تنعيـم جوانب الثقب وتوجيهه البرغل نفسه أثناء العمليه.
شكل ()17-5
إستخدام العدد اليدوية (برادة) 124 دليل المتدرب
-خطوة السن غير منتظمة فى البراغل وذلك لتالقى نشـوء عالمات االحتكاك على سطـح المشغولة كذلك
يكون عدد حواف القطـع فى البراغل زوجيه لزيادة دقة التشطيب واإلنجـاز للبرغل نفسه التى يترتب عليها دقه
القياس 0
5-3-3زوايا البرغل
زاوية الخلوصى
B زاوية األسفين
زاوية الجرف
زاوية القطع
يمكن تجليخ الح واف الدليليه عند الجــزء المس تدق وعند الج زء الدليــلى تجليخـاً أس طوانياً ،أو ش حذها لتص بح
مستويــة وتبليغ زاوية الخلوصى عند الحافـة الدليلية المجلخة أس طوانياً ص فراً أما عنـدالحافة المش حوذه فهى
أكبر بنحو 2درجة)وعندما يتطلب األمر دقه أعلى فى المقاس
شكل ( 18-5ب)
شكل (18-5أ)
شكل ( 18-5ج)
إستخدام العدد اليدوية (برادة) 125 دليل المتدرب
وجوده سطحيه أفضل فإنه يفضل إستخدام البراغل المشحوذه ذلك لأن زاوية الخلوص توفر شـروط أفضل فى
المقاس وجـودة سطحية أفضل
شكل (19-5هـ)
شكل (19-5د)
إستخدام العدد اليدوية (برادة) 126 دليل المتدرب
5-4سرعات القطع
مقدمة:
تعرف سرعة القطع على أنها السرعة الخطية التى تتحرك بها نقطة على سطح " الشغلة " بالنسبة لنقطة ثابتة
"ادة
"ؤدى الى زي" "ا ي"هى طرف الحد القاطع ،وكلما كانت سرعة القطع كبيرة كلما كان اإلحتكاك كبيرًا مم"
اإلرتفاع فى درجة الحرارة بالنسبة للعده القاطعة مما قد يؤدى أيضًا الى الحصول على سطح خشن بس""بب
تثلم الحد القاطع ،من أجل ذلك كانت دراسة سرعات القطع فى ماكينات القطع أمرًا ذا أهمية خاصة لرف""ع
زيادة اإلنتاج 0
ال) إذا دارت البنطةويمكن تمثيل سرعة القطع بإنها طول الخيط الملفوف على محيط الجزء الدوار (البنطة مث ً
" بسرعة دورانية قدرها ن لفه/دقيقة ف""إن عددًا معينًا من الدورات فى زمن معين فإذا فرضنا أن البنطة تدور
السرعة الخطية الناتجة = محيط مقطع البنطة بالملليمتر×عدد الدورات فى الدقيقة 0
= ط ق ن مم/الدقيقة كما هو مبين بشكل 0 134
شكل ()20-5
محيط مقطع البنطة بالحجم×عدد اللفات دقيقة
" فى الدقيقة .على ذلك فإن السرعة
وتحسب سرعات القطع عادة بالمتر
" ع = ط ق ن متر/دقيقة حيث ق القطر الخطية ويرمز لها بالرمز
1000
بالملليمتر ،ن عدد الدورات فى الدقيقة 0
وتقدر سرعة القطع على أساس عاملين:
- 1نوع العدة القاطعة
- 2نوع المعدن المطلوب قطعة
إستخدام العدد اليدوية (برادة) 127 دليل المتدرب
والجدول اآلتى يبين السرعات التى ننصح بإستعمالها
بالمتر/دقيقة
ثقاب صلب سريع ثقاب صلب عالى الماده
القطع H.S.S الكربون H.C.S المطلوب قطعها
3 9 صلب طرى
14 7 صلب عالى الكربون
22 9 حديد زهر
90 45 نحاس أصفر وبرنز
200 90 الومنيوم
-5-4-1أمثلة محلولة
مثال :1
أحسب سرعة قطع ثقاب قطره 10مم يدور بسرعة 350لفه/ق
الحل
ع=طقن
1000
= 11 = 250×10×22مترًا/دقيقة
1000×7
" نوع معدن العده القاطعة ومعدن " الشغلة " ومن الجول السابق تح""دد
من المعتاد فى ورشة البرادة أن نعرف
"ح منسرعة القطع المطلوبة لمعرفة عدد الدورات فى الدقيقة التى يجب أن يدار بها عمود المثقاب كما يتض"
المثال التالى:
إستخدام العدد اليدوية (برادة) 128 دليل المتدرب
مثال :2
أحسب عدد اللفات/دقيقة الالزمة لثقاب قطره 10مم حتى يقطع بسرعة 22متر/دقيقة 0
الحل
ع=طقن
1000
= ×10×22ن
1000×7
ن = 700 = 1000×7×22لفه/ق
10×22
وفى المعتاد تكون ماكينات الثقب غير مزودة بجميع السرعات ولكنها تكون مزودة بأربعة أو خمسة سرعات
فقط ،ومن أجل ذلك فإننا نحسب السرعة المقرره ثم نبحث فى سرعات المثقاب عن السرعة األقل القريب""ه
من المقرره ونستعملها فى عملية الثقب كما يتضح من المثال التالى:
مثال :3
" 3500لفه/ق " ، 1480 " ، 880 " ، 520
إذا كان مثقاب مركز التدريب المهنى يدور بالسرعات التالية ، 310
أحسب عدد اللفات الى يمكن أختيارها من هذه المجموعة لإمكان عمل ثقب ببنطة من الصلب السريع قطرها
10مم فى شغلة من الصلب الطرى 0
الحل
الجدول السابق نجد ان السرعة المقرره = 3متر/الدقيقة 0
ع=طقن
1000
= ×10×22ن
1000×7
ن = 95404 = 1000×7×3لفه/الدقيقة
10×22
" عليه""ا فى ماكين""ة الثقب 0
لذلك نختار السرعة 880لفه/ق وهى أقرب أقل السرعات الممكن الحص""ول
"0الموجودة بالمركز
إستخدام العدد اليدوية (برادة) 129 دليل المتدرب
5-4-2حساب السرعات التى يدور بها المثقاب
من خالل نقل الحركة من المحرك الكهربائى الى طنابير الحركة فى مثاقب التزجة:
شكل ()20-5
" الس""يور من خاللفى مثاقيب التزجة يتم نقل الحركة من المحرك الكهربى الى عمود الظرف عن طري""ق
" فى المعتاد أربع أو خمس درجات 0 طنابير مدرجة .ويكون عدد درجاتها
ولكى يمكن حساب سرعات القطع على هذه المثاقيب يجب معرفة أقطارها وسرعة دوران المحرك الكهربى
" المختلفة للسير 0ثم يحسب سرعة دوران عمود الظرف بالنسبةلألوضاع
ال لنا والمطلوب معرفة األربع السرعات التى يمكن أن يدور بها عم""ود ونعتبر التوصيلة المبينه بشكل 4مثا ً
الظرف إذا كانت سرعة دوران المحرك الكهربى 1000لفه/الدقيقة 0
الحل
إذا كان السير فى الوضع ( )1يكون السرعة = 334 = 60 ×1000لفه/الدقيقة
180
إذا كان السير فى الوضع ( )2تكون السرعة = 714 = 100 ×1000لفة /الدقيقة
140
إذا كان السير فى الوضع ( )3تكون السرعة = 1400 = 140 ×1000لفه/الدقيقة
100
