Professional Documents
Culture Documents
Passive Fire Protection Specification: in Amenas Gas Project Algeria
Uploaded by
Daoued HaouesOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Passive Fire Protection Specification: in Amenas Gas Project Algeria
Uploaded by
Daoued HaouesCopyright:
Available Formats
IN AMENAS GAS PROJECT
ALGERIA
PASSIVE FIRE PROTECTION SPECIFICATION
D06 03 Oct 05 Re-Issued with
change in
specification for S. Yiannoukas J. Winter J. Winter Mike Sollis
skirts
D05 25 Aug 05 Issued with
change in
specification for S. Yiannoukas J. Winter J. Winter Mike Sollis
skirts
D04 28 June 04 Re-Issued for A. Yuan J. Winter J. Winter R. Walker
Design
D03 26Aug 03 Issued for A. Jones J. PiIe J. Winter M. Jones
Design
R02 07 May 03 Issued for Client A. Jones J. PiIe J. Winter M. Jones
Review
R01 25 Apr. 03 Issued for IDC A. Jones J. PiIe J. Winter R. Walker
Rev. Date Reason for Prepared By Checked By Lead Eng. Approval Project Approval
Issue
Distribution JK Document Discipline Zone System No Sequential No Rev. French
Matrix Project Type Trans.
Codes No
6877 SP XE 99 62 37401 D06
Page 1 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
CONTENTS
FRONT PAGE AND DOCUMENT REVISION RECORD
CONTENTS
ABBREVIATIONS and TERMINOLOGY
HOLDS
1.0 REFERENCES ...................................................................................................................................6
2.0 INTRODUCTION................................................................................................................................7
2.1 Background ...........................................................................................................................7
2.2 Purpose of this Specification.................................................................................................7
2.3 Methodology..........................................................................................................................7
2.4 Objective ...............................................................................................................................7
2.5 Responsibilities .....................................................................................................................8
2.6 Codes and Standards ...........................................................................................................8
3.0 MATERIALS.......................................................................................................................................8
3.1 Material Selection..................................................................................................................8
4.0 DESIGN CRITERIA............................................................................................................................9
5.0 PROTECTION OF BUILDINGS .........................................................................................................9
5.1 Substation ...........................................................................................................................10
5.2 Firewalls / Divisions.............................................................................................................10
5.3 Explosion Overpressure Protection ....................................................................................10
6.0 PROTECTION OF STRUCTURES AND SUPPORTS ....................................................................10
6.1 Design Criteria ....................................................................................................................11
6.2 Risk Analysis.......................................................................................................................11
6.2.1 Equipment and Vessel - Structures and Supports.................................................11
6.2.2 Towers and Vessel Skirts ......................................................................................12
6.2.3 Pipe Supports and Pipe Racks ..............................................................................12
6.3 Design Integrity ...................................................................................................................13
7.0 PROTECTION OF VESSELS ..........................................................................................................13
8.0 PROTECTION OF PIPING, ESD AND BLOWDOWN VALVES .....................................................14
8.1 ESD and Blowdown Piping Systems ..................................................................................14
8.2 Valves and Actuators ..........................................................................................................14
Page 2 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
8.2.1 Valves ....................................................................................................................14
8.2.2 Actuators ................................................................................................................15
8.2.3 Pneumatic and Hydraulic Control Lines.................................................................15
8.3 Cables and Cable Trays .....................................................................................................15
9.0 PROTECTION OF BUILDINGS .......................................................................................................15
9.1 Buildings – CPF and Base de Vies .....................................................................................15
10.0 APPENDIX 1 ....................................................................................................................................16
10.1 Vessels / Vessel Supports Requiring Passive Fire Protection............................................16
11.0 APPENDIX 2 ....................................................................................................................................23
11.1 Safety Critical Systems Requiring Passive Fire Protection ................................................23
12.0 APPENDIX 3 ....................................................................................................................................25
12.1 PFP Location Plans.............................................................................................................25
12.1.1 Main Pipeway PFP.................................................................................................25
12.1.2 PFP 05 Rev 1 Plot Plan, Utilities Area. – Pool / Jet Fire Sources .........................27
12.1.3 PFP 05A Interconnecting Pipe Rack - Jet Fire Sources ........................................28
12.1.4 PFP 09 REV 1 Plot Plan, Train 1, – Pool / Jet Fire Sources .................................29
12.1.5 PFP 10 REV 1 Plot Plan, Residue Gas Compression Area, Passive Fire
Protection ...............................................................................................................30
12.1.6 PFP 11 REV 1 Plot Plan, Train 1, Passive Fire Protection, Vessels .....................31
12.1.7 PFP 12 Plot Plan, LPG Storage, Passive Fire Protection, Vessels.......................32
13.0 APPENDIX 4: PASSIVE FIRE PROOFING FOR VESSEL SKIRTS ..............................................33
Page 3 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
ABBREVIATIONS and TERMINOLOGY
BDV Blow-down Valve
ESDV Emergency Shutdown Valve
Hp/A Section Factor
Hp = Perimeter of section exposed to fire (m)
A = Cross sectional area of the steel member (m2)
PFP Passive Fire Protection
Page 4 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
HOLDS
None.
Page 5 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
1.0 REFERENCES
The latest revision applies to the following documents:-
1. Loss Control Philosophy, XP-XE-99-00-37000
2. Concept Safety Evaluation Report, XR-XX-99-00-32000
3. Sonatrach Division Production Prescriptions de Sécurité 1995 (Sonatrach
Production Division Safety Prescriptions).
