Professional Documents
Culture Documents
Hướng Dẫn Thay Khuôn AUTO Máy Dập AUTO -Update
Hướng Dẫn Thay Khuôn AUTO Máy Dập AUTO -Update
Uploaded by
Nguyễn Xuân HoàngCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Hướng Dẫn Thay Khuôn AUTO Máy Dập AUTO -Update
Hướng Dẫn Thay Khuôn AUTO Máy Dập AUTO -Update
Uploaded by
Nguyễn Xuân HoàngCopyright:
Available Formats
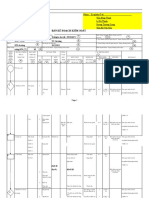
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
HƯỚNG DẪN THAY KHUÔN
Ngày lập 23/3/2022
Sản Chất Ngày hiệu chỉnh
AUTO MÁY DẬP AUTO ( Tờ 1)
xuất lượng Revision 0
/ / Page 1/2 / / /
SMT: DẬP LINE: ALL MODEL : ALL
1. CHUẨN BỊ
2. KHỞI ĐỘNG MÁY Quản lý trọng điểm và cảnh báo
Khuôn dập
Máy dập auto Chỉ những người được đào tạo mới được phép
1
vận hành máy
Đào tạo
Khi máy có sự cố bất thường phải báo ngay cho
2
JIG Nozzle hút FPCB bên kỹ thuật Auto ,ME
1
3
2
4
đồng hồ rà khuôn
*BƯỚC (2)
*BƯỚC (1) - Chọn AUTO=> ORGALL sáng lên như hình 2 Máy móc, thiết bị, dụng cụ, vật liệu
- Máy dập auto
- Khuôn dập cần thay,JIG Nozzle, đồng hồ rà khuôn
VTPS-071-06 No. Hạng mục Nội dung và thông tin
3.1 HƯỚNG DẪN LẮP NOZZLE HÚT FPCB
1 Máy Dập AUTO
1 2
* BƯỚC (3)
1. Lấy dụng cụ tháo ốc NOZZLE 2 bên 2 Bao ngón Đeo gang tay thao tác.
chiều mũi tên như hình 1
2. Tháo bỏ ống khí hút NOZZLE như hình
2
3. Lắp NOZZLE như hình 2 lấy dụng cụ 3 Khác Vòng tĩnh điện,hộp nhựa
vặn chặt ốc ở 2 bên nhìn theo chiều mũi tên
NOZZLE
Vị trí tháo ống khí
4
*chú ý cẩn thận lúc di chuyển khuôn để ý
bỏ các chướng ngại vậy để không bị đâm
Vị
Vị trí
trí lắp
tháoốcNOZZLE
NOZZLE 5
Vị trí tháo ốc
NOZZLE
NOZZLE
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
HƯỚNG DẪN THAY KHUÔN
Ngày lập 23/3/2022
Sản Chất Ngày hiệu chỉnh
AUTO MÁY DẬP AUTO ( Tờ 2)
xuất lượng Revision 0
/ / Page 1/2 / / /
SMT: DẬP LINE: ALL MODEL : ALL
3.2. HƯỚNG DẪN LẮP NOZZLE HÚT FPCB Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
4. Sau khi lắp NOZZLE song chọn TEACHING=> Đào tạo
TEACHING Z=> ĐĂNG NHẬP như hình 1 làm theo chiều 2
Khi máy có sự cố bất thường phải báo ngay cho
mũi tên màn hình hiện lên như hình 2 bên kỹ thuật Auto ,ME
5. Chọn đăng nhập thông tin USE NAME (nhập ADMIN) =>
PASSWORD ( nhập pass 11223344)=> ĐĂNG NHẬP làm
2 theo hướng dẫn như hình 2 màn hình hiện lên như hình 3 3
6. Chọn JOG X+ để di chuyển NOZZLE về phía bên trái và
chọn JOG Z + để di chuyển NOZZLE xuống FPCB như hình
3 ,tiếp đến điều chỉnh trục NOZZLE sao cho khớp với FPCB
như hình=> NOZZLE và FPCB khớp nhau tiến hành nắp ống 4
hút khí như hình 4
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ
1 các chướng ngại vậy để không bị đâm Máy móc, thiết bị, dụng cụ, vật liệu
VTPS-071-06 No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
4 2 Bao ngón Đeo gang tay thao tác.
3
3 Khác Vòng tĩnh điện,hộp nhựa
lắp ống hút khí NOZZLE
Vị trí điều chỉnh chân hút
6
NOZZLE và FPCB
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
HƯỚNG DẪN THAY KHUÔN
Ngày lập 23/3/2022
Sản Chất Ngày hiệu chỉnh
AUTO MÁY DẬP AUTO ( Tờ 3)
xuất lượng Revision 0
/ / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
4. CÀI ĐẶT MODEL DẬP CHƯA CÓ TRONG CHƯƠNG TRÌNH VÀ CHỌN MODEL DẬP CÓ SẴN TRONG CHƯƠNG TRÌNH Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
Đào tạo
Khi máy có sự cố bất thường phải báo ngay cho
2
bên kỹ thuật Auto ,ME
2
3
3
4 4
5 Máy móc, thiết bị, dụng cụ, vật liệu
1
VTPS-071-06 No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
* BƯỚC (4)
1. Hướng dẫn Cài đặt tên MODEL chưa có trong chương trình
+ Chọn MODEL như hình 1 2 Bao ngón Đeo gang tay thao tác.