إذا كان السير فى الوضع ( )4يكون السرعة = 3000 = 180 ×1000لفه/الدقيقة
60
وعند القطع على هذا المثقاب نحسب السرعة ثم نختار السرعة األقل الموجودة فى المثقاب وتمث""ل وض""ع
السير رقم 1أو 2أو 3أو 4وهكذا 0
إستخدام العدد اليدوية (برادة) 130 دليل المتدرب
سرعات القطع
5-4-3أهمية التبريد أثناء القطع
" أن درجات الحرارة عند القطع تصل الى 700م ،وهذا يؤثر على صالدة وخواص عدة القطع من المعلوم
" دائمًا ان
كما سبق دراستة .كما يوثر أيضًا على المعدن المطلوب قطعه نتيجة تسرب الحرارة اليه 0ويالحظ
تكون درجة حرارة القطع أعلى بكثير فى الرايش عنها فى المعدن المشغل 0
" اليه الحرارة الناتجة من القطع ،من أجل ذلك يجب إجراء التبريد أثناء أما معدن العده القاطعة ذاته فتتسرب
عملية القطع وذلك بسكب كمية من سائل التبريد على الحد القاطع والمعدن المقطوع فتنخفض درجة الحرارة
ويسمى هذا السائل سائل التبريد وبذلك يقل تأثير الحرارة على كل من الحد القاطع ومعدن الشغلة 0
وإذا كان لهذا السائل خاصية تزييت فإنه يقلل كذلك من إحتكاك الرايش مع الوجه العلوى للحد القاطع كما أنه
" الحد القاطع وبذلك تقل كمية الحرارة المتولودة 0يقلل أيضًا أحتكاك المعدن المطلوب قطعة بطرف
" عدة أنواع من السوائل يكون لها عده فوائد نذكر منها اآلتى: من أجل ذلك تستخدم
- 1تتسرب الحرارة اليها فتنخفض درجة حرارة القطع
- 2تقلل من اإلحتكاك 0
- 3تقلل القدرة الالزمه للقطع 0
- 4تطيل عمر الحد القاطع 0
" سرعات قطع عالية - 5تسمح بإستعمال
ويستخدم فى التزييت وتبريد القطع األنواع اآلتية:
- 1زيوت غير مخلوطة 0
- 2خليط من نوعين أو أكثر 0
- 3خليط من الماء والزيت القابل للذوبان فى الماء 0
إستخدام العدد اليدوية (برادة) 131 دليل المتدرب
جدول سرعات ثقابات المعادن
عدد اللفات فى الدقيقة عدد اللفات فى الدقيقة
نحاس حديد صلب زهر صلب القطر مم نحاس زهر صلب حديد صلب القطر مم
اصفر صلد طرى اصفر صلد طرى
340 170 210 15 5000 2500 3000 1
320 160 200 16 2500 1250 1500 2
300 150 190 17 1600 800 1000 3
290 145 180 18 1200 600 750 4
280 135 170 19 1000 500 625 5
260 130 160 20 800 400 500 6
240 120 150 21 720 360 450 7
230 115 145 22 640 320 400 8
220 110 140 23 560 280 350 9
210 105 135 24 520 260 325 10
205 102 130 25 480 240 300 11
200 100 125 26 440 220 275 12
195 98 120 27 420 200 250 13
190 95 115 28 360 180 225 14
15
إستخدام العدد اليدوية (برادة) 132 دليل المتدرب
-5-5تدريب عملى-:
ثقب وتخويش وبرغلة األلواح المعدنية.
الهدف من التدريب:
.1التدريب على عملية الشنكرة
.2التدريب على عمل ثقوب بأقطار مختلفة
.3التدريب على عمل التخويش والبرغلة.
.4التدريب على عمل األقواس والشطف.
إستخدام العدد اليدوية (برادة) 133 دليل المتدرب
الخامات-:
صلب خوصة –– ST 37
العدد المستخدمة-:
مبارد – أدوات قياس – قدمة ارتفاعات – محددات قياس – بونط بأقطار مختلفة – بونط تخويش وبرغلة
خطوات التشغيل-:
-1ضبط سطح وضلعين بزاوية قائمة.
-2ضبط السطح الثانى والضلعين بالزاوية وتصفية األبعاد.
-3شنكرة التدريب حسب الرسم.
-4عمل الشطف واألقواس.
-5عمل الثقوب عند المراكز التى تم شنكرتها.
-6عمل التخويش والبرغلة.
-7التشطيب النهائى للتدريب.
-8تنظيف العدد واألدوات والتزييت.
Working Plan
1
2
3
4
5
6
7
8
9
10
إستخدام العدد اليدوية (برادة) 134 دليل المتدرب
وحدة عمل
:MT 1.1.1إستخدام العدد اليدوية (القالووظ)
الجزء السادس (اليوم السادس)
إستخدام العدد اليدوية (برادة) 135 دليل المتدرب
الهدف من الجزء السادس-:
بعد االنتهاء من هذا الجزء يصبح المتدرب قادراً على التعرف على-:
أنواع القالوظات 0 -
إجراء عملية القالووظ اليدوى 0 -
حساب قطر الثقب للصامولة 0 -
إستخدام الكفة والبرجى فى عمليات القلوظة الخارجية والداخلية 0 -
الشروط الصحيحة أثناء العمل بالكفه 0 -
إستخدام العدد اليدوية (برادة) 136 دليل المتدرب
-6القالووظ
مقدمة:
من المفيد التعرف على بعض الإصطالحات الضرورية لدراسة اسنان القالووظ وهى مبينة بشكل ()1-6
شكل ()1-6
القمة :هى أعلى نقطة فى شكل السنة 0
الجذر :هو أسفل نقطة فى شكل السنه (القاع)
القطر الخارجى :هو أكبر قطر فى سن القالووظ الخارجى (الذكر) أو هو مقاس المسمار الخارجى 0
قطر القاع :هو أقل قطر لسن القالووظ الذكر أو هو مقاس الثقب الموجود فى الصامولة 0
عمق السن :هو المسافة الرأسية بين القمة والقاع 0
الخطوة :هى المسافة الطولية بين نقطتين متماثلين على قمتين متتاليتين 0
التقدم :هو الحركة الطولية التى تتحركها صامولة عند لفها لفه واحدة على عمود مقلوظ وفى حالة السن ذى
الباب الواحد يكون التقدم مساوياً للخطوة 0
الباب :هو عددمجارى القالووظ المنفصلة على الصامولة أو على المسمار ويكون القالووظ العادى ذو باب
واحد 0
6-1الغرض من القالووظ :نعلم أن هناك عدة طرق لوصل المعادن ببعضها وهى كاآلتى-:
أوالً :طريقة اللحام :وتستخدم إذا أريد تثبيت وصلتين ببعضهما وال يمكن فكهما إال إذا أتلفت الوصلتان 0
ثانياً :طريقة البرشام :وهى تستخدم فى تثبيت وصلتين ويمكن فكهما ولكن يتم ذلك بتلف رأس مسمار البرشام0
ثالثاً :القالووظ ويستخدم فى المشغوالت التى يراد فكها من آن آلخر لنظافتها أو لصيانتها ثم إعادتها بالتالى.
