You might also like
- En 5Document3 pagesEn 5Shagufta AzamNo ratings yet
- Bag Filter Calculation PDFDocument4 pagesBag Filter Calculation PDFArun Gupta71% (7)
- Assignment (Air Pollution)Document7 pagesAssignment (Air Pollution)Durga Prasad Murmu0% (1)
- Particulate Control-2 Fabric Filters Particulate Scrubbers: Prof. Dr. Dentel Notes and Prof. Dr. Chang-Yu WuDocument53 pagesParticulate Control-2 Fabric Filters Particulate Scrubbers: Prof. Dr. Dentel Notes and Prof. Dr. Chang-Yu WuTushar KadgaleNo ratings yet
- Calculation and Design of Packed Column For AcidDocument14 pagesCalculation and Design of Packed Column For AcidDavid LambertNo ratings yet
- Filament Yarn Quench AirDocument2 pagesFilament Yarn Quench AirClarence AG YueNo ratings yet
- Kitchen Ventilation DesignDocument4 pagesKitchen Ventilation DesignJames Nyaga80% (5)
- 12 - Particulate Control Systems - Section - 2Document84 pages12 - Particulate Control Systems - Section - 2Meryem LamhamdiNo ratings yet
- 25 - Tutorial 5Document16 pages25 - Tutorial 5Mihir KordeNo ratings yet
- Sand Filter Design Example SummaryDocument13 pagesSand Filter Design Example SummaryUni_31No ratings yet
- Chapter 6. Fabric FiltersDocument51 pagesChapter 6. Fabric Filterspekanselandar100% (1)
- An Introduction to Fabric FiltersDocument51 pagesAn Introduction to Fabric FiltersKaffelNo ratings yet
- Drilling Questions and SolutionsDocument10 pagesDrilling Questions and SolutionsJohn Joseph100% (3)
- Settling ChambersDocument2 pagesSettling ChambersAnonymous d3sWgsNo ratings yet
- MicrofilterDocument23 pagesMicrofilterArrianne Jaye MataNo ratings yet
- Board Solved Problems & FormulasDocument6 pagesBoard Solved Problems & FormulasJC YabisNo ratings yet
- Design of Bag Filter For The Control of Dust Emissions For A Cement PlantDocument3 pagesDesign of Bag Filter For The Control of Dust Emissions For A Cement PlantAhmed OuslatiNo ratings yet
- Heat Exchanger DesignDocument22 pagesHeat Exchanger DesignRupack HalderNo ratings yet
- Solving Numerical Problems on Air Pollution Control DevicesDocument7 pagesSolving Numerical Problems on Air Pollution Control DevicesankursonicivilNo ratings yet
- SlabDocument13 pagesSlabAmit Singh BaghelNo ratings yet
- Rotary Drum FilterDocument13 pagesRotary Drum FilterGunasri SuryaNo ratings yet
- Basic Criteria For Selection of Bag FilterDocument33 pagesBasic Criteria For Selection of Bag FilterMuhammadShoaib100% (3)
- Design of Distillation Column EquipmentDocument41 pagesDesign of Distillation Column EquipmentHardik Gandhi100% (1)
- Design: of Shell & Tube Heat ExchangerDocument27 pagesDesign: of Shell & Tube Heat ExchangerBalamurugan SakthivelNo ratings yet
- Lecture 9 Coagulation Design Criteria and ExamplesDocument12 pagesLecture 9 Coagulation Design Criteria and ExamplesAhmad Salih100% (1)
- Vinayak Bindu Basic Pneumatic SysteDocument95 pagesVinayak Bindu Basic Pneumatic SysteVinayak BinduNo ratings yet
- Spreadsheet For Activated Sludge ProcessDocument31 pagesSpreadsheet For Activated Sludge ProcessHemantk8731100% (8)
- Rotary Drier DesignDocument29 pagesRotary Drier DesignDharamvir Singh80% (5)
- Distillation Column Complete DesignDocument59 pagesDistillation Column Complete DesignViswanath KapavarapuNo ratings yet