+ Chọn MODEL.NO như hình 2 ( nhập thứ tự tên model cần để trong chương trình)
+ Chọn NAME MODEL như hình 3( nhập tên model cần dập)
+ Chọn SAVE MODEL như hình 4 ( Lưu tên model khi nhập song)
2. Hướng dẫn chọn tên MODEL có sẵn trong chương trình 3 Khác Vòng tĩnh điện,hộp nhựa
+ Chọn MODEL như hình 1
+ Chọn MODEL.NO như hình 2 (nhập vị trí tên model có sẵn trong chương trình cần dập vào hình 2)
+ Chọn LOAD MODEL như hình 5( khởi động chương trình và tên model tự load lên ở hình 3 )
4
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các chướng ngại vậy để
không bị đâm
5
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
HƯỚNG DẪN THAY KHUÔN
Ngày lập 23/3/2022
Sản Chất Ngày hiệu chỉnh
AUTO MÁY DẬP AUTO ( Tờ 4)
xuất lượng Revision 0
/ / Page 0 / / /
SMT: DẬP LINE: ALL MODEL : ALL
5. HƯỚNG DẪN GẠT TRỤC CLEAR QUÉT RÁC ĐỂ THAY KHUÔN Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
* BƯỚC 5
1. Chọn TEACHING => Chọn TEACHING CLEAR như hình Đào tạo
1 theo chiều mũi tên màn hình hiện lên như hình 2 2
Khi máy có sự cố bất thường phải báo ngay cho
2. Chọn SEVORCL ON => màn hình hiện lên màu đỏ bên kỹ thuật Auto ,ME
ALARM như hình 2 nhìn theo chiều mũi tên
3. Dùng tay gạt trục CLEAR quét rác về phía sau để thay
khuôn như hình 3 3
4.Quay lại Chọn SEVORCL ON như hình 2 để máy khởi
động OK
4
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ
các chướng ngại vậy để không bị đâm
Máy móc, thiết bị, dụng cụ, vật liệu
1
No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
2
2 Bao ngón Đeo gang tay thao tác.
3 3 Khác Vòng tĩnh điện,hộp nhựa
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 22/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
HƯỚNG DẪN THAY KHUÔN
Ngày lập 23/3/2022
Sản Chất Ngày hiệu chỉnh
AUTO MÁY DẬP AUTO ( Tờ 5)
xuất lượng Revision 0
/ / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
6. ĐƯA KHUÔN TRÊN VÀO VỊ TRÍ ĐỂ DẬP Quản lý trọng điểm và cảnh báo
* BƯỚC (6)
1. Chọn MANUAL=> Chọn MANUAL TRANFER FPCB Chỉ những người được đào tạo mới được phép
1
theo chiều mũi tên như hình 1 màn hình hiện như hình 2 vận hành máy
2. Chọn POS TRANFER INPUT FPCB như hình 2 để khuôn Đào tạo
ra ngoài như hình 3
3. Tháo khuôn dưới lấy dụng cụ tháo khuôn vặn ốc vít 2 bên Khi máy có sự cố bất thường phải báo ngay cho
2
khuôn dưới trái phải mỗi bên 2 điểm ốc như hình 3 bên kỹ thuật Auto ,ME
4. Lắp khuôn cần chạy như hình 4 đặt khớp căn chỉnh 4 góc
khuôn cân nhau , lấy dụng cụ lắp khuôn vặn chặt ốc vít 2 bên
khuôn dưới trái phải như hình 4 3
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ
các chướng ngại vậy để không bị đâm
4
Máy móc, thiết bị, dụng cụ, vật liệu
1
No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
2 Bao ngón Đeo gang tay thao tác.
3 Khác Vòng tĩnh điện,hộp nhựa
2
4
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
HƯỚNG DẪN THAY KHUÔN
Ngày lập 23/3/2022
Sản Chất Ngày hiệu chỉnh
AUTO MÁY DẬP AUTO ( Tờ 6)
xuất lượng Revision 0
/ / Page 1/2 / / /
SMT: DẬP LINE: ALL MODEL : ALL
7. HƯỚNG DẪN THÁO KHUÔN TRÊN Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
* BƯỚC (7) Đào tạo
1. Chọn TEACHING =>Chọn TEACHING PRESS theo chiều
mũi tên như hình 1 màn hình hiện ra như hình 2 Khi máy có sự cố bất thường phải báo ngay cho
2
2. Chọn JOG PRESS - như hình 2 nâng khuôn trên cao lên để bên kỹ thuật Auto ,ME
tháo Khuôn dưới.