4. Standards of Performance – Safety Critical Systems, XP-XE-99-00-37001
5. BP Recommended Code of Practice Fire Protection – Onshore, RP 24-1
6. Fire Protection for Structural Steel in Buildings – Association of Specialist Fire
Protection Contractors and Manufacturers Ltd – The Steel Construction Institute –
Fire Test Study Group. ‘The Yellow Book’
7. BS 5950: Part 1: Structural Use of Steelwork in Buildings
8. BS 449: Part 2: The use of Structural Steel in Buildings
9. BS 476: Fire Tests on Buildings and Structures: Part 20, Fire Tests on Building
Materials and Structures. Method for determination of the fire resistance of elements
of construction Part 21, Fire Tests on Building Materials and Structures. Method for
determination of load bearing elements of construction.
10. International Fire Testing Standard ISO 834
11. BS 8202: Part 2: Code for the Assessment and use of Intumescent Coating System
for Providing Fire Resistance.
12. API 2218, Fire Proofing Practices in Petrochemical and Processing Plants.
13. BS 6387: Specification for Performance Requirements for Cables Required to
Maintain Circuit Integrity under Fire Conditions.
14. Equipment List, LA-AA-99-00-00808 Rev D03
Page 6 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
2.0 INTRODUCTION
2.1 Background
BP and Sonatrach have signed a Production sharing agreement for the development of the
In Amenas area in Algeria, Northern Africa. The In Amenas area is located in the Sahara
Desert in the eastern-central part of Algeria, approximately 1300 kilometres (800 miles)
south east from the capital city of Algiers.
The development will include a gathering system to collect the hydrocarbon fluids from the
production wells and transport them to the Central Processing Facility. The latter will
separate the gas from the liquids to produce pipeline quality gas, mixed LPG and stabilised
condensate and deliver them to the product evacuation pipelines for transportation to the
final delivery point on the existing Sonatrach system.
2.2 Purpose of this Specification
The purpose of this specification is to develop the passive fire protection philosophy outlined
in Reference [1], and identify the areas, systems, equipment and buildings, to be protected
against fire using passive fire protection (PFP) systems and materials.
2.3 Methodology
The identification of systems, equipment and structures that require passive fire protection
system shall follow a risk based design approach.
The methodology adopted considers:
• identification of potential fire hazards using the guidance given in API 2218, Reference
[12].
• application of fire scenarios from the data given in the Concept Safety Evaluation
Report, Reference [2].
• identify and locate safety critical systems and equipment, including vessels and
buildings.
• establish potential for impairment due to flame impingement and heat flux levels on
critical equipment, systems and structures.
2.4 Objective
The objective of applying passive fire protection is to reduce fire escalation or postponing
the onset of escalation until emergency response crews can rescue injured personnel.
Escalation may occur due to direct flame impingement or due to high radiation impact on
nearby vessels, structural steel support members, critical safety systems and buildings.
Page 7 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
2.5 Responsibilities
It is the responsibility of the Health, Safety and Environmental (HSE) discipline to maintain
and update this document as required. It is the responsibility of all other disciplines to apply
the requirements of this specification across the project including package suppliers, and
where applicable, subcontractors.
2.6 Codes and Standards
The codes and standards listed in Section 1.0 References, represents the current design
practices for the application of passive fire protection systems to prevent hazard escalation
due to fire.
3.0 MATERIALS
All materials used for passive fire protection (PFP) shall be approved, certified and verified
for the appropriate application and degree of protection required. Such approval shall be
obtained from a recognised institution or testing authority acceptable to the Project in
accordance with fire testing standards BS 476 and ISO 834, References [9] & [10]. Only
materials that have been tested and found suitable for use in the application intended and
conditions described shall be used.
Passive fire protection materials must not contain halogens or asbestos, and where used in
machinery areas, shall be impervious to oil and resistant to environmental conditions which
would impair its performance.
To ensure that the selected PFP material performs to its certified fire test standard, the
surface preparation of the steel, corrosion protection coating specification and application
procedure shall all be approved.
3.1 Material Selection
The following materials shall be used for passively protecting equipment, vessels, steelwork
and systems (see appendix 1 and 2 for locations).
All material thicknesses are to be determined by the PFP material supplier.
Vessels (incl. Jet/pool-1hr Type A
skirts, saddles Ceramic fibre slabs (Rockwool 1100)+
stainless steel cladding Jet 1hr
& supports) Type B
Pool 2hr
• Structural - Epoxy Intumescent coating
Pool 1hr Type C
Steel - Thermo-Lag 3000 (Nu-Chem)
- Thermo-Lag 3000/3002 (Nu-Chem) Jet 1hr Type D
• Piping - Preformed Ceramic fibre sections (Rockwool Jet/pool-1hr Type E
1100) + stainless. steel cladding Jet 1hr
Type F
Pool 2hr
Page 8 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
• Valves Removable system of preformed fire proof Jet/pool-1hr Type E
enclosure (Rockwool 1100) Jet 1hr
Type F
• Flanges - Preformed fire proof enclosure Pool 2hr
• Valve - Fail safe – PFP not required
Actuators
• Buildings - Prefabricated composite panels
4.0 DESIGN CRITERIA
For all areas specified in Appendix 1, 2 & 3 except for the LPG Storage Area, the selected
passive fire protection material shall be designed, certified and tested to withstand both;
• Hydrocarbon Jet fires for 1 hour at 350 kW/m ,
2
• Hydrocarbon Pool fires for 1 hour at 200 kW/m
2.
For the LPG Storage Area, the selected passive fire protection material shall be designed,
certified and tested to withstand both;
• Hydrocarbon Jet fires for 1 hour at 350 kW/m2,
• Hydrocarbon Pool fires for 2 hours at 200 kW/m2 .
From References [6], [7] and [10], BS4360 Grade 43A and 50D steels, the passive fire
0
protection thickness should be based on limiting the steel temperature to 550 C for 1 hour.
The thickness of PFP material applied to structural steel shall be based on the Hp/A value
recommended in the ‘Yellow Book’ Reference [6].