وفى هذه الحالة توصل هذه المعادن بمسامير القالووظ المربوطة بصواميل 0
6-2انواع سن القالووظ
6-2-1القالووظ المثلث:
إستخدام العدد اليدوية (برادة) 137 دليل المتدرب
وهو شائع اإلستعمال فى األغراض العادية ومنه0
أ -سن القالووظ المثلث األنجليزى (ويتورث):
وزاوية الرأس فيه 55ومنه الخشن B.S.Wوالناعم B.S.Fوهو مبين بشكل 137ومنه ايضاً سن
المواسير (الجاز) B.S.Pوهو دقيق جداً وذات سلبة خفيفة ويستعمل فى قلوظة الجدران الرقيقة للمواسير
ومقاساته بالبوصة
شكل ()2-6
ب -سن القالووظ المثلث الفرنسى (المترى)
وهو مبين بشكل ( )3-6وهو سن مثلث زاوية الرأس
فيه 60ºومقاساته بالمليميتر وهو ألكثر استعماالً
فىجمهورية مصر العربية
شكل ()3-6
6-2-2سن القالووظ المربع:
يستعمل اساساً فى نقل القدرات أو القوى فى اتجاهين مختلفين أى الى األمام والى الخلف ويستعمل فى أعمدة
قالووظ المخارط ومرافع (كوربكات) األحمال للسيارات كما هو مبين بشكل (0 )4-6
إستخدام العدد اليدوية (برادة) 138 دليل المتدرب
6-2-3سن القالووظ الشبه منحرف:
-1هو تعديل للسن المربع وذلك لسهولة تشغيله على المخارط حيث يمكن بسهولة خروج القلم من الشغلة
وتكون زاوية الرأس فيه 30º
شكل ()4-6
6-2-4سن القالووظ األكم:
هو ايضاً كسن القالووظ شبه المنحرف ولكن
زاوية الرأس فيه 29ºوهو مبين بشكل ()5-6
والسن المربع وشبه المنحرف واألكم لهم نفس
األستعماالت تقريباً 0
شكل ()5-6
إستخدام العدد اليدوية (برادة) 139 دليل المتدرب
6-2-5سن قالووظ بترس:
وهو ذات وجه رأسى يميل 45كما فى شكل (
)6-6لكى يعطى السند والعزم للسطح الرأسى
ويستعمل فى المرفاعات وكذلك فى اعمدة
المناجل وفى األشغال التى تتطلب أن يكون
شكل ()6-6 الضغط فيها فى اتجاه واحد 0
6-2-6بعض أسنان خاصة:
(أ) السن (االتحاد البريطانى) شكل ()7-6
زاوية الرأس به 47.5ºوهو مثلث مستدير القمة
والقاع 0
شكل ()7-6
ب -سن ذات قمة وقاع نصف دائرتين:
وهو سن عادى لكن القمة والقاع فيه انصاف
من دوائر ويستعمل هذا السن فى وصالت
عربات السكة الحديد وفى الخراطيم
وهو مبين بشكل ()8-6
شكل ()8-6
نق = ¼ الخطوة الخط نق = ¼ الخطوة
جـ -السن االمريكانى الدولى
وهو كالسن المثلث الفرنسى من حيث زاوية
القمة فهى 60ºولكن القمة والقاع مستقيمين
مشطوفين
كما هو واضح بشكل ()9-6
شكل ()9-6
إستخدام العدد اليدوية (برادة) 140 دليل المتدرب
6-3قطع اسنان القالووظ
6-3-1قطع القالووظ الخارجى:
يقطـع القالووظ الخارجى بواسطة لقم قالووظ موضوعة فــى كفــة القالووظ (مضربيطة) بواسطة مسامير
تثبيت .واللقم األكثر انتشاراً هى المستديرة المشقوقة وهى تركب فى فجوة تسمح بدخول اللقمة كما يوجد بها
تخويش اسطوانى على هيئة كتف ليمكن الضغط على اللقمة فى اتجاه حركتها .ويوجد سلبة خفيفة على اسنان
اللقمة على السنتين أو الثالث سنات األولى لتسهيل دخول اللقمة فى الشغلة .وهذه السلبة ال ترى بالنظر ولذا
فإن المصانع المنتجة لهذه اللقم فى الشغلة وهذه السلبة ال ترى بالنظر ولذا فإن المصانع المنتجة لهذه اللقم
تعمل على حفر جميع المعلومات الخاصة باللقمة مثل القطر ونوع السن والخطوة واسم الشركة المنتجة على
نفس الوجه الذى ليس به السلبة 0
ونظراً ألن هذه السلبة يجب ان تكون عكس أكتاف الكفة فإن اللقمة تكون مركبة تركيباً صحيحاً فى الكفة فقط
عندما يمكن قراءة جميع الكتابات المحفورة عليها اثناء استعمالها 0
يبين شكل ( 10-6أ)
شكل ( 10-6أ)
كفه بها لقمة بها الشق كما ي بين ش كل ( 10-6ب) لقمة منفص لة .لقمة غ ير ش قوقة ويس تعمل األول فى تخليق
السن أما الثانية ففى التشطيب واعطاء المقاسات النهائية 0
إستخدام العدد اليدوية (برادة) 141 دليل المتدرب
ويوجد ثالثة مسامير قالووظ موجودة فى جسم الكفة على محيط اللقمة من جهه واحد ويكون المسار األوسط
ذات طرف مسلوب أما المساران األخران فلهما انف مستدير فعند تركيب اللقمة يكون طرف مسمار القالووظ
المسلوب موجوداً فى الشق اما األنوف المستديرة للمسامير المقلوظة فتكون موجودة فى فجوتين صغيرتين على
جانبى اللقمة 0
شكل ( 10-6ب)
وعند فك المسامير الخارجية وربط المسمار األوسط يكون قطر اللقمة القالووظيةفى نهايتها العظمى كما أن فك
المسمار األوسط وربط المسامير األخرى يقلل من القطر الداخلى للقمة حتى يمكنها قطع قالووظ بالمقاس
الحقيقيى 0
وعيب مثل هذه اللقم هى أنها صعبة األستعمال عند " تخليق " أسنان جديدة فى المقاسات الكبيرة مثل 12مم فما
فوق وذلك بسبب اآلتى-:
(أ) صعوبة المحافظة على أن تكون اللقمة على زاوية قائمة على محور القطر المطلوب قلوظته
(ب) كبر كمية المعدن المطلوب إزالته فى القطع األول وقد يمكن تغطيته الصعوبة األولى بواسطه وضع اللقمة
على دليل يوضع على الشغلة ويعمل كدليل لوضع الكفة وتوجد طريقة أخرى تمكن من استعمال لقمة " مستطيلة
" من نصفين وهى تعطى جميع مقاسات السن ولكنها تفضل عادة عند عمل السن األكبر وتصنع اللقمة من
نصفين ويمكن فتحها لقطر اكبر من قطر العمود المطلوب قلوظته ويمكن ضبط عمق القطر بواسطة ربط وزنق
لقم الكفة على العامود المطلوب قلوظته ويمكن ذلك من سهولة تخليق السن بالزوايا الصحيحة بالنسبة لقطر
المسمار وهذه الكفة واللقم مبينة بشكل ()11-6
إستخدام العدد اليدوية (برادة) 142 دليل المتدرب
هذا ويجب مالحظة أن المعدن الذى تصنع منه لقم كفات القالووظ ه ــو صلب العدة (الصلب العالى الكربون أو
الصلب السريع القطع)
شكل ()11-6
ويجب مراعاة ان قطع السن سواء باللقمة المستديرة ذات الشق أو المستطيلة يكون على خطوات ولكى يمكن
الوصول الى المقاس المضبوط فقد صنعت لقم مستديرة قطعة واحدة وبدون شق لكى تمشط السن وتعطيه
المقاسات النهائية 0
6-3-2قطع القالووظ الداخلى:
يقطع القالووظ على السطوح الداخلية للثقوب كالصواميل ويتم قطع هذا السن أما على المخارطأو بواسطة ذكور
القالووظ يبين شكل ( 12-6أ) ذكر القالووظ مع بيان اجزائه وهى الجزء المسلوب والجزء العدل والماسك
والرأس المربعة التى يمسك منها الذكر فى بوجى ذكر القالووظ 0
شكل ( 12-6أ)
وذكور القالووظ مصممة بحيث يقسم عمق السن المطلوب قطعة على ذكرين أو ثالثة ذكور آلن الذكر الواحد ال
يمكنه ان يتحمل قوى القطع الالزمة لقطع العمق كله بمفرده وهذا واضح من شكل ( 12-6ب) 0
شكل ( 12-6ب)
ويالحظ انه فى قطع السن العادى تستعمل اطقم بها ثالثة ذكور0
قالووظ شكل (12-6جـ) أما فى حالة قطع سن المواسير فيالحظ انها مصممة بحيث يوجد ذكرين فقط وذلك
راجع آلن عمق السن صغير.
إستخدام العدد اليدوية (برادة) 143 دليل المتدرب
كما أن أقطار ذكور القالووظ كبيرة ويمكنها تحمل اجهادات قوى القطع دون أن نتكسر.