3. Tháo khuôn trên lấy dụng cụ tháo ốc vít 2 bên khuôn như
hình 3=> Chọn JOG PRESS+ như hình 2 để hạ khuôn trên 3
xuống
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các 4
1 chướng ngại vậy để không bị đâm
Máy móc, thiết bị, dụng cụ, vật liệu
No. Hạng mục Nội dung và thông tin
3 1 Máy Dập AUTO
2
2 Bao ngón Đeo gang tay thao tác.
3 Khác Vòng tĩnh điện,hộp nhựa
Vị trí tháo ốc vít khuôn trên
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
HƯỚNG DẪN THAY KHUÔN
Ngày lập 23/3/2022
Sản Chất Ngày hiệu chỉnh
AUTO MÁY DẬP AUTO ( Tờ 7)
xuất lượng Revision 0
/ / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
8. THÁO KHUÔN DƯỚI VÀ LẮP KHUÔN DƯỚI Quản lý trọng điểm và cảnh báo
* BƯỚC (8)
1. Chọn MANUAL=> Chọn MANUAL TRANFER FPCB
Chỉ những người được đào tạo mới được phép
theo chiều mũi tên như hình 1 màn hình hiện như hình 2 1
vận hành máy
2. Chọn POS TRANFER INPUT FPCB như hình 2 để khuôn
ra ngoài như hình 3 Đào tạo
3. Tháo khuôn dưới lấy dụng cụ tháo khuôn vặn ốc vít 2 bên Khi máy có sự cố bất thường phải báo ngay cho
khuôn dưới theo chiều mũi tên mỗi bên 2 điểm ốc như hình 3 2
bên kỹ thuật Auto ,ME
4. Lắp khuôn cần chạy như hình 4 đặt khớp căn chỉnh 4 góc
khuôn cân nhau , lấy dụng cụ lắp khuôn vặn chặt ốc vít 2 bên
khuôn dưới như hình 4 3
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các chướng ngại
vậy để không bị đâm
4
Máy móc, thiết bị, dụng cụ, vật liệu
1
No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
Vị trí
Vị trí lắp
lắp ốc
ốc vít
vít khuôn
khuôn dưới
dưới
2 Bao ngón Đeo gang tay thao tác.
3
2 3 Khác Vòng tĩnh điện,hộp nhựa
Vị trí tháo ốc vít khuôn dưới 5
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
HƯỚNG DẪN THAY KHUÔN
Ngày lập 23/3/2022
Sản Chất Ngày hiệu chỉnh
AUTO MÁY DẬP AUTO ( Tờ 8)
xuất lượng Revision 0
/ / Page 1/2 / / /
SMT: DẬP LINE: ALL MODEL : ALL
9. CHỈNH ĐỒNG HỒ RÀ KHUÔN DƯỚI VÀ NẮP KHUÔN TRÊN Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
Đào tạo
Khi máy có sự cố bất thường phải báo ngay cho
2
bên kỹ thuật Auto ,ME
1
* BƯỚC (9)
1. Nắp đồng hồ rà khuôn chỉnh vặn đến mức số 0 như 3
hình 1 bên trái=> Chọn TEACHING=> Chọn
TEACHING TRANFER FPCB như hình 2 làm theo
chiều mũi tên màn hình hiển thị như hình 3 => Chọn 4
JOG TR+ - để di chuyển khuôn dưới lên xuống cho
đồng hồ về số 0 ở 2 đầu khuôn như hình 1 bên phải
khuôn mới OK
2 Chọn MANUAL => Chọn POS TRANFER PRESS Máy móc, thiết bị, dụng cụ, vật liệu
FPCB như hình 4 đển di chuyển khuôn trên như hình
5 Lắp khuôn khớp vặn ốc chặt khớp với khuôn
3 No. Hạng mục Nội dung và thông tin
*chú ý cẩn thận lúc di chuyển khuôn để
ý bỏ các chướng ngại vậy để không bị 1 Máy Dập AUTO
đâm
2 Bao ngón Đeo gang tay thao tác.
4
5 3 Khác Vòng tĩnh điện,hộp nhựa
2
Vị trí lắp ốc vít khuôn trên 5
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
HƯỚNG DẪN THAY KHUÔN
Ngày lập 23/3/2022
Sản Chất Ngày hiệu chỉnh
AUTO MÁY DẬP AUTO ( Tờ 9)
xuất lượng Revision 0
/ / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
10. CÀI ĐẶT TỌA ĐỘ PRESS FPCB Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
* BƯỚC 10 Đào tạo
1.sau khi bắt ốc khuôn trên xong vào TEACHING => Khi máy có sự cố bất thường phải báo ngay cho