5.0 PROTECTION OF BUILDINGS
This section details the design requirements for the protection of buildings from fire and
explosion.
Buildings considered here provide shelter to equipment that is considered critical to the
operation of:
• fire and gas detection systems,
• fire protection systems,
• ESD and blowdown systems,
Also:
• Continuously manned buildings,
• Buildings manned during start-up and maintenance periods.
From the plot plans the following buildings have been identified, and their impairment from
fire is not considered likely, however they should be constructed from certified non-
flammable materials.
• Main Central Control Building
• Instrument / Electrical MCC Buildings
• Compressor Control Building
Page 9 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
• Local Equipment Building
5.1 Substation
All substations have also been considered for their likely impairment from fire due to their
proximity to transformers.
The building may be occupied during start-up, commissioning and maintenance periods.
In order to prevent fire escalation to adjacent substation and transformers from an ignited oil
coolant leak, a 1-hour fire rated wall between the substation and transformer and between
transformers should be provided. Alternatively, the transformers may be filled with a non-
flammable insulating fluid such as silicone oil.
5.2 Firewalls / Divisions
The construction and fabrication of building partitions and walls shall be manufactured from
non-combustible materials.
Doors, windows and ducting, etc., which are installed within the firewall, must be of a
standard at least equal to that of the wall. All penetrations through the firewalls shall be fitted
with suitably rated seals to ensure the overall rating of the firewall is not impaired.
Firewalls shall be constructed from approved and certified fire rated materials. Materials or
construction methods that are not certified shall not be used.
5.3 Explosion Overpressure Protection
The following building should be designed for explosion overpressure protection, based on
the possibility that they will provide shelter to safety critical systems or will be manned.
• Main Central Control Building 0.06 bar
6.0 PROTECTION OF STRUCTURES AND SUPPORTS
This section details the design requirements for the application of PFP to:
• Pipe supports
• Equipment supports
• Vessel supports
Appendix 1 lists all hydrocarbon containing vessels and equipment identified from the
Equipment List, Reference [14] and Process Flow Diagrams, which require the application of
PFP according to the design criteria contained in 6.1, 6.2 and 7.0
Each item has been reviewed for its failure potential due to impairment from pool or jet fire
hazards, identified from Reference [12].
Page 10 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
6.1 Design Criteria
The following selection rules have been taken from Sonatrach and BP guidelines,
References [3] & [5], and applied using risk analysis techniques to determine where passive
fire protection systems need to be applied.
• Steelwork supporting hydrocarbon vessels or pipework containing combustibles with an
operating weight of 2500kg or more and tanks whose lowest point is more than 1 metre
from the ground, Reference [3] Sonatrach guidelines.
• Equipment supported on a structure, Reference [5] BP Recommended Practice, if:
a) The equipment is safety critical and failure of the supporting structure would
lead to loss or damage to the emergency system.
b) The equipment can damage other equipment containing hydrocarbons if the
support fails.
c) The equipment can damage safety critical equipment if the support fails.
• The structure is tall and slender, i.e. having a height to base ratio of at least 8 to 1 and
the overall height exceeds 6 metre.
• Air coolers, which handle flammable materials, supported on top of pipe racks,
Reference [5] BP Recommended Practice.
• Skirts supporting towers or vertical vessels containing hydrocarbons including the inside
if flanged piping is located therein, Reference [5] BP Recommended Practice.
• Pipe supports and pipe racks containing hydrocarbon piping greater than 6”nb,
Reference [5] BP Recommended Practice.
6.2 Risk Analysis
Fire sources are those items of equipment considered by API 2218, Reference [12], to be a
high fire potential where failure has shown historically to result in a fire.
Potential fire sources listed are classified High, Medium and Low potential fire risk.
6.2.1 Equipment and Vessel - Structures and Supports
Where a fire could impair the structural support integrity of equipment, vessels and tanks,
the following members shall be passively fire protected:
• the beams transmitting the loads to the columns,
• the columns themselves and any members provided for the lateral stability of the
columns, from the column base to a minimum of 650mm above the uppermost platform
on which the equipment is located.
For structures supporting equipment tall and slender structures:
• only columns and such members provided for the lateral stability of the columns, from
the column base to the platform level, or branching plane nearest the upper limit of the
fire hazard space shall be fire proofed.
No fire proofing is necessary for diagonal bracing and knee bracing furnished only for wind
loading.
See Appendix 1 & 3 for list of equipment and locations.
Page 11 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
6.2.2 Towers and Vessel Skirts
Skirts supporting towers or vertical vessels shall be fire proofed;
• exterior surfaces of skirts where exposed to fire hazard
• interior surfaces of skirt where there are valves and flanges within the skirt or manway
openings greater than 600mm diameter.
• skirts of vessels less than 760mm diameter shall not be protected on the inside.
Vessel skirt (or leg support) fire proofing will extend from the base ring (or base plate) to:
• the insulation on insulated hot vessels.
• within 50mm of the insulation on insulated low-temperature vessels
• within 75mm of the skirt and leg attachment welds on uninsulated vessels.
Fire proofing of skirts will be carried out in the vessel supplier’s shop. The insulation shall be
terminated where necessary to give access to bolting during site installation. The site
insulation contractor shall complete the fire proofing to completely cover the base ring and
bolting using similar materials after placement of the vessel
See Appendix 1 & 3 for list of equipment and locations.
Note: The Passive fire protection for vessel skirts has been updated in Rev. D05 of this
document, to account for the fire proofing of the 200mm sections of the vessel above the
bolts left without passive fire protection. This section could extend but not exceed 750mm
(See Note 4, Appendix 1). Refer to Appendix 1.
6.2.3 Pipe Supports and Pipe Racks
Main pipe rack support columns and support beams for piping greater than 6” nb containing
hydrocarbon and toxic products shall be fire proofed;
• from the column bases to the bottom of the support beams in the lowest pipe rack.