- 11plate and Frame Filter PressDocument4 pages11plate and Frame Filter PressHarish PrasathNo ratings yet
- Air Cooler-Example 8-2Document3 pagesAir Cooler-Example 8-2citramuaraNo ratings yet
- Activated Sسمعيلثludge Calculation SheetDocument14 pagesActivated Sسمعيلثludge Calculation SheetYasser Fathy Aly100% (1)
- Brackish WaterDocument35 pagesBrackish WaterChemsys SunnyNo ratings yet
- Water Treatment Plant DesignDocument36 pagesWater Treatment Plant Designnopime100% (3)
- EPW Baghouse 1 Ae6Document57 pagesEPW Baghouse 1 Ae6Alejandra Palma SolanoNo ratings yet
- Spek Knock Out DrumDocument4 pagesSpek Knock Out Drumadepurnamajaya25No ratings yet
- Bab IV Sampai Grit ChamberDocument20 pagesBab IV Sampai Grit ChamberBella NitaNo ratings yet
- ETL 1110-1-160 Design CalculationsDocument6 pagesETL 1110-1-160 Design Calculationsdzari6738No ratings yet
- LSU Type Dryer Design for Paddy DryingDocument41 pagesLSU Type Dryer Design for Paddy DryingAshish Sharma70% (10)
- Solved Problems in Fluid MechanicsDocument19 pagesSolved Problems in Fluid MechanicsPrincess Janine CatralNo ratings yet
- Types of condensers and design calculationsDocument17 pagesTypes of condensers and design calculationsfarhaNo ratings yet
- IntroductionDocument17 pagesIntroductionMitul PrajapatiNo ratings yet
- FINAL Chapter 6 Conical Dryer 1Document16 pagesFINAL Chapter 6 Conical Dryer 1Milton Dels RosaNo ratings yet
- Abe Quiz Season XviiDocument7 pagesAbe Quiz Season XviiMeljun GementizaNo ratings yet
- Chapter 3 - Drip IrrigationDocument5 pagesChapter 3 - Drip IrrigationEng Ahmed abdilahi IsmailNo ratings yet
- Aeration System and Oxygen RequirementDocument7 pagesAeration System and Oxygen Requirementdzari6738No ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Air Quality ManagementFrom EverandAir Quality ManagementSuresh T. NesaratnamNo ratings yet
- Analytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportFrom EverandAnalytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportNo ratings yet
- Baghouse Design CalculationsDocument11 pagesBaghouse Design CalculationsShagufta AzamNo ratings yet
- Lab 1Document48 pagesLab 1Shagufta AzamNo ratings yet
- Lab 2Document4 pagesLab 2Shagufta AzamNo ratings yet
- ExportDocument4 pagesExportShagufta AzamNo ratings yet
- Book 1Document17 pagesBook 1Shagufta AzamNo ratings yet
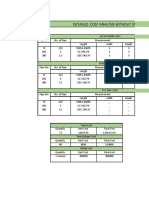
- Cost AnalysisDocument6 pagesCost AnalysisShagufta AzamNo ratings yet
- 2019en 5Document16 pages2019en 5Shagufta AzamNo ratings yet
- Ravi Streeter Phelps EquationDocument26 pagesRavi Streeter Phelps EquationShagufta AzamNo ratings yet
- Chi Square MethodDocument6 pagesChi Square MethodShagufta AzamNo ratings yet
- Introduction To Environmental EngineeringDocument12 pagesIntroduction To Environmental EngineeringTemesgen SemagnNo ratings yet
- NASSCO Specification Guideline - Smoke Testing - May 2021Document13 pagesNASSCO Specification Guideline - Smoke Testing - May 2021Khalid KaddouraNo ratings yet
- Identification and Control of Filamentous BacteriaDocument134 pagesIdentification and Control of Filamentous Bacteriaزول نبيلNo ratings yet