TEACHING PRESS như hình 1làm theo chiều mũi tên 2
bên kỹ thuật Auto ,ME
2. Lưu tọa độ press ấn vào SAVE như hình 2 giữu khoảng 1s
để lưu tọa độ
3
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các chướng ngại
vậy để không bị đâm
4
1
Máy móc, thiết bị, dụng cụ, vật liệu
No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
2 Bao ngón Đeo gang tay thao tác.
3 Khác Vòng tĩnh điện,hộp nhựa
2
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
HƯỚNG DẪN THAY KHUÔN
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
Ngày lập 23/3/2022
AUTO MÁY DẬP AUTO ( Tờ Sản
xuất
Chất
lượng
Ngày hiệu chỉnh
Revision 0
10) / / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
11. DI CHUYỂN NOZZEL BÊN TRÁI HÚT FPCB Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
* BƯỚC (11) 1
vận hành máy
1. Chọn TEACHING => Chọn TEACHING X như hình 1
Đào tạo
chọn theo chiều mũi tên màn hình hiện lên như hình 2
2. Chọn JOG X+ - và JOG Z+ - như hình 2 để di chuyển Khi máy có sự cố bất thường phải báo ngay cho
2
bên kỹ thuật Auto ,ME
NOZZLE xuống hút FPCB như hình 3
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các 3
chướng ngại vậy để không bị đâm
1 4
Máy móc, thiết bị, dụng cụ, vật liệu
No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
2
2 Bao ngón Đeo gang tay thao tác.
Vị trí NOZZLE hút FPCB
3
3 Khác Vòng tĩnh điện,hộp nhựa
2
4
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
HƯỚNG DẪN THAY KHUÔN
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
Ngày lập 23/3/2022
AUTO MÁY DẬP AUTO ( Tờ Sản
xuất
Chất
lượng
Ngày hiệu chỉnh
Revision 0
11) / / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
12. LƯU TỌA ĐỘ HÚT FPCB Quản lý trọng điểm và cảnh báo
* BƯỚC (12) Chỉ những người được đào tạo mới được phép
1
vận hành máy
1. Lưu tọa độ điểm FPCB
- Chọn TEACHING=> Chọn TEACHING X như hình 1 chọn theo Đào tạo
chiều mũi tên màn hình hiện lên như hình 3 Khi máy có sự cố bất thường phải báo ngay cho
2. Lưu tọa độ điểm hút FPCB 2
bên kỹ thuật Auto ,ME
- Nhìn hình 2 NOZZLE và FPCB khớp nhau bắt đầu lưu tọa độ điểm
hút
- Chọn lưu SAVE như hình 3 vùng khoanh màu vàng vị trí lưu tọa 3
độ điểm hút FPCB giữ 2s để lưu => Chọn lưu tọa độ điểm hút giấy
như vùng khoanh màu giữ 2S để lưu tọa độ điểm như hình 2
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các chướng ngại vậy để
1 không bị đâm 4
Máy móc, thiết bị, dụng cụ, vật liệu
No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
3
2 Bao ngón Đeo gang tay thao tác.
2 Vị trí lưu tọa độ điểm hút FPCB Vị trí lưu tọa độ điểm hút giấy
3 Khác Vòng tĩnh điện,hộp nhựa
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
HƯỚNG DẪN THAY KHUÔN
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
Ngày lập 23/3/2022
AUTO MÁY DẬP AUTO ( Tờ Sản
xuất
Chất
lượng
Ngày hiệu chỉnh
Revision 0
12) / / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
13. BẬT KHÍ HÚT FPCB RA TEACHING TỌA ĐỘ THẢ FPCB LÊN KHUÔN DƯỚI Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
Đào tạo
* BƯỚC (13) Khi máy có sự cố bất thường phải báo ngay cho
1. Chọn MANUAL => Chọn MANUAL CYLINDER như hình 1 2
bên kỹ thuật Auto ,ME
2. Chọn hết tất cả các vị trí khoanh màu vàng VACCUM như hình 2
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các chướng ngại vậy để
không bị đâm 3
1
Máy móc, thiết bị, dụng cụ, vật liệu
No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
2 2 Bao ngón Đeo gang tay thao tác.
3 Khác Vòng tĩnh điện,hộp nhựa
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
HƯỚNG DẪN THAY KHUÔN
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
Ngày lập 23/3/2022
AUTO MÁY DẬP AUTO ( Tờ Sản
xuất
Chất
lượng
Ngày hiệu chỉnh
Revision 0
13) / / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
14. ĐIỀU KHIỂN KHUÔN DƯỚI VÀ NOZZLE CHO FPCB VÀO KHUÔN DƯỚI Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
* BƯỚC (14) 1
Chọn di chuyển khuôn dưới vận hành máy
1. Chọn TEACHING => Chọn TEACHING X như hình 1 màn hình
hiện như hình 2 Chọn JOG X + hoặc X - và JOG Z + hoặc Z - để di Đào tạo
chuyển NOZZLE như hình 4 sao cho đúng điểm hút của FPCB Khi máy có sự cố bất thường phải báo ngay cho
2
Chọn di chuyển NOZZLE 2. Chọn TEACHING=> Chọn TEACHING TRANFER FPCB như bên kỹ thuật Auto ,ME