شكل (12-6ج)
و يالحظ ان الفرق بين الثالث ذكور المستخدمة لقطع القالووظ هو ان الذكر الأول يكون به سلبه فى بدايته تصل
حتى 12سنة حسب قطر القالووظ أما الذكر الثالث ففيه سلبة على سنتين فقط فى بدايتة وبذلك يتحمل كل ذكر
نصيبه من العمق المطلوب قطعة والسلبيات الموجودة فى الثالثة ذكور مبينة بشكل (12-6ج)
وتصنع ذكور القالووظ اما من الصلب العالى الكربون أو الصلب السريع القطع المقسى والمراجع .غالباً ما
تعطى عالمات كدائرة قرب المربع الخاص بالذكر أو دائرتين أو ثالثة دوائر وذلك رمزاً للذكر األول أو الثانى
أو الثالث .ويستخدم فى تدوير الذكر بواجى لتدويره أثناء العمل به .يبين شكل )13-6نوعاً من هذا البواجى
0
شكل ()13-6
إستخدام العدد اليدوية (برادة) 144 دليل المتدرب
اقطار الثقوب التى ستقلوظ:
ان عملية قطع سن القالووظ بواسطة ذكور القالووظ هى فى الحقيقة عملية قطع وعملية تشكيل فى الوقت نفسه
وذلك راجع لمرونة المعدن من أجل ذلك فإنه عند إختيار اقطار الثقوب التى ستقلوظ يجب أن يكون قطر الثقب
أكبر قليالً من قطر قاع السن بالنسبة لذكر القالووظ .وتوجد جداول تبين العالقة بين مقاس القالووظ ومقاس
المثقاب المستعمل ويتبين منه أن مقاس المثقاب يزيد بالنسبة للمعادن القابلة لألستطالة عنه فى المعادن الصلدة
(الناشفة).
إستخدام العدد اليدوية (برادة) 145 دليل المتدرب
كما يتضح ذلك من الجدول األتى-:
سن وبتورث سن فرنسى
مقاس المثقاب المستعمل مم مقاس المثقاب المستعمل مم
الصلب الصلب
الحديد الزهر مقاس الحديد الزهر مقاس
والنحاس والنحاس
والبرونز القالووظ والبرونز القالووظ
األصفر األصفر
1.15 1/16 0.75 م1
1.85 3/32 0.95 م 1.2
2.6 2.50 1/8 1.3 م 1.7
3.25 3.15 5/32 1.10 م 1.4
2.7 3.6 3/16 1.6 1.50 م2
4.50 4.4 7/32 1.9 1.80 م 2.3
5.1 5.0 1/4 2.1 2.1 م2.6
6.5 6.4 5/16 2.5 2.4 م3
7.9 7.7 3/8 2.9 2.8 م3.5
9.25 9.1 7/16 3.3 3.2 م4
10.5 10.25 1/2 4.2 4.1 م5
12.0 11.75 9/16 5.0 4.8 م6
13.5 12.25 5/8 8.7 6.5 م8
15.0 14.74 10/16 9.4 8.2 م10
16.5 16.25 4/ 3 10.0 9.9 م12
18.0 17.75 13/16 11.75 11.5 م14
19.25 19.00 7/8 13.75 13.0 م16
22.00 21.75 1 15.35 15.0 م18
24.75 24.50 1/8-1 17.25 17.0 م20
27.25 27.5 ¼1- 19.25 19.0 م22
30.5 30.0 3/8-1 10.75 20.5 م24
33.50 33.00 1/12 26.00 20.85 م20
35.50 35.00 5/8-1 31.5 31.5 م36
39.00 38.5 7/14 37.00 36.5 م42
39.5 41.00 7/18 42.5 42.00 م48
44.5 44.00 100 46.5 46.00 م 52
إستخدام العدد اليدوية (برادة) 146 دليل المتدرب
6-3-2-1ذك [ [ [[ور لقم القالووظ وزاويا الخل [ [ [[وص
والسن والجرف:
تصنع ذكور ولقم القالووظ من الصلب العالى الكربون
أو الص لب الس ريع القطع وتقسى وتراجع ولكى ت ؤدى
عملها فى قطع القالووظ يجب أن يك ون لكل حد ق اطع
فيها زوايا القطع المعروفة والض رورية لكل حد ق اطع
وهى-:
-1زواية الخلوص 0
-2زاوية السن 0
شكل ()14-6 -3زاوية الجرف
يبين شكل ( )14-6الخلوص والسن والجرف لذكر
قالووظ
يبين شكل ( )15-6زوايا الخلوص والسن والجرف للقمة القالووظ
شكل ()15-6
إستخدام العدد اليدوية (برادة) 147 دليل المتدرب
خطوات العمل عند قطع السن الخارجى:
6-3-2-2قطع السن الخارجى بواسطة اللقمة ((القطعة الواحدة))
اتبع الخطوات اآلتية-:
-1إعمل شطف بواسطة برادة القطعة المطلوب قالوظتها لتمكين اللقمة من البدء فى عملية القطع 0
-2أدخل اللقمة الدائرية المشقوقة ذات المقاس الصحيح فى كفة القالووظ بحيث يمكن قراءة جميع الكتابة
المحفورة على اللقمة ،وهذا يعنى ان اللقمة مركبة تركيباً صحيحاً 0
-3عندما ال تكون المسامير الرابطة الطرفية مؤثرة (انظر شكل 10-6أ) أربط المسمار األوسط الى الشق
الموجودة فى اللقمة لكى يفتحها قليالً 0
-4غذى اللقمة على الطرف المشطوف من الشغلة بواسطة ضغط كتف الكفة على اللقمة مالحظاً أن يكون
القالووظ الذى سيقطع موازياً لمحور قطعة الشغلة 0
-5إبدأ فى قطع القالووظ مختبراً الزاوية بين اللقمة وقطعة الشغلة باستمرار مع مراعاة الترتيب وعكس اتجاه
الحركة كل نصف دورة لتكسير الرايش المتعلق بالسن 0
-6اقطع طول السن كامالً وأرجع اللقمة من على سن القالووظ وفك المسمار األوسط واربط المسمارين
المتطرفين للكفة ثم كرر القطع كما فى العملية 5
-7كرر العملية 6حتى تصير اللقمة فى وضع التشطيب 0
-8إستعمل اللقمة القطعة الواحدة (غير المشقوقة) لنفس مقاس السن لإعطاء شكل السن النهائى 0
6-3-2-3قطع السن الخارجى بواسطة اللقمة ذات النصفين:
بسبب صعوبة حفظ اللقمة المستديرة المشقوقة موازية تماماً لمحور القالووظ تعمل القالووظات الكبيرة بواسطة
لقمة مستطيلة من نصفين وتربط اللقمة ويستعمل عمق السن على مراحل على قطعة الشغلة .يمكن تشطيب مثل
هذا القالووظ تشطيباً مناسباً بواسطة لقمة مستديرة قطعة واحدة 0
إستخدام العدد اليدوية (برادة) 148 دليل المتدرب
6-3-2-4خطوات العمل عند قطع السن الداخلى:
أتبع الخطوات األتية:
-1حدد مقاس المثقاب الذى سيستخدم فى عمل الثقب الذى سيقلوظ (فى حالة ثقب 6مم اثقب ببنطة 5مم
فى حالة ثقب 10مم اثقب ببنطة 8.4وذلك فى حالة الصلب انظر الجدول *)1وتكون هذه األبعاد بالنسبة
للحديد الزهر 4.8مم 8.2 ،مم 0
-2شنكر للتثقيب 0
-3ادخل ذكر القالووظ المسلوب واقطع السن محتفظاً بذكر القالووظ رأسياً مع مراعاة الترتيب وعكس
الحركة كل نصف دورة لقطع الرايش من سن القالووظ 0
-4اكمل قطع القالووظ بنفس الطريقة كما فى 3ولكن باستعمال ذكر القالووظ األوسط الى العمق الكامل
فى الذكور األنجليزية أو المتوسط والنهائى فى حالة الذكور الفرنسية 0
-5اختبر السن بواسطة ضبعة سن القالووظ أو بمسمار قالووظ مشطب بالسن المطلوب 0
مالحظة :1يمكن ان يكون الذكر عمودياً عند عمل القالووظ بوضع قطعة بها ثقب مقلوظ أو من لوح سميك