• The pipe support beams transmitting loads to the columns.
Main pipe rack support columns and support beams supporting air coolers on top of pipe
rack, which handle flammable materials, shall be fire proofed up to air coolers.
See Appendix 3 for locations and reference drawings.
All PFP on main pipe racks and steel structures is Intumescent epoxy, and will be applied by
the steel fabricator in their shop. Blockouts will be made where necessary to accommodate
bolting requirements during construction. These areas will require filling in by the site
insulation contractor after completion of erection.
Application of both shop and field PFP shall be carried out in accordance with supplier’s
(Nu-Chem) Application Manual (KBR doc. No. ACVA01-0006)
Fire proofing of pipe supports shall be provided on lines from storage tank nozzles to
isolation valves at grade and for blow-down lines within fire hazard areas.
Page 12 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
6.3 Design Integrity
The passive fire protection shall be designed to maintain the structural integrity in
accordance with the Standards of Performance, Reference [4].
7.0 PROTECTION OF VESSELS
This section considers the protection of liquid filled vessels, Reference [2],
Shell of vessels with substantial liquid inventories that could result in BLEVE shall be
fireproofed. (product splitters, product splitter overhead accumulator and product splitter
reboiler)
Trains 1,2 & 3.
• Product Splitter 01-V-231; 02-V-231; 03-V-231
• Product Splitter Overhead Accumulator 01-V-232; 02-V-232; 03-V-232
• Product Splitter Reboiler 01-E-231; 02-E-231; 03-E-231
LPG Storage
• LPG On-Spec Storage Bullets 05-V-411A/B/C/D
• LPG Off-Spec Storage Bullets 05-V-412A/B/C/D
Due to flare and relief valve sizing, the following vessels shall be fire proofed.
• LPG H2S Adsorbers 05-V-241 A/B
See Appendix 1 & 3 for list of equipment and locations.
Page 13 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
8.0 PROTECTION OF PIPING, ESD AND BLOWDOWN VALVES
This section considers requirement for the application of a PFP system to:
• Piping associated with ESD and blowdown systems.
• ESD system and valves
• Blow-down system and valves
• Fire and gas detection systems
• Fire and gas general alarm systems
• UPS System
These systems are safety critical and are listed in the performance standards, Reference
[4].
See Appendix 2 for list of equipment and locations.
8.1 ESD and Blowdown Piping Systems
ESD valves should be located such that they can not be impaired by a loss of hydrocarbon
containment in the section of plant that it is isolating. If this can not be achieved then the
valve and upstream piping should be passively fire protected to a distance where the
contained hydrocarbon inventory upstream of the valve is no longer at risk of impairment
from fire hazards.
Where PFP is required it shall provide 1 hours jet and pool fire protection using material
suggested in section 3.1.
Piping for blowdown systems shall in general not require passive fire protection.
All PFP in this section will be applied by the site insulation contractor, using materials as
specified in 3.1 The scope of supply is indicated on the relevant P&ID’s. See Appendix 2.
8.2 Valves and Actuators
ESD and blowdown system valves and actuators, which are subjected to a jet or pool fire,
shall be protected against the initial explosion overpressure loads, jet and pool fire for 1
hour.
8.2.1 Valves
As a minimum valves shall be certified and fire tested by a recognised institute to prevent
seal failure when exposed to hydrocarbon fire, or until blow-down has been successfully
completed.
Page 14 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
8.2.2 Actuators
Valve actuators shall be designed for fail safe operation such that failure of its electrical or
pneumatic systems will close ESDVs and open BDVs. Once the actuator has achieved this
function its operation is no longer critical and passive fire protection is not required.
8.2.3 Pneumatic and Hydraulic Control Lines
Pneumatic and hydraulic control lines associated with ESD and blow-down valve actuators
arranged for fail-safe operation will not require PFP.
8.3 Cables and Cable Trays
Power and instrument cables servicing the following safety critical systems shall be fire
resistant to IEC 60331 and BS 6387, Reference [13].
• Fire and gas detection systems
• Fire and gas general alarm systems
• UPS System
9.0 PROTECTION OF BUILDINGS
9.1 Buildings – CPF and Base de Vies
The current location of all buildings at the CPF and Base de Vies, including those
considered has having a safety critical function, i.e. CPF control room is beyond the range of
impairment from jet and pool fires from process areas. Therefore the external structure of
the building need not be hydrocarbon fire rated, however the materials used should be non-
combustible.
Page 15 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
10.0 APPENDIX 1
10.1 Vessels / Vessel Supports Requiring Passive Fire Protection
The following list is a summary of vessels requiring passive fire protection insulation according to the design criteria set out in Sections 6.0 and 7.0 of this
specification.