hình 1 màn hình hiện như hình 3 chọn JOG TR + hoặc TR- khuôn
dưới cho khớp với chân pin của khuôn dưới như hình 4
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các 3
chướng ngại vậy để không bị đâm
1 4
Máy móc, thiết bị, dụng cụ, vật liệu
No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
4
2 3
2 Bao ngón Đeo gang tay thao tác.
3 Khác Vòng tĩnh điện,hộp nhựa
NOZZLE
4
Chọn di chuyển khuôn dưới
Chọn di chuyển NOZZLE
Khuôn dưới
5
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
HƯỚNG DẪN THAY KHUÔN
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
Ngày lập 23/3/2022
AUTO MÁY DẬP AUTO ( Tờ Sản
xuất
Chất
lượng
Ngày hiệu chỉnh
Revision 0
14) / / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
15. LƯU TỌA ĐỘ ĐIỂM THẢ TRANFER FPCB KHUÔN DƯỚI Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
Đào tạo
Khi máy có sự cố bất thường phải báo ngay cho
2
bên kỹ thuật Auto ,ME
* BƯỚC (15)
1. Chọn TEACHING=> TEACHING TRANFER FPCB như 4
1 hình 1 màn hình hiện như hình 2. Lưu tọa độ điểm chọn SAVE
như hình 2 giữ 2s để lưu => Nhập số đo vào vị trí tọa độ điểm
thả FPCB như hình 2 số đo theo thiết kế của từng khuôn=>
Kiểm tra FPCB có số lần dập bao nhiêu ,điền vào vị trí số lần Máy móc, thiết bị, dụng cụ, vật liệu
dập FPCB như hình 2
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các
No. Hạng mục Nội dung và thông tin
chướng ngại vậy để không bị đâm
1 Máy Dập AUTO
Vị trí nhập số lần dập FPCB cho
2 1 array 2 Bao ngón Đeo gang tay thao tác.
Vị trí lưu tọa độ điểm hút giấy
3 Khác Vòng tĩnh điện,hộp nhựa
Lưu tọa độ điểm
2
4
Nhập khoảng cách bước dập 5
giữa 2 lần dập
Vị trí lưu tọa độ điểm hút FPCB 6
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
HƯỚNG DẪN THAY KHUÔN
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
Ngày lập 23/3/2022
AUTO MÁY DẬP AUTO ( Tờ Sản
xuất
Chất
lượng
Ngày hiệu chỉnh
Revision 0
15) / / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
16. LƯU TỌA ĐỘ ĐIỂM THẢ FPCB TRỤC X Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
Đào tạo
Khi máy có sự cố bất thường phải báo ngay cho
* BƯỚC (16) 2
bên kỹ thuật Auto ,ME
1. Chọn TEACHING=> TEACHING X như hình 1
màn hình hiện ra như hình 2.
2.Lưu tọa độ điểm như hình 2 theo chiều mũi tên chọn 3
SAVE giữ 2s để lưu tọa độ điểm
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các
4
1 chướng ngại vậy để không bị đâm
Máy móc, thiết bị, dụng cụ, vật liệu
No. Hạng mục Nội dung và thông tin
Lưu tọa độ điểm 1 Máy Dập AUTO
2
Lưu tọa độ điểm
2 Bao ngón Đeo gang tay thao tác.
3 Khác Vòng tĩnh điện,hộp nhựa
Lưu tọa độ điểm
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
HƯỚNG DẪN THAY KHUÔN
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
Ngày lập 23/3/2022
AUTO MÁY DẬP AUTO ( Tờ Sản
xuất
Chất
lượng
Ngày hiệu chỉnh
Revision 0
16) / / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
10. LƯU TỌA ĐỘ ĐIỂM THẢ FPCB TRỤC Z
Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
Đào tạo
Khi máy có sự cố bất thường phải báo ngay cho
* BƯỚC (17) 2
bên kỹ thuật Auto ,ME
1. Chọn TEACHING=> TEACHING Z như hình 1 màn hình
hiện ra như hình 2.
2. Lưu tọa độ điểm như hình 2 theo chiều mũi tên chọn SAVE 3
giữ 2s để lưu tọa độ điểm
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các
chướng ngại vậy để không bị đâm 4
1
Máy móc, thiết bị, dụng cụ, vật liệu
No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
2 2 Bao ngón Đeo gang tay thao tác.