مقلوظ الى المقاس المطلوب كبديل للذكر عند نزوله فى الثقب المطلوب قلوظته 0
مالحظة :2فى حالة الثقوب النافذة يفضل انزال الذكر من الناحية األخرى وفى حالة الثقوب الغير نافذة يجب أن
يقطع الثقب الى مقاس أكبر قليالً من العمق المطلوب ثم تستعمل الثالثة ذكور بالتزييت 0
إستخدام العدد اليدوية (برادة) 149 دليل المتدرب
6-4المفاتيح المستعملة فى ربط وفك الصواميل
مقدمة:
تستعمل المفاتيح فى فك ورباط الصواميل ذات المقاسات المختلفة الكبيرة والصغيرة وكذلك الصواميل المصممة
بالمليمتر وكذلك المصممة بالبوصة .تصنع هذه المفاتيح بمقاسات مختلفة (أطقم) لتناسب المقاسات المختلفة
للصواميل ،وتتعرض المفاتيح اثناء استعمالها الى إجهاد انحناء وقوة تميل لفتح فكى المفتاح .فإذا صنعت هذه
المفاتيح عموماً من الصلب العالى الكربون (صلب العدة) فإنها تكون صلدة (ناشفة) جداً ال تتحمل األنحناء
وتنكسر ،وإ ذا صنعت من الصلب المنخفض فإنها تنثنى ويفتح فكاها ويتلف من أجل ذلك فإنها تصنع من صلب
متوسط الكربون ويغلف بحيث تصبح القشرة الخارجية من الصلب العالى الكربون ويقسى .فى هذه الحالة يمكن
للمفتاح أن يقاوم التأثيرين المذكورين بنجاح فيتحمل األنحناء وال ينكسر وفى الوقت نفسة ال يفتح فكاه ويتلف0
األنواع الرئيسية للمفاتيح:
المفتاح البلدى – المفتاح الحلقى – المفتاح (الصندوق) – المفتاح ذو اللقم – المفتاح ذو السنين – المفتاح على
شكل حرف C 0
6-4-1المفتاح البلدى:
والن وع األك ثر ش يوعاً هو المفت اح البل دى ذو الفكين المفت وحين فى طرفي ه .عند إس تعمال المفت اح فى فك أو
رباط الصامولة فأن الفكين يحوطان بالضلعين المتقابلين من أضالع مسدس الصامولة أو المسمار وهو مبين
بشكل ()16-6
شكل ()16-6
مكوناً الرافعة الالزمة للرباط الصحيح .كذا يتوقف هذا الطول على قطر المسمار أو الصامولة المصمم من
أجلها المفتاح0
إستخدام العدد اليدوية (برادة) 150 دليل المتدرب
6-4-2المفاتيح الحلقية (الخاصة)
وهذه المفاتيح ليست معرضة لأن يفتح فكاها كما فى المفاتيح البلدية .كما أن الفتحة فى هذه المفاتيح مقسمة الى
أثنى عشر ضلعاً مما يمكن سهولة تحريك المفتاح فى األماكن الضيقة .يوضح شكل ( )17-6هذا المفتاح0
شكل ()17-6
6-4-3مفتاح الصندوق:
لمفت اح الص ندوق نفس مم يزات لمفت اح الحلقى ولإمك ان إس تعمال مفت اح الص ندوق يجب أن يك ون هن اك خل وص
خفيف بين المفت اح واض الع الص اموله وإ ذا زاد ه ذا الخل وص ف إن ذلك ي ؤدى الى اتالف ارك ان الص امولة.
ويتناسب قطر القض يب المس تعمل فى ت دوير ه ذا المفت اح مع حجم المس مار والمقاس ات الص حيحة من ه ذه
القضبان هى اكبر مقاس يمكن أن تدخل فى الثقب المعد لذلك والمبين بالشكل ( )18-6وبذلك نحصل على قوة
الرباط المضبوطة0
شكل ()18-6
إستخدام العدد اليدوية (برادة) 151 دليل المتدرب
6-4-4المفتاح ذو اللقم
وله مميزات مشابهه للمفتاح الحلقى والصندوق مع وجود قطع غيار مناسبة وهى يد بسقاطة وقضبان وصل
ووصالت عامة .توضع هذه المفاتيح فى علبة تشمل طقم لجميع مقاسات الصواميل األنجليزية (بالبوصة) وعلبة
اخرى تشمل طقم لجميع المقاسات الفرنسية (بالمم) يبين شكل ( )19-6مجموعة كاملة علماً بأن اللقمة يمكن
تركيبها واستبدالها بأخرى بالمقاس المطلوب 0
شكل ()19-6
ومن الممكن استعمال هذا النوع من المفاتيح فى الصواميل والمسامير الموجودة فى أماكن ضيقة آلن السقاطة
تساعد على أن تدور بأى زاوية ممكنة .ويجب أن تعطى عناية خاصة عند ربط الصواميل بهذا المفتاح نظراً آلن
طول األيدى ليست حسب مقاس الصامولة ،حيث انها ثابتة لجميع مقاسات الصواميل والمسامير0
6-4-5المفتاح ذو السنين الذى على شكل حرف :C
يصنع هذا المفتاح بأشكال معينة وبمقاسات خاصة لتناسب الصواميل المثقوبة أو التى بها مجارى ليمكن من
فكها وربطها بهذه المفاتيح 0
يجب تجنب استعمال المفاتيح القابلة للضبط بقدر األمكان ألنها تركب فى الصامولة تركيباً غير صحيح وتتلف
أركان رؤوس المسامير وذلك بسبب كثرة الخلوص (البوش) الذى فيها ,هذا باإلضافة إلى أن المفتاح بنفس
الطول يستعمل لجميع المقاسات وهذا غير صحيح من الوجهه الفنية0
شكل ()20-6
إستخدام العدد اليدوية (برادة) 152 دليل المتدرب القالووظ
15من
6-4-6مفاتيح آلن:
يبين شكل ( )21-6هذا النوع من المفاتيح ,وهى على جملة مقاسات تستعمل عندما تكون رأس المسمار
غاطسة .فى هذه الحالة يكون بالرأس تجويف (مسدس) يأخذ شكل هذه المفاتيح ,وتستعمل هذه المفاتيح بكثرة
فى ماكينات الورش0
شكل ()21-6
من الضرورى عند استخدام مسامير القالووظ كوسيلة رباط ألى جزء معرض الى إهتزازات أال نسمح
للصواميل بـان تفك حتى ال يتسبب عن ذلك وقوع حوادث أو إتالف المعدات .ولهذا الغرض تستعمل وسائل
زنق الصواميل أو المسامير لمنعها من الفك اثناء تشغيل الماكينات .ويمكن تقسيم وسائل الزنق الى ثالثة
مجموعات رئيسية وهى:
-1مجموعة وسائل ال تسعمل فيها المسمار والصامولة إال مرة واحدة فقط0
-2مجموعة تستعمل فيها وسيلة الزنق مرة واحدة فقط مثل (التيل)
-3مجموعة وسائل يمكن استعمالها عدة مرات (مثل صواميل الزنق والوردة الزنبركية)
إستخدام العدد اليدوية (برادة) 153 دليل المتدرب
6-5وسائل الربط -:تنقسم لثالث مجموعات رئيسية[
6-5-1المجموعة األولى:
تستعمل عندما يراد تثبيت المسمار والصامولة تثبيتا دائماً اما فى حالة فك الصواميل فإنها تكون معرضة للتلف
أو تتلف هى والمسمار وهى وتشمل هذه المجموعة:
البرشمة:
وهى وسيلة الزنق عن طريق رباط الصامولة جيداً ثم
يبرشم طرف المسمار بعد ذلك وهذه الطريقة مبينة بشكل (
22-6أ) 0
شكل (22 -6أ)
التزنيب:
وفيه يثبت وضع الص امولة عن طريق الرب اط الجيد ثم
تسوية سطح المسمار على الصامولة ثم دق ثالث ذنبات
بين اس نان المس مار وأس نان الص امولة وب ذلك يمكن منع