Equipment Description Tag No. Size Liquid Liquid Liquid Overall Stream Location of PFP Type
Volume Density Weight Height Phase See
Dia. x L (TL/TL)
3 3 section
(m) (m ) (kg/m ) (kg)
3.1
(at HLL) (at HLL) (m)
RESIDUE GAS COMPRESSION AREA
Residue Gas Compressor 00-V- HC liquid A, D
3.6 DIA X 3.6 18.2 550 10010 ±6 SKIRT (jet fire)
Suction Scrubber (3x) 161A/B/C & vapour [Note 1]
TRAIN 1
HC liquid VESSEL & SADDLES (jet fire) A, D
Product Splitter Reboiler 01-E-231
& vapour * [Note 3]
HC liquid A, D
CO2 Absorber 01-V-112 2.9 dia x 17.8 43 1000 43000 ± 22 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Amine Regenerator 01-V-113 2.4 dia x 24.7 35.7 1000 35700 ± 30 SKIRT (jet fire)
& vapour [Note 1]
Page 16 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
Equipment Description Tag No. Size Liquid Liquid Liquid Overall Stream Location of PFP Type
Volume Density Weight Height Phase See
Dia. x L (TL/TL)
3 3 section
(m) (m ) (kg/m ) (kg)
3.1
(at HLL) (at HLL) (m)
HC liquid A, D
Treated Gas K O. Drum 01-V-114 2.0 dia x 6.4 14 1020 14280 ± 10 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
LP Flash Tower Reflux Drum 01-V-115 1.6 dia x 2.5 2.5 1000 2500 ±6 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
LP Flash Tower 01-V-116 2.4 dia x 22.3 37.7 1000 37700 ± 27 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Expander Feed Separator 01-V-141 3.0 dia x 3.3 13.8 600 8280 ±7 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Deethaniser 01-V-151 3.5 / 2.5 dia x 25.2 15 480 7200 ± 30 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Condensate Stabiliser 01-V-221 2.2 dia x 19.2 12 661 7932 ± 22 SKIRT (jet fire)
& vapour [Note 1]
A, D
HC liquid
Product Splitter 01-V-231 2.8 dia x 24.0 17 500 8500 ± 27 VESSEL & SKIRT (jet fire) [Note 1]
& vapour
[Note 2]
Product Splitter Overhead HC liquid VESSEL, SADDLES & * A, D
01-V-232 2.4 dia x 7.2
Accumulator & vapour STRUCTURE (jet fire) [Note 3]
Page 17 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
Equipment Description Tag No. Size Liquid Liquid Liquid Overall Stream Location of PFP Type
Volume Density Weight Height Phase See
Dia. x L (TL/TL)
3 3 section
(m) (m ) (kg/m ) (kg)
3.1
(at HLL) (at HLL) (m)
HC liquid SADDLES & PIPE RACK A, D
Produced Water Flash Drum 01-V-281 1.4 dia x 2.7 3.7 1000 3700 ± 16
& vapour (poolfire) [Note 3]
TRAIN 2
HC liquid VESSEL & SADDLES (jet fire) A, D
Product Splitter Reboiler 02-E-231
& vapour * [Note 3]
HC liquid A, D
CO2 Absorber 02-V-112 2.9 dia x 17.8 43 1000 43000 ± 22 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Amine Regenerator 02-V-113 2.4 dia x 24.7 35.7 1000 35700 ± 30 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Treated Gas K O. Drum 02-V-114 2.0 dia x 6.4 14 1020 14280 ± 10 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
LP Flash Tower Reflux Drum 02-V-115 1.6 dia x 2.5 2.5 1000 2500 ±6 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
LP Flash Tower 02-V-116 2.4 dia x 22.3 37.7 1000 37700 ± 27 SKIRT (jet fire)
& vapour [Note 1]
Page 18 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
Equipment Description Tag No. Size Liquid Liquid Liquid Overall Stream Location of PFP Type
Volume Density Weight Height Phase See
Dia. x L (TL/TL)
3 3 section
(m) (m ) (kg/m ) (kg)
3.1
(at HLL) (at HLL) (m)
HC liquid A, D
Expander Feed Separator 02-V-141 3.0 dia x 3.3 13.8 600 8280 ±7 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Deethaniser 02-V-151 3.5 / 2.5 dia x 25.2 15 480 7200 ± 30 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Condensate Stabiliser 02-V-221 2.2 dia x 19.2 12 661 7932 ± 22 SKIRT (jet fire)
& vapour [Note 1]
A, D
HC liquid
Product Splitter 02-V-231 2.8 dia x 24.0 17 500 8500 ± 27 VESSEL & SKIRT (jet fire) [Note 1]
& vapour
[Note 2]
Product Splitter Overhead HC liquid VESSEL, SADDLES & * A, D
02-V-232 2.4 dia x 7.2
Accumulator & vapour STRUCTURE (jet fire) [Note 3]
HC liquid SADDLES & PIPE RACK A, D
Produced Water Flash Drum 02-V-281 1.4 dia x 2.7 3.7 1000 3700 ± 16
& vapour (poolfire) [Note 3]
TRAIN 3
HC liquid VESSEL & SADDLES (jet fire) A, D
Product Splitter Reboiler 03-E-231
& vapour * [Note 3]
Page 19 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
Equipment Description Tag No. Size Liquid Liquid Liquid Overall Stream Location of PFP Type
Volume Density Weight Height Phase See
Dia. x L (TL/TL)
3 3 section
(m) (m ) (kg/m ) (kg)
3.1
(at HLL) (at HLL) (m)
HC liquid A, D
CO2 Absorber 03-V-112 2.9 dia x 17.8 43 1000 43000 ± 22 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Amine Regenerator 03-V-113 2.4 dia x 24.7 35.7 1000 35700 ± 30 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Treated Gas K O. Drum 03-V-114 2.0 dia x 6.4 14 1020 14280 ± 10 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
LP Flash Tower Reflux Drum 03-V-115 1.6 dia x 2.5 2.5 1000 2500 ±6 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
LP Flash Tower 03-V-116 2.4 dia x 22.3 37.7 1000 37700 ± 27 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Expander Feed Separator 03-V-141 3.0 dia x 3.3 13.8 600 8280 ±7 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Deethaniser 03-V-151 3.5 / 2.5 dia x 25.2 15 480 7200 ± 30 SKIRT (jet fire)
& vapour [Note 1]
HC liquid A, D
Condensate Stabiliser 03-V-221 2.2 dia x 19.2 12 661 7932 ± 22 SKIRT (jet fire)
& vapour [Note 1]
Page 20 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
Equipment Description Tag No. Size Liquid Liquid Liquid Overall Stream Location of PFP Type
Volume Density Weight Height Phase See
Dia. x L (TL/TL)
3 3 section
(m) (m ) (kg/m ) (kg)
3.1
(at HLL) (at HLL) (m)
A, D
HC liquid
Product Splitter 03-V-231 2.8 dia x 24.0 17 500 8500 ± 27 VESSEL & SKIRT (jet fire) [Note 1]
& vapour
[Note 2]
Product Splitter Overhead
HC liquid VESSEL, SADDLES & * A, D
03-V-232 2.4 dia x 7.2
& vapour STRUCTURE (jet fire) [Note 3]
Accumulator
HC liquid SADDLES & PIPE RACK A, D
Produced Water Flash Drum 03-V-281 1.4 dia x 2.7 3.7 1000 3700 ± 16
& vapour (poolfire) [Note 3]
LPG STORAGE AREA
05-V-411 HC liquid VESSEL (4x) & SADDLES * B, D
LPG On-Spec Storage Bullets 3.7 dia x 20.8 238 460 109480 ±5
A/B/C/D & vapour (60 mins jet / 120 mins pool fire) [Note 3]
05-V-412 HC liquid VESSEL (4x) & SADDLES * B, D
LPG Off-Spec Storage Bullets 3.7 dia x 20.8 238 460 109480 ±5
A/B/C/D & vapour (60 mins jet / 120 mins pool fire) [Note 3]
B, D
05-V-241 HC
LPG H2S Adsorber 2.3 dia x 6.1 - - - ±9 VESSEL & SKIRT (jet fire) [Note 1]
A/B vapour
[Note 2]
• Saddle / Vessel welds to be left uninsulated (to be welded together at site where insulation shall be completed over the weld).