3 Khác Vòng tĩnh điện,hộp nhựa
Lưu tọa độ điểm
Lưu tọa độ điểm
Lưu tọa độ điểm 4
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
HƯỚNG DẪN THAY KHUÔN
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
Ngày lập 23/3/2022
AUTO MÁY DẬP AUTO ( Tờ Sản
xuất
Chất
lượng
Ngày hiệu chỉnh
Revision 0
17) / / Page 1/2 / / /
SMT: DẬP LINE: ALL MODEL : ALL
11. LƯU TỌA ĐỘ THẢ FPCB VÀ RÁC SAU KHI DẬP Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
Đào tạo
* BƯỚC (18) Khi máy có sự cố bất thường phải báo ngay cho
2
bên kỹ thuật Auto ,ME
1.Chọn TEACHING=> Chọn TEACHING X như hình 1
chọn theo chiều mũi tên màn hình hiện lên như hình 2
2. Chọn lưu SAVE như hình 2 giữ 2s để lưu tọa độ điểm như 3
vùng khoanh màu vàng vị trí lưu tọa độ điểm thả FPCB lưu
theo chiều mũi tên
1 4
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các
chướng ngại vậy để không bị đâm
Máy móc, thiết bị, dụng cụ, vật liệu
No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
2 Bao ngón Đeo gang tay thao tác.
2
3 Khác Vòng tĩnh điện,hộp nhựa
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
HƯỚNG DẪN THAY KHUÔN
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
Ngày lập 23/3/2022
AUTO MÁY DẬP AUTO ( Tờ Sản
xuất
Chất
lượng
Ngày hiệu chỉnh
Revision 0
18) / / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
11. TẮT KHÍ HÚT FPCB Quản lý trọng điểm và cảnh báo
2 Chỉ những người được đào tạo mới được phép
1
vận hành máy
Đào tạo
Khi máy có sự cố bất thường phải báo ngay cho
2
bên kỹ thuật Auto ,ME
1
4
Máy móc, thiết bị, dụng cụ, vật liệu
3 * BƯỚC (19) No. Hạng mục Nội dung và thông tin
1. Chọn MANUAL => Chọn MANUAL CYLINDER như hình 1
theo chiều mũi tên màn hình hiện lên như hình 2 và chọn tất cả
vùng khoanh màu vàng CACCUM như hình 2 để màn hình hiện
1 Máy Dập AUTO
lên như hình 3
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các
chướng ngại vậy để không bị đâm 2 Bao ngón Đeo gang tay thao tác.
3 Khác Vòng tĩnh điện,hộp nhựa
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
HƯỚNG DẪN THAY KHUÔN
Hội ý Hội ý Số quản lý SYS-TSA-006 Lập Kiểm tra Duyệt 1 Duyệt 2
Ngày lập 23/3/2022
AUTO MÁY DẬP AUTO ( Tờ Sản
xuất
Chất
lượng
Ngày hiệu chỉnh
Revision 0
19) / / Page / / /
SMT: DẬP LINE: ALL MODEL : ALL
11. KHỞI ĐỘNG MÁY ĐỂ CHẠY AUTO Quản lý trọng điểm và cảnh báo
Chỉ những người được đào tạo mới được phép
1
vận hành máy
Đào tạo
Khi máy có sự cố bất thường phải báo ngay cho
2
bên kỹ thuật Auto ,ME
4
2
1
Máy móc, thiết bị, dụng cụ, vật liệu
No. Hạng mục Nội dung và thông tin
1 Máy Dập AUTO
2 Bao ngón Đeo gang tay thao tác.
* BƯỚC (20)
1 . Chọn AUTO => ORGALL như hình 1 nhìn theo chiều
mũi tên đến khi màn hình ORGALL sáng như hình 2 => 3 Khác Vòng tĩnh điện,hộp nhựa
Chọn AUTO=> Chọn START làm theo chiều mũi tên hình
1 và 2
4
*chú ý cẩn thận lúc di chuyển khuôn để ý bỏ các
chướng ngại vậy để không bị đâm
5
7
HẠNG MỤC CHÚ Ý Quản lý lịch sử thay đổi
Revision Ngày lập Nội dung thay đổi Người phụ trách
- Các chốt chặn, ốc trên thân máy phải được lắp đầy đủ nếu thiếu 0 23/3/2022 Phát hành lần đầu Mr.Bằng
phải báo ngay cho cấp trên
- Khi có sự cố dừng nút khẩn cấp báo bên kỹ thuật
VTPS-071-06 SYNOPEX VIETNAM A4(210*297mm)
You might also like
- Hướng Dẫn Bảo Trì, Bảo Dưỡng Machine Auto PressDocument6 pagesHướng Dẫn Bảo Trì, Bảo Dưỡng Machine Auto PressNguyễn Xuân HoàngNo ratings yet
- Các Hạn Mục Triển Khai Chi NhánhDocument36 pagesCác Hạn Mục Triển Khai Chi NhánhVận Đơn AUZENo ratings yet
- 006 Quy Trinh UPTHKC 25 03 2013 PDFDocument41 pages006 Quy Trinh UPTHKC 25 03 2013 PDFthanhtuan12No ratings yet