فك الصامولة كما هو مبين بشكل ( 22-6ب) 0
شكل (22 -6ب)
باستخدام الصامولة الذاتية الزنق:
وفى هذا النوع يوجد حشو من النايلون يمكن ادخاله بين
قمة الصامولة والمسمار وعندما يلف المسمار داخل
الصامولة فأنه يضغط على الحشو الموجود بين السن
والمسمار محدثاً ضغط الحشو فيربط الصامولة ويمنع فكها
إستخدام العدد اليدوية (برادة) 154 دليل المتدرب
6-5-2المجموعة الثانية -:تتضمن استخدام اآلتى
التيلة المشقوقة :وفى هذه الطريقة يعمل ثقب فى
المسمار ومجارى فى الصامولة ويكون الزنق بواسطة
تيلة تمرر فى أحدى المجارى وثقب المسار كما هو مبين
بشكل ()23-6
وعند فك هذه الصامولة وإ عادة ربطها فيجب تغيير
شكل ()23-6 هذه التيلة
وردة الزنق:
وهى عبارة عن وردة توضع تحت الصامولة وتثنى من
ناحية عليها ومن الناحية األخرى على سطح الشغلة
وبذلك يمنع فك الصامولة كما هو مبين بشكل (24-6أ)
شكل ( 24-6أ) ويالحظ ضرورة تغيير هذه الوردة كلما فكت الصامولة
لتجنب ما قد يحدث نتيجة لثنيها 0
وردة مسننة:
وهى عبارة عن وردة توضع تحت الصمولة إلحكام
الربط .كما هو مبين بشكل ( 24 -6ب)
شكل ( 24-6ب)
بواسطة سلك رباط:
إذا كان هناك عدد من المسامير بجانب بعضها ويراد
زنقها بحيث ال تفك فيمكن أن تثقب فى رؤوس المسامير
ثقوباً كما هو بشكل ( )25-6ثم يمرر فيها جميعاً سلك
واحداً وبذلك يمنع فكها 0
شكل ()25-6
إستخدام العدد اليدوية (برادة) 155 دليل المتدرب
6-5-3المجموعة الثالثة :تتضمن استخدام اآلتى
-1ورد زنبركية (السوستة)
وهذه تزنق الصامولة بواسطة تأثير األسنان محدثة ضغطاً على أسنان الصامولة مع أسنان المسمار مما يزيد
األحكام بين سن الصامولة وسن المسمار 0
صواميل الزنق:
وفيها يستخدم صامولتان تركبان معاً (فوق بعض)
وتوضع الصامولة الكبرى فوق الصغرى النه عند
ربطها بقوة ينتقل الحمل الذى كان واقعاً على
الصامولة الصغرى الى الصامولة الكبرى وتجعل
اإلنفكاك صعباً ولكنها ال تمنع منعاً باتاً كما هى فى
شكل (.)26-6
شكل ()26-6
صواميل تأمين:
يمكن بواسطة الربط اإلجابية منع اإلنفكاك منعاً تاماً
وال يمكن فكها إال بعد إزالة وسيلة اإلحكام.
لوح األحكام أو الحلقة الحابكة:
تستخدم هذه الحلقة كما هو مبين بشكل ( )27-6على
مقاس الصامولة وهى ذات اثنا عشر ضلعاً وبذلك
يمكن تثبيتها فى الوضع المناسب ثم ربطها مسمار لمنع
حركتها وبالتالى منع الصامولة من الفك 0
شكل ()27-6
إستخدام العدد اليدوية (برادة) 156 دليل المتدرب
وحدة عمل
:MT 1.1.1إستخدام العدد اليدوية (القالووظ)
الجزء السابع (اليوم السابع)
إستخدام العدد اليدوية (برادة) 157 دليل المتدرب
الهدف من الجزء السابع-:
بعد االنتهاء من هذا الجزء يصبح المتدرب قادراً على التعرف على-:
عمل الثقب والتخويش. -
عمل القالووظ الداخلى والخارجى. -
إستخدام العدد اليدوية (برادة) 158 دليل المتدرب
-7تدريب عملى-:
ثقب وتخويش وبرغلة األلواح المعدنية.
-7-1تنفيذ القلوظة الداخلية بذكور القالووظ والبوجى:
Working Plan
1
2
3
4
5
6
7
8
9
10
إستخدام العدد اليدوية (برادة) 159 دليل المتدرب
-7-2تدريب عملى
تنفيذ القلوظة الخارجية بالكفة واللقم:
يتم اتباع نفس الخطوات السابقة باالضافة إلى التدريب على عملية القلوظة الداخلية.
" الخارجى يتم على العمود التالى كما هو موضح بالرسم. ولكى يتم عمل القالووظ
" العمود.
ويتم ذلك بواسطة الكفة واللقم لقلوظة طرفى
Working plan
1
2
3
4
5
6
7
8
9
10
إجراءات الأمان
-يراعى التزييت القلوظة الداخلية والخارجية وارجاع البوجى أو الكفة بعد كل لفة للمحافظة على العمر
االفتراضى لذكور القالووظ واللقم.
إستخدام العدد اليدوية (برادة) 160 دليل المتدرب
وحدة عمل
:MT 1.1.1إستخدامـ العدد اليدوية
(الشطف والجرف والدائرى)
الجزء الثامن (اليوم الثامن)
إستخدام العدد اليدوية (برادة) 161 دليل المتدرب
الهدف من الجزء الثامن-:
بعد االنتهاء من هذا الجزء يصبح المتدرب قادراً على التعرف على-:
-عمل شطف عدل 0
-عمل أقواس دائرية بواسطة محددات القياس 0
-التعرف على ضبعات القياس الشائعة األستعمال 0
-التعرف على ضبعات قياس الزوايا واألقواس الداخلية الخارجية.
-التعرف على ضبعات الحدود.
إستخدام العدد اليدوية (برادة) 162 دليل المتدرب
- 8الشطف والجرف الدائرى
8-1محددات القياس والضبعات الشائعة األستعمال
تس تخدم فى قي اس المش غوالت ض بعات خاصة بالدقة المتاحة لض مان دقة القي اس وإ قتص اداً فى ال وقت خصوص اً
فى اإلنتاج الكمى وهذه بعض الضبعات الشائعة األستعمال
- 1ضبعات قياس األقطار
ض بعات قي اس األقط ار الخارجية شبيهـة بالجلب ة
وض بعات قي اس األقط ار الداخليـة عب ارة عن قطـع
أس طوانية يوضـح على كل ض بعة قطرها بالكتاب ة،
وبالتالى تساعد فى عمليه التشطيب 0
شكل ()1-8
- 2ضبعات الخلوص وتسمى مجسات
وهى عب ارة عن مجموعة رق ائق من الص لب مختلفة
الس مك ومركب ة فى حافظة تش به يـد المب ارد العادية
ومبين اً على كل قطعة س مكها أى بع دالخلوص الص الح
لقياسة0
شكل ()2-8
- 3ضبعات قياس خطوة القالووظ المثلث
وهى تش به ض بعات قي اس الخل وص مع وج ود تس نين
فى كل قطعـة بعدد مـن األسنان فى البوصة ،أو الخطوة
ب الملليمترات أى بخطوة خاصة وم بين على كـل قطعة
شكل ()3-8 خطوة القالووظ الذى يناسبها0
- 4ضبعات قياس الزوايا
عب اره عن قطع من الص لب بها زوايا داخلية وزوايا
اً على كل منها درجتهـا وكل زاويه خارجية مبين
تس تخدم لقي اس عكسهـا ويمكـن تنفي ذها قبل الب دأ فى
العمل بالشغلة0
شكل ()4-8
إستخدام العدد اليدوية (برادة) 163 دليل المتدرب
- 5ضبعات قياس األقواس (الداخلية والخارجية)
صنعت بنفس ضبعات الزوايا مع أستبدال الزوايا
بأقواس مبيناً عليها أقطار دوائرها وتنفذ أوالً ثم
تبدأ فى العمل
شكل ()5-8
يبين الشكل التالى ضبعات لعمل وشنكرة
األقواس الداخلية والخارجية ويسمى بالفيلر.