Page 21 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
Note 1: PFP type D is used for passive fire proofing of the 200 mm sections of the vessel above the bolts. This section could extend but not exceed
750 mm. Type A covers the remaining section of the skirt.
Note 2: Applied to skirt section only. The two materials are mated as per Appendix 4.
Note 3: In some cases, PFP type D, used for passive fire proofing of the 200 mm sections of the saddles, will extend more than the specified 200
mm but will not exceed 750 mm. Type A or B (as specified in Appendix 1) covers the remaining section of the saddle.
Note 4: Where type D PFP exceeds 200 mm (either for skirts or saddles), the applicator shall provide a procedure for review and approval to ensure
the PFP material is correctly supported and achieves the specification thickness.
Page 22 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
11.0 APPENDIX 2
11.1 Safety Critical Systems Requiring Passive Fire Protection
Line Number Tag No. P&Id Location of PFP type of PFP
LPG STORAGE BULLETS
10”/8” CP-0524001-A3A1 + 8” DC-PS-05-41-21437 From SDV-4100 to 05-V-411A/B F
CP-0541041-A3A1 Pool fire for 120 mins / Jet fire
for 60mins
10”/12” CP-0541001-A3A1 + DC-PS-05-41-21437 From 05-V-411A/B to 05-SDV-4109 F
10”/12” CP-0541043-A3A1 Pool fire for 120 mins / Jet fire
for 60mins
10”/8” CP-0541021-A3A1 + 8” DC-PS-05-41-21438 From SDV-4120 to 05-V-411C/D F
CP-0541044-A3A1 Pool fire for 120 mins / Jet fire
for 60mins
10”/12” CP-0541015-A3A1 + DC-PS-05-41-21438 From 05-V-411C/D to 05-SDV-4129 F
10”/12” CP-0541046-A3A1 Pool fire for 120 mins / Jet fire
for 60mins
10”/8” CP-0524002-A3A1 + 8” DC-PS-05-41-21439 From 05-SDV-4150 to 05-V-412A/B F
CP-0541047-A3A1 Pool fire for 120 mins / Jet fire
for 60mins
Page 23 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
6” CP-0541002-A3A1 + 6” DC-PS-05-41-21439 From 05-V-412A/B to 05-SDV-4159 F
CP-0541049-A3A1 Pool fire for 120 mins / Jet fire
for 60mins
10”/8” CP-0541026-A3A1 + 8” DC-PS-05-41-21440 From 05-SDV-4182 to 05-V-412C/D F
CP-0541050-A3A1 Pool fire for 120 mins / Jet fire
for 60mins
6” CP-0541025-A3A1 + 6” DC-PS-05-41-21440 From 05-V-412C/D to 05-SDV-4143 F
CP-0541052-A3A1 Pool fire for 120 mins / Jet fire
for 60mins
Page 24 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
12.0 APPENDIX 3
12.1 PFP Location Plans
12.1.1 Main Pipeway PFP
DOCUMENT NUMBER TITLE Type of PFP (see section 3.1)
6877-DG-ZH-01-93-42151F PIPEWAY - PLAN AT 104.800, 107.240 & 109.680 SHT 1
6877-DD-ZH-01-93-42152F PIPEWAY - PLAN AT 112.900 & 113.900 SHT 1
6877-DD-ZH-01-93-42153F PIPEWAY - PLAN AT 104.800, 107.240 & 109.680 SHT 2
6877-DD-ZH-01-93-42154F PIPEWAY - PLAN AT 112.900 & 113.900 SHT 2
6877-DD-ZH-01-93-42155F PIPEWAY - PLAN AT 104.800, 107.240 & 109.680 SHT 3
6877-DD-ZH-01-93-42156F PIPEWAY - PLAN AT 112.900 & 113.900 SHT 3
C or D
6877-DD-ZH-01-93-42157F N/S PIPEWAY - ELEVATION N.1306.500 - N.1234.500
6877-DD-ZH-01-93-42158F N/S PIPEWAY - ELEVATION N.1234.500 - N.1156.500
6877-DD-ZH-01-93-42159F N/S PIPEWAY - ELEVATION N.1156.500 - N.1116.000
6877-DD-ZH-01-93-42160F N/S PIPEWAY - SECTIONS
6877-DD-ZH-01-93-42161F N/S PIPEWAY - SECTIONS
6877-DD-ZH-01-93-42162F N/S PIPEWAY - SECTIONS
THE ABOVE DRGS ARE FOR TRAIN 1 ONLY(TRAINS 2 AND 3 WILL BE THE SAME)
6877-DD-ZH-00-93-42271F COMPRESSION AREA PIPEWAY - PLANS N1300.500 - N1234.500
6877-DD-ZH-00-93-42272F COMPRESSION AREA PIPEWAY - PLANS N1300.500 - N1234.500
6877-DD-ZH-00-93-42273F COMPRESSION AREA PIPEWAY - PLANS N1234.500 - N1162.500
C or D
6877-DD-ZH-00-93-42274F COMPRESSION AREA PIPEWAY - PLANS N1234.500 - N1162.500
6877-DD-ZH-00-93-42275F COMPRESSION AREA PIPEWAY - PLANS N1162.500 - N1116.000
6877-DD-ZH-00-93-42276F COMPRESSION AREA PIPEWAY - ELEVATION N1306.500 - N1234.500