- 1 PCP PDFDocument60 pages1 PCP PDFMã Hồng PhúcNo ratings yet
- Upload 00143788 1589247838094Document7 pagesUpload 00143788 1589247838094Lê XôNo ratings yet
- HƯỚNG DẪN THAO TÁC MÁY JYDocument38 pagesHƯỚNG DẪN THAO TÁC MÁY JYLan TrucNo ratings yet
- Chuong 0 - Gioi Thieu Mon Hoc PDFDocument2 pagesChuong 0 - Gioi Thieu Mon Hoc PDFAn NgôNo ratings yet
- Bai Tap Mau - Control Plan - Can TrangDocument3 pagesBai Tap Mau - Control Plan - Can TrangTiếnTrầnHồVănNo ratings yet
- Bao Cao Đào Tạo Tại Quế VõDocument13 pagesBao Cao Đào Tạo Tại Quế Võyn2zsrrtmgNo ratings yet
- Ifjs-D0011 (r.0) Thao Tác Đo L C Ép Main Head Tool CĐ Acf Bonding 31.01.2023Document1 pageIfjs-D0011 (r.0) Thao Tác Đo L C Ép Main Head Tool CĐ Acf Bonding 31.01.2023pqc01No ratings yet
- BM.03-QT-QLRR- Sơ đồ quy trình công nghệ - thuyết minhDocument1 pageBM.03-QT-QLRR- Sơ đồ quy trình công nghệ - thuyết minhTran Kien VanNo ratings yet
- Báo cáo kiến tập - Công nghệ may tại công ty may Đức Giang (download tai tailieutuoi.com)Document25 pagesBáo cáo kiến tập - Công nghệ may tại công ty may Đức Giang (download tai tailieutuoi.com)Hồng Anh ĐỗNo ratings yet
- CNC20Document102 pagesCNC20Nhật NguyễnNo ratings yet
- BÁO CÁO THỰC HÀNH TIỆN CNC - NHÓM B3Document34 pagesBÁO CÁO THỰC HÀNH TIỆN CNC - NHÓM B3leduyskt3No ratings yet
- NambaocaocaoDocument25 pagesNambaocaocaoduongvietpcNo ratings yet
- Phuong An Lap Dat Va Bao Duong May Cat 500kV SIEMENS 3AP2FIDocument80 pagesPhuong An Lap Dat Va Bao Duong May Cat 500kV SIEMENS 3AP2FINguyen Anh50% (2)
- Ifjs-d0002 (r.1) Hướng Dẫn Làm Marster Sample Đo Nhiệt Độ Main Bonding Cđ Acf Bonding 03.04.2023Document1 pageIfjs-d0002 (r.1) Hướng Dẫn Làm Marster Sample Đo Nhiệt Độ Main Bonding Cđ Acf Bonding 03.04.2023pqc01No ratings yet
- 05-KẾ HOẠCH THỰC TẬPDocument1 page05-KẾ HOẠCH THỰC TẬPLe Huy HoaiNo ratings yet
- CHƯƠNG TRÌNH DẠY NGHỀ MAY CÔNG NGHIỆP TRÌNH ĐỘ SƠ CẤP CHO LAO ĐỘNG XUẤT KHẨUDocument33 pagesCHƯƠNG TRÌNH DẠY NGHỀ MAY CÔNG NGHIỆP TRÌNH ĐỘ SƠ CẤP CHO LAO ĐỘNG XUẤT KHẨUTrương Trung Thịnh100% (1)
- Lylichmay-Maytutbi1truc-21 09,05 10Document2 pagesLylichmay-Maytutbi1truc-21 09,05 10pandaprohm2000No ratings yet
- Giao Trinh Tien CNC CB v0Document108 pagesGiao Trinh Tien CNC CB v0nguyen xuan HuyNo ratings yet
- BM-QT-QLTB-01-04 - Nhat Trinh Su Dung Thiet BiDocument1 pageBM-QT-QLTB-01-04 - Nhat Trinh Su Dung Thiet BitaonvNo ratings yet
- Thuyet Minh de Tai May in TamponDocument10 pagesThuyet Minh de Tai May in TamponNguyen QueNo ratings yet
- DPHUC - BM-PHIẾU-BÁO-CÁO-QUÁ-TRÌNH-THỰC-TẬPDocument3 pagesDPHUC - BM-PHIẾU-BÁO-CÁO-QUÁ-TRÌNH-THỰC-TẬPPhạm Đăng KhoaNo ratings yet
- Huong Dan Creo5Document14 pagesHuong Dan Creo5Chương ĐìnhNo ratings yet
- Bt Lớn - Aeon Mall Việt Nam-đã Chuyển ĐổiDocument61 pagesBt Lớn - Aeon Mall Việt Nam-đã Chuyển ĐổiVân NguyễnNo ratings yet
- 2308. Đề Đồ Án Hệ Dẫn Động Cơ Khí - Cơ Điện Tử - K66Document35 pages2308. Đề Đồ Án Hệ Dẫn Động Cơ Khí - Cơ Điện Tử - K66phamcongchuc2405No ratings yet
- DeCuong Do An Hoang Thai SonDocument8 pagesDeCuong Do An Hoang Thai Sonhtsonthdt1No ratings yet
- Upload 00040783 1587526972387Document7 pagesUpload 00040783 1587526972387Hong HuyNo ratings yet
- Chương 7 - Thiết Kế Hệ Thống Làm ViệcDocument7 pagesChương 7 - Thiết Kế Hệ Thống Làm Việcanhbdt.stfNo ratings yet
- Ifjs-d0003 (r.0) Hướng Dẫn Thao Tác Bật - Tắt Máy Acf Bonding Cđ Acf Bonding 31.01.2023Document1 pageIfjs-d0003 (r.0) Hướng Dẫn Thao Tác Bật - Tắt Máy Acf Bonding Cđ Acf Bonding 31.01.2023pqc01No ratings yet