شكل ()6-8
- 6ضبعات قياس الحدود
وهى عبارة عن قطعة مستديرة مفتوح فى محيطها
فتحات مختلفة المقاسات يمكن بها قياس الحدود أى
األبعاد الخارجية الدقيقة وتزيد كل فتحة عن الأخرى
وتكون أحياناً فى قطعـة مستطيلـه كما فى ورش
الح داده .وي راعى على حـفظ كل ه ذه الض بعات ال تى
شكل ()7-8 ذكرت بعيده عن كل مؤثر خارجى
إستخدام العدد اليدوية (برادة) 164 دليل المتدرب
-8-2تدريب عملى:
تدريب على عمليات الشطف واألقواس الدائرية
Working plan
1
2
3
4
5
6
7
إستخدام العدد اليدوية (برادة) 165 دليل المتدرب
الهدف العام من التدريب
.1التدريب على الشنكرة باستخدام عدد وأدوات الشنكرة
.2التدريب على التعامل مع ألواح الصاج وتسوية حوافها
.3التدريب على عملية القص
.4التدريب على القياس باستخدام القدمة ذات الورنية
الخامات
الواح صلب St 37
العدة المستخدمة
مبارد +أدوات قياس +أدوات الشنكرة
خطوات التشغيل
يقوم المتدرب بكتابة خطوات التشغيل بمساعدة المدرب.
إستخدام العدد اليدوية (برادة) 166 دليل المتدرب
وحدة عمل
:MT 1.1.1إستخدامـ العدد اليدوية (القص وأعمال
الصاج)
الجزء التاسع (اليوم التاسع)
إستخدام العدد اليدوية (برادة) 167 دليل المتدرب
الهدف من الجزء التاسع-:
بعد االنتهاء من هذا الجزء يصبح المتدرب قادراً على التعرف على-:
أعمال الصاج والقص
أنواع المقصات اليدوية. -
زوايا القص الصحيحة. -
إفرادات األشكال الهندسية المختلفة. -
شنكرة الصاج بالضبعة. -
التدريب على قص الصاج اليدوى. -
إستخدام العدد اليدوية (برادة) 168 دليل المتدرب
- 9القص:
القص عملية من عمليات الفصل ال ينجم عنه رايش ،والغاية منها هى فصل وقطع ألواح حسب
مقاس معين .ويتم القص بواسطة نصلى قطع إسفينى الشكل يتحرك أحدهما عند القطع تجاه اآلخر
بفعل الرافعة 0
الزاويتان الناجحتان المشتركتان القطع شكل ()1-9
زاوية الخلوصى
زاوية اإلسفين β
شكل ()1-9
9-1وسائل العمل (القص)
يتوقف اإلختبار المناسب لمقص الصاج اليدوى
الذى يجب إستعماله على كل من شكل ونوع
القطع المطلوب
-مقص صاج يدوى:
شكل ()2-9 "
وستعمل للقطعيات المستقيمه القصــيرة
ولقطـع األقواس الخارجية 0شكل ()2-9
-مقص صاج يدوى:
للقطعيات الطويلة المستقيمة
شكل ()3-9
شكل ()3-9
-مقص صاج يدوى:
المنحنيـات والثقوب واألقواس
شكل ()4-9
شكل ()4-9
إستخدام العدد اليدوية (برادة) 169 دليل المتدرب
يمكن لمقصات الرافعة اليدوية أن تقطع صفيحًا أكبر سمكًا من التى تقطع بمقصات الصفيح
اليدوى تصلح القيم المدونة أدناه لآلالت وسيطة الحجم كما تصلح للفوالذ ذى المتانة الوسطى.
-مقص ألواح الصاج اليدوى:
شكل ()5-9
-مقص الرافعة اليدوية:
المقاطع ذات الطول حتى 200مم تقريباً
وبدون توقف 0
سمك الصفيح حتى 5مم تقريباً وسمك الفوالذ
المسطح حتى 5مم تقريباً
شكل ()6-9
-مقص الرافعة اليدوى المركب:
المقاطع ذات طول حتى 200مم بدون توقف
ولقطع الفوالذ الشكلى (ذى الشكل) صفيح
سمكه حتى حوالى 12مم 0
فوالذ مسطح سمكه حتى حوالى 16مم فوالذ
رباعى الحد سمكه حتى حوالى 25مم فوالذ
زاوى وبشكل Tسمكه حتى حوالى 8×60مم
شكل ()7-9
إستخدام العدد اليدوية (برادة) 170 دليل المتدرب
مقصات الثقب ذات الرافعة اليدوية لثقب الصفيح األشكال اآلتية يهئ الخاتم والقالب القابالن
للتبديل على األغلب ألقطار ثقوب معينة وموجودة بكثرة وهى تصلح القيم المدونة للفوالذ ذى
المتانة الوسيطة.
-الثاقب ذو الرافعة اليدوية البسيط:
لثقب صفيح سمكه حتى 2مم وأقطار ثقوبه حوالى 8مم
التفريغ حتى حوالى 120مم 0
شكل ()8-9
-الثاقب ذو األختام الكثيرة مع الرأس الدورانى:
لـ 12قطر لثقوب مختلفة حتى 8 ، 5مم وسمك الصفيح
حتى 5مم التفريغ حتى حوالى 60مم.
شكل ()9-9
-الثاقب ذو الرافعة اليدوية مع محول عجالت مسننه:
لثقب صفيح سمكه حتى حوالى 15مم وقطره
حتى حوالى 24مم التفريغ حتى حوالى 200مم.
تنبيه :يجب على الثقب أال يكون أصغر من سمك
الصفيح.
شكل ()10-9
إستخدام العدد اليدوية (برادة) 171 دليل المتدرب
-9-2تدريب عملى على القص
الهدف من التمرين
تسوية التمرين بعد عملية القطع -
ازالة الحواف الحادة من جوانب المشغولة بالمبرد -
شنكرة التمرين حسب األبعاد الموضحة بالرسم -
تحديد األقواس والشطف العدل بالضبعات -
قص التمرين بالمقص المناسب حسب الشنكرة -
تشطيب التمرين عند مواضع القص -
الخامات
-صاج سمك 3مم
العدد المستخدمة
-أدوات الشنكرة
-مبارد
-أدوات القياس
-المقصات
إستخدام العدد اليدوية (برادة) 172 دليل المتدرب
خطواط التشغيل
يتم تنفيذ خطوات العمل بواسطة المتدرب وبمساعدة المدرب.