- Plumbing Design Service ProposalDocument2 pagesPlumbing Design Service ProposalChristan Daniel RestorNo ratings yet
- Full Report Jilin ExplosionDocument19 pagesFull Report Jilin Explosionmanzahuhu67% (3)
- Underground Storage TanksDocument8 pagesUnderground Storage TanksCypress Rovee FloresNo ratings yet
- Sterilization of Water Using Bleaching PowderDocument15 pagesSterilization of Water Using Bleaching PowderSupriyaNo ratings yet
- Building Utilities Module 2 Lesson 3Document7 pagesBuilding Utilities Module 2 Lesson 3Bryan ManlapigNo ratings yet
- Case StudyDocument7 pagesCase Studyroderick biazonNo ratings yet
- Y290 WML 206Document12 pagesY290 WML 206alex generalNo ratings yet
- Safety Data Sheet: Product Name: MOBILGARD 300 CDocument10 pagesSafety Data Sheet: Product Name: MOBILGARD 300 CSerhiy SadovskyNo ratings yet
- Water Treatment System Operation ManualDocument10 pagesWater Treatment System Operation ManualCoteneanuIonutNo ratings yet
- First Flush Basic Installation GuideDocument7 pagesFirst Flush Basic Installation GuideGin GineerNo ratings yet
- Water Treatment Plant QuotationDocument5 pagesWater Treatment Plant Quotationsharath mathewNo ratings yet
- Activities That Affect The Quality and Availability of Water For Human Use - 10Document46 pagesActivities That Affect The Quality and Availability of Water For Human Use - 10Cristine Joy Pingaron100% (1)
- 2nd Year Foreign LanguagesDocument3 pages2nd Year Foreign LanguagesDouNia DoNo ratings yet
- Presentasi Bahasa InggrisDocument3 pagesPresentasi Bahasa Inggrissofi puspitasariNo ratings yet
- SWM Questionnaire (Team2)Document3 pagesSWM Questionnaire (Team2)Princess Nahial100% (2)
- Submitted by Ramasayi Gummadi BC0180042Document9 pagesSubmitted by Ramasayi Gummadi BC0180042Ramasayi GummadiNo ratings yet
- Higg Index-Water Module: - Why It Is Used As Business Tool and - How To Score in ItDocument36 pagesHigg Index-Water Module: - Why It Is Used As Business Tool and - How To Score in Itshahed81No ratings yet
- DS Ats430-En HDocument12 pagesDS Ats430-En HEduardo MendonçaNo ratings yet
- The Potential For Chlorine Dioxide in The Public Water SupplyDocument24 pagesThe Potential For Chlorine Dioxide in The Public Water SupplyAlistair CameronNo ratings yet
- Biomethane Potential and Sustainability in Europe, 2030 and 2050Document2 pagesBiomethane Potential and Sustainability in Europe, 2030 and 2050The International Council on Clean TransportationNo ratings yet
- Urbanisation Harms Society Through Competition, Pollution and CrimeDocument2 pagesUrbanisation Harms Society Through Competition, Pollution and CrimeSofia Arissa100% (2)
- BC Towbrosec BR Au 0915 LRDocument8 pagesBC Towbrosec BR Au 0915 LRnermeen ahmedNo ratings yet
- Pipe2Cad: Water Supply, Sanitary Sewer, and Storm Drainage NetworksDocument20 pagesPipe2Cad: Water Supply, Sanitary Sewer, and Storm Drainage Networkse220b332cfNo ratings yet
- Environmental Protection Case StudyDocument8 pagesEnvironmental Protection Case StudyLouisse ValeriaNo ratings yet
- C200 - CDPF SystemDocument12 pagesC200 - CDPF SystemKada Ben youcefNo ratings yet
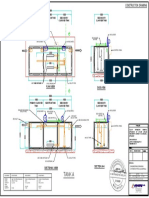
- Construction Drawing Example - Sepctic TankDocument1 pageConstruction Drawing Example - Sepctic TanknzhazmiNo ratings yet