- Đặt Hàng Máy Móc - UpdateDocument6 pagesĐặt Hàng Máy Móc - UpdatePHƯƠNG NGUYỄNNo ratings yet
- Mitsubishi Selfjector Manual 2 PDF FreeDocument131 pagesMitsubishi Selfjector Manual 2 PDF FreeSócSócSócNo ratings yet
- VẬN HÀNH MÁY PCCCDocument4 pagesVẬN HÀNH MÁY PCCCDIY & DDYNo ratings yet
- PA Đ I Tu Van Bypass H ÁpDocument26 pagesPA Đ I Tu Van Bypass H ÁpNamNo ratings yet
- Mo Ta Cong Viec Truong Phong KT - KCSDocument2 pagesMo Ta Cong Viec Truong Phong KT - KCSquanghaicualo9829No ratings yet
- Huong Dan BTL CNSXLR 2023Document16 pagesHuong Dan BTL CNSXLR 2023Nguyen Trong KienNo ratings yet
- Chapter 5.1Document28 pagesChapter 5.1Thức TrầnNo ratings yet
- Week 5Document6 pagesWeek 521124102No ratings yet
- Huong dan - BTL - CNSXLR - Lắp tổng thành & Tổng lắpDocument9 pagesHuong dan - BTL - CNSXLR - Lắp tổng thành & Tổng lắpHòa ĐinhNo ratings yet
- Ma Tran Va Dac Ta CN11-hk2Document12 pagesMa Tran Va Dac Ta CN11-hk2Huỳnh Cẩm HồngNo ratings yet
- (Bài tập thực hành) kế hoạch tuyển dụng nhân sựDocument7 pages(Bài tập thực hành) kế hoạch tuyển dụng nhân sựnhatvy4102002No ratings yet
- Tong HopDocument67 pagesTong HopThanh Võ NhậtNo ratings yet
- Bài Tham KH oDocument19 pagesBài Tham KH oTrần Minh HiếuNo ratings yet
- Control Plan Lư T Gió Fuso FJ285Document2 pagesControl Plan Lư T Gió Fuso FJ285PQ HùngNo ratings yet
- 1. Mô tả kỹ thuậtDocument9 pages1. Mô tả kỹ thuậtVôĐốiNo ratings yet
- Nguyen Quang Phuc ĐADocument44 pagesNguyen Quang Phuc ĐAPhúc Nguyễn QuangNo ratings yet
- Kết Nối Màn Hình PVP Tới PLCDocument4 pagesKết Nối Màn Hình PVP Tới PLCvo nhattruongNo ratings yet
- HDSD Máy Hàn Cáp Quang - T.NamDocument55 pagesHDSD Máy Hàn Cáp Quang - T.NamThành Nam NgôNo ratings yet
- Hướng dẫn bảo trì MDST-24 TVDocument45 pagesHướng dẫn bảo trì MDST-24 TVNíl Huỳnh ThanhNo ratings yet
- báo cáo thực tập cuối cùngDocument12 pagesbáo cáo thực tập cuối cùngnguyencongvan203No ratings yet
- Mold FlowDocument14 pagesMold Flowphạm minh hùngNo ratings yet
- Chương 2-Em3417-Phan 1Document30 pagesChương 2-Em3417-Phan 1Thương LưuNo ratings yet
- MTCV - Admin Sản xuấtDocument2 pagesMTCV - Admin Sản xuấtLê Đình HuỳnhNo ratings yet
- Lời Cảm ƠnDocument15 pagesLời Cảm ƠnToán Nguyễn VănNo ratings yet
- Báo cáo thực tập tại xưởng 1Document16 pagesBáo cáo thực tập tại xưởng 1Mạnh NguyễnNo ratings yet
- BaocaoTT TrươngVănTâm 61132686 61.KTCKDocument43 pagesBaocaoTT TrươngVănTâm 61132686 61.KTCKvantam3346No ratings yet
- Hướng Dẫn Sử Dụng Pronest 2019Document40 pagesHướng Dẫn Sử Dụng Pronest 2019Hien DucNo ratings yet
- GT Dien Tu Nang CaoDocument65 pagesGT Dien Tu Nang CaoLe Minh PhongNo ratings yet
- Operation Manual Stamping - FinalDocument8 pagesOperation Manual Stamping - FinalNguyễn Xuân HoàngNo ratings yet
- Vtps-071-07 - Preventive Maintenance Checklist Servo Press - Rev.00Document25 pagesVtps-071-07 - Preventive Maintenance Checklist Servo Press - Rev.00Nguyễn Xuân HoàngNo ratings yet
- Checksheet Maintaince Auto Servo Press - Rev.00Document1 pageChecksheet Maintaince Auto Servo Press - Rev.00Nguyễn Xuân HoàngNo ratings yet
- Tai Lieu LT PLC Mitsubishi FX - Phần Nâng Cao T8 - 22Document56 pagesTai Lieu LT PLC Mitsubishi FX - Phần Nâng Cao T8 - 22Nguyễn Xuân Hoàng0% (1)
- TỔNG HỢP PHẦN MỀM VÀ TÀI LIỆU GỬI HỌC VIÊN - Mitsubishi (T8 - 22)Document2 pagesTỔNG HỢP PHẦN MỀM VÀ TÀI LIỆU GỬI HỌC VIÊN - Mitsubishi (T8 - 22)Nguyễn Xuân HoàngNo ratings yet
- Tài Liệu LT PLC Mitsubishi FX - Phần Cơ Bản T10-20Document41 pagesTài Liệu LT PLC Mitsubishi FX - Phần Cơ Bản T10-20Nguyễn Xuân HoàngNo ratings yet