6877-DD-ZH-00-93-42277F COMPRESSION AREA PIPEWAY - ELEVATION N1234.500 - N1162.500
6877-DD-ZH-00-93-42278F COMPRESSION AREA PIPEWAY - ELEVATIONS N1162.500 - N1116.000
Page 25 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
6877-DD-ZH-00-93-42279F COMPRESSION AREA PIPEWAY - SECTIONS
6877-DD-ZH-00-93-42280F COMPRESSION AREA PIPEWAY - SECTIONS
C or D
6877-DD-ZH-00-93-42281F COMPRESSION AREA PIPEWAY - SECTIONS
6877-DD-ZH-00-93-42282F COMPRESSION AREA PIPEWAY - SECTIONS
6877-DD-ZH-06-93-42391F MAIN E/W INTERCONNECTING PIPEWAY - OVERALL PLAN
6877-DD-ZH-06-93-42392F MAIN E/W INTERCONN. PIPEWAY - PLANS E2719.500 - E2804.500
6877-DD-ZH-06-93-42393F MAIN E/W INTERCONN. PIPEWAY - PLANS E2807.500 - E2892.500
6877-DD-ZH-06-93-42394F MAIN E/W INTERCONN. PIPEWAY - PLANS E2895.000 - E2980.000
6877-DD-ZH-06-93-42395F MAIN E/W INTERCONN. PIPEWAY - PLANS E2982.500 - E3071.000
6877-DD-ZH-06-93-42396F MAIN E/W INTERCONN. PIPEWAY - LONG ELEV E2179.500 - E2804.500
6877-DD-ZH-06-93-42397F MAIN E/W INTERCONN. PIPEWAY - LONG ELEV E.2807.500 - E2892.500
6877-DD-ZH-06-93-42398F MAIN E/W INTERCONN. PIPEWAY - LONG ELEV E2895.500 - E2980.000
C or D
6877-DD-ZH-06-93-42399F MAIN E/W INTERCONN. PIPEWAY - LONG ELEV E2982.500 - E3071.000
6877-DD-ZH-06-93-42400F MAIN E/W INTERCONN. PIPEWAY - SECTIONS
6877-DD-ZH-06-93-42401F MAIN E/W INTERCONN. PIPEWAY - SECTIONS
6877-DD-ZH-06-93-42402F MAIN E/W INTERCONN. PIPEWAY - SECTIONS
6877-DD-ZH-06-93-42403F MAIN E/W INTERCONN. PIPEWAY - SECTIONS
6877-DD-ZH-06-93-42404F MAIN E/W INTERCONN. PIPEWAY - SECTIONS
6877-DD-ZH-06-93-42405F MAIN E/W INTERCONN. PIPEWAY - PLANS E3071.00 - E3112.000
6877-DD-ZH-06-93-42406F MAIN E/W INTERCONN. PIPEWAY - LONG ELEV E3071.000 - E3112.000
Page 26 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
12.1.2 PFP 05 Rev 1 Plot Plan, Utilities Area. – Pool / Jet Fire Sources
Page 27 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
12.1.3 PFP 05A Interconnecting Pipe Rack - Jet Fire Sources
Page 28 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
12.1.4 PFP 09 REV 1 Plot Plan, Train 1, – Pool / Jet Fire Sources
Page 29 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
12.1.5 PFP 10 REV 1 Plot Plan, Residue Gas Compression Area, Passive Fire Protection
Page 30 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
12.1.6 PFP 11 REV 1 Plot Plan, Train 1, Passive Fire Protection, Vessels
Page 31 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
12.1.7 PFP 12 Plot Plan, LPG Storage, Passive Fire Protection, Vessels
Page 32 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.DOC
6877-SP-XE-99-62-37401
PASSIVE FIRE PROTECTION SPECIFICATION
13.0 APPENDIX 4: PASSIVE FIRE PROOFING FOR VESSEL SKIRTS
Page 33 of 33 Revision: D06
C:\DOCUME~1\RENDER~1\Desktop\TEMPFI~1\374013~1.D
OC
You might also like
- PVC Handbook: Charles E. Wilkes, Charles A. Daniels, James W. SummersDocument15 pagesPVC Handbook: Charles E. Wilkes, Charles A. Daniels, James W. SummersRene Calle0% (1)
- A21 Dike Design Report - Aug 07 - v1Document145 pagesA21 Dike Design Report - Aug 07 - v1Ake BenNo ratings yet
- SEWA-E-D-002 11 KV CableDocument37 pagesSEWA-E-D-002 11 KV Cablezaheer2931No ratings yet
- ArcSWAT Documentation 2012Document464 pagesArcSWAT Documentation 2012puja76100% (12)
- TEC-030100.1-MET-DoR-001 (Method Statement For Repairing of Blowholes, Honeycombing, Voids, Tie-Rod Hole Etc.)Document12 pagesTEC-030100.1-MET-DoR-001 (Method Statement For Repairing of Blowholes, Honeycombing, Voids, Tie-Rod Hole Etc.)Haymanot Baynesagn100% (1)
- Appendix 2 - Onshore Pipeline Design BasisDocument22 pagesAppendix 2 - Onshore Pipeline Design BasisUyavie Obonna83% (6)
- Guai de Pré Instalação Ispark ARL 8860Document67 pagesGuai de Pré Instalação Ispark ARL 8860Irailson MatosNo ratings yet