Working plan
1
2
3
4
5
6
7
إستخدام العدد اليدوية (برادة) 173 دليل المتدرب
وحدة عمل
:ET 1.4.4إستخدام العدد اليدوية (تدريب عملى)
تقيم شامل للدورة
الجزء العاشر (اليوم العاشر)
إستخدام العدد اليدوية (برادة) 174 دليل المتدرب
الهدف من الجزء العاشر
بعد االنتهاء من هذا الجزء يصبح المتدرب قادراً على التعرف على-:
-التمارين التالية حسب التدريب
-عمليات الشنكرة
-عمليات الثقب والتخويش والبرغلة
-عمليات القلوظة
-تمرين شامل يمكن ان يكون منتج نهائى
إستخدام العدد اليدوية (برادة) 175 دليل المتدرب
- 10نماذج التقييم (التدريبات)
10-1نموذج
Working plan
1
2
3
4
5
6
7
إستخدام العدد اليدوية (برادة) 176 دليل المتدرب
10-2تدريب عملى ( )2الزاوية
Working plan
1
2
3
4
5
6
7
إستخدام العدد اليدوية (برادة) 177 دليل المتدرب
10-3تدريب على عمليات الثقب والتخويش والبرغلة
Working plan
1
2
3
4
5
6
7
إستخدام العدد اليدوية (برادة) 178 دليل المتدرب
10-4تدريب عملى صندوق كهربائى
إستخدام العدد اليدوية (برادة) 179 دليل المتدرب
إستخدام العدد اليدوية (برادة) 180 دليل المتدرب
You might also like
- تشغيل ماكينات الخراطةDocument51 pagesتشغيل ماكينات الخراطةairlinemembership56% (9)
- أساسيات التشغيل الميكانيكىDocument78 pagesأساسيات التشغيل الميكانيكىMF100% (1)
- العمليات الأساسية علي الفرايز التقليدية PDFDocument147 pagesالعمليات الأساسية علي الفرايز التقليدية PDFMEKKAOUI ALAOUI YOUNESNo ratings yet
- كتاب الرسم الميكانيكى و السوليدووركسDocument248 pagesكتاب الرسم الميكانيكى و السوليدووركسmohamed emadNo ratings yet
- مادة الوردDocument97 pagesمادة الوردSamir Bba100% (1)
- الوحدة 2 مهارات تخصصية للخراطةDocument62 pagesالوحدة 2 مهارات تخصصية للخراطةMF100% (1)
- اساسيات عمليات التشغيل الميكانيكي والفرايزDocument176 pagesاساسيات عمليات التشغيل الميكانيكي والفرايزMFNo ratings yet
- برادةDocument5 pagesبرادةMohammed SalemNo ratings yet
- الوحدة 5 العمليات الأساسية للخراطة 3Document61 pagesالوحدة 5 العمليات الأساسية للخراطة 3Fløwer BesanNo ratings yet
- تقرير البرادةDocument4 pagesتقرير البرادةEyad Swayah100% (1)
- برنامج الاعلام الاليDocument7 pagesبرنامج الاعلام الاليanon_556824635100% (1)
- صيانة ماكينة الحياكةDocument90 pagesصيانة ماكينة الحياكةKimo AlshameryNo ratings yet
- ورشة التفريزDocument6 pagesورشة التفريزfady01285052054No ratings yet
- 6- الضواغطDocument49 pages6- الضواغطAhmedOmarNo ratings yet
- نظام سينوميرك CNC Milling الوحدة الثالثة التشغيل والتصنيع علي الفرايز المبرمجةDocument176 pagesنظام سينوميرك CNC Milling الوحدة الثالثة التشغيل والتصنيع علي الفرايز المبرمجةMFNo ratings yet
- د ماجد البنا تصميم عناصر المنشئات الخرسانية ج1Document157 pagesد ماجد البنا تصميم عناصر المنشئات الخرسانية ج1ALI100% (1)
- برادهDocument120 pagesبرادهahlamNo ratings yet
- Mlyt LKHRTDocument70 pagesMlyt LKHRT11002299nnmmnmNo ratings yet
- - - - - - - - ورشة وحدات التبريد والتكييف البسيطةDocument169 pages- - - - - - - ورشة وحدات التبريد والتكييف البسيطةKalos RobticNo ratings yet
- حوامل القطعDocument4 pagesحوامل القطعNacim GMNo ratings yet
- DS1 9base 2022 v1.0Document4 pagesDS1 9base 2022 v1.0boussetta144No ratings yet
- الكترونيات القوىDocument104 pagesالكترونيات القوىEman ANo ratings yet
- دليل صيانة وإصلاح أجهزة التبريد والتكييف ـ موقع الفريد في الفيزياء PDFDocument14 pagesدليل صيانة وإصلاح أجهزة التبريد والتكييف ـ موقع الفريد في الفيزياء PDFفخر العمايمNo ratings yet
- ممنDocument51 pagesممنdheyaamuhammadNo ratings yet
- تشغيل ماكينات الخراطةDocument51 pagesتشغيل ماكينات الخراطةdheyaamuhammadNo ratings yet
- ممنDocument51 pagesممنdheyaamuhammadNo ratings yet
- خراطDocument7 pagesخراطaneessaeed1977No ratings yet
- خراطهDocument7 pagesخراطه11002299nnmmnmNo ratings yet
- اسم البرنامج حداد فاصونDocument6 pagesاسم البرنامج حداد فاصونMohamed SaberSokarNo ratings yet
- الوحدة 3 قطع القلاووظ بالخراطةDocument64 pagesالوحدة 3 قطع القلاووظ بالخراطةMF100% (2)
- 05 2Document7 pages05 2Mellah ImadNo ratings yet
- 05 2Document7 pages05 2Mellah ImadNo ratings yet
- MUCLecture 2022 4193368Document7 pagesMUCLecture 2022 41933686bd1a3b18dNo ratings yet
- نسخة من الدوائر المنطقية ومعالجات دقيقة نظريDocument154 pagesنسخة من الدوائر المنطقية ومعالجات دقيقة نظريZaki nouiNo ratings yet
- 1000255ARمان ليفت 38 جونيDocument42 pages1000255ARمان ليفت 38 جونيحمو عثمانNo ratings yet
- هندسة الكترونية عمليDocument39 pagesهندسة الكترونية عمليAhmed GamalNo ratings yet
- DS1 9base 2021 V1.1.docx Version 1Document3 pagesDS1 9base 2021 V1.1.docx Version 1Moha BenhNo ratings yet
- 05-محاكاة الدوائر بالحاسبDocument141 pages05-محاكاة الدوائر بالحاسبomayma omaNo ratings yet
- 3 أساسيات التشغيل الميكانيكية جميع التخصصات الميكانيكيةDocument67 pages3 أساسيات التشغيل الميكانيكية جميع التخصصات الميكانيكيةYasser FaragNo ratings yet
- اساسيات اتصالات نظري ـ موقع الفريد في الفيزياءDocument174 pagesاساسيات اتصالات نظري ـ موقع الفريد في الفيزياءfayez JhsNo ratings yet
- QR 60Document8 pagesQR 60larbi kimoNo ratings yet
- هندسة النظم الرادارية وتطبيقاتهاDocument446 pagesهندسة النظم الرادارية وتطبيقاتهاultra ultraNo ratings yet
- تكييف السيارة PDFDocument6 pagesتكييف السيارة PDFIslam ActrosNo ratings yet
- 816305 Pantograph قوالب و اسطمباتDocument7 pages816305 Pantograph قوالب و اسطمباتMohamed IbrahimNo ratings yet
- اساسيات عمليات التشغيل الميكانيكي والفرايزDocument176 pagesاساسيات عمليات التشغيل الميكانيكي والفرايزmoahmmedNo ratings yet
- منهجية جدرات وحدة الأوفر 4 فتلة2024Document1 pageمنهجية جدرات وحدة الأوفر 4 فتلة2024hamadaabdallatifNo ratings yet
- DS1 9base 2021 v1.1Document3 pagesDS1 9base 2021 v1.1Ferjani AbdessamadNo ratings yet
- COW PA5 Days - Ar. V8Document112 pagesCOW PA5 Days - Ar. V8engr anharNo ratings yet
- الوحدة 3 عمليات التشغيل و التشكيلDocument125 pagesالوحدة 3 عمليات التشغيل و التشكيلتامر راجحNo ratings yet
- التكييف والتبريد-الرسم الصناعي صف12 ف1 (2023)Document156 pagesالتكييف والتبريد-الرسم الصناعي صف12 ف1 (2023)Fuad SafadiNo ratings yet
- ملزمة تثبيت الأنابيبELEVEDocument5 pagesملزمة تثبيت الأنابيبELEVETarek BouallegueNo ratings yet
- 1 Principles of CoolingDocument87 pages1 Principles of CoolingMohamed AlmafrajiNo ratings yet
- Downloadfile 37Document4 pagesDownloadfile 37Mohamed Amine MnassriNo ratings yet
- مقرر مهارات ورش 2 للعام 2023-2022Document98 pagesمقرر مهارات ورش 2 للعام 2023-2022sandadnan30No ratings yet
- قوى4Document7 pagesقوى4abdo2211No ratings yet
- SOLIDWORKSDocument117 pagesSOLIDWORKSabasNo ratings yet
- 1161 ADocument138 pages1161 Aمحمد المندلاويNo ratings yet
- فرض تأليفي 9 أساسي الثلاثي2 التربية التكنولوجيةDocument3 pagesفرض تأليفي 9 أساسي الثلاثي2 التربية التكنولوجيةAouinti94% (17)