- Repot On SMS-2 JSPL, Raigarh FinalDocument45 pagesRepot On SMS-2 JSPL, Raigarh FinalRahul Pandey100% (1)
- Chain FlexibilityDocument38 pagesChain FlexibilityNilesh Patil100% (1)
- Deepwater Riser Design (Flex Pipe)Document98 pagesDeepwater Riser Design (Flex Pipe)Efthymios StamoulisNo ratings yet
- Transient Analysis ReportDocument29 pagesTransient Analysis Reportmani rNo ratings yet
- CFTS Exep Ins Spe 00000 05 - R01Document31 pagesCFTS Exep Ins Spe 00000 05 - R01Kenneth EmbeleNo ratings yet
- SEWA-E-D-003 33 KV CableDocument37 pagesSEWA-E-D-003 33 KV Cablezaheer2931100% (1)
- Electrical Requirments For Package SystemsDocument30 pagesElectrical Requirments For Package SystemspcherukaraNo ratings yet
- j910 Dm02 P0eaf 660001 Erection Instruction Portal Reclaimer 01abDocument58 pagesj910 Dm02 P0eaf 660001 Erection Instruction Portal Reclaimer 01abrajaramkodaiNo ratings yet
- Specification For External 3LPEDocument25 pagesSpecification For External 3LPEEnnio100% (2)
- NLOG GS PUB 1580 VGEXP-INT3-GG-RPT-0001.00 P11-06 Geological FWRDocument296 pagesNLOG GS PUB 1580 VGEXP-INT3-GG-RPT-0001.00 P11-06 Geological FWRAhmed GharbiNo ratings yet
- 4119-Sa-00315523 - A - 01 - Piping Design PremiseDocument20 pages4119-Sa-00315523 - A - 01 - Piping Design Premisesivaguruswamy thangaraj100% (1)
- 4251-FD-00379827 - C - 02 - Piping Layout & DesignDocument22 pages4251-FD-00379827 - C - 02 - Piping Layout & Designsivaguruswamy thangaraj100% (1)
- Aga-Ansi B109.3-2000Document50 pagesAga-Ansi B109.3-2000Jose Luis Villegas EchalarNo ratings yet
- Drp001 Ouf Spe K 000 018 b2 Analyzer SystemDocument87 pagesDrp001 Ouf Spe K 000 018 b2 Analyzer SystemSakthi venkatesh100% (1)
- Planta Potosí Solar-Mexico 300 Mwac: Lightning Risk AssessmentDocument34 pagesPlanta Potosí Solar-Mexico 300 Mwac: Lightning Risk AssessmentJosue Crespo GonzalezNo ratings yet
- L1-R-1132-1003 - Att 1 - LNG Unloading Arms Technical Specification - 0Document66 pagesL1-R-1132-1003 - Att 1 - LNG Unloading Arms Technical Specification - 0sushil100% (1)
- Pgca-Pi-Bod-1-002 - C2 - 2 Piping Design PremiseDocument52 pagesPgca-Pi-Bod-1-002 - C2 - 2 Piping Design PremiseAnil kumarNo ratings yet
- PEC-En-GDE-L-10028 - Design Guidelines For Jacketed PipingDocument9 pagesPEC-En-GDE-L-10028 - Design Guidelines For Jacketed PipingAkshay DesaiNo ratings yet
- Uu00 P NNSG 000 0512Document34 pagesUu00 P NNSG 000 0512khalid benessalahNo ratings yet
- Anchorage LID Design ManualDocument137 pagesAnchorage LID Design ManualImran MohammedNo ratings yet
- H-10207 99cka 00-002f Fe-Cscs Hydroprocess Application Description - BDocument43 pagesH-10207 99cka 00-002f Fe-Cscs Hydroprocess Application Description - Bnguyen rinNo ratings yet
- PDB MRF 65 508 Ra PDFDocument52 pagesPDB MRF 65 508 Ra PDFAbdulRehmanChaudaryNo ratings yet
- Final Level Island Release Investigation and Remedial Action Work Plan Revision 1Document698 pagesFinal Level Island Release Investigation and Remedial Action Work Plan Revision 1Mi doremiNo ratings yet
- AGP-GPS-ANOGP-L02-0001-C01 - Electrical Design Basis PDFDocument26 pagesAGP-GPS-ANOGP-L02-0001-C01 - Electrical Design Basis PDFRubénNo ratings yet
- TempDocument38 pagesTempkimgNo ratings yet
- Spool and Riser Flooding & HydrotestDocument30 pagesSpool and Riser Flooding & HydrotestPhani Kumar G SNo ratings yet
- 5.3. 402020-01391-08-PI-SPC-0002 Rev0 PDFDocument136 pages5.3. 402020-01391-08-PI-SPC-0002 Rev0 PDFsumit kumarNo ratings yet
- Specification For Spring SP Primary Supports: 0 16.06.2020 First Issue NV US SVKDocument3 pagesSpecification For Spring SP Primary Supports: 0 16.06.2020 First Issue NV US SVKvishal bhamreNo ratings yet
- Fuel Gas Syastem Op Manual CompressDocument143 pagesFuel Gas Syastem Op Manual CompressFlávio de Queiroz PasquettiNo ratings yet
- Transamerican Manufacturing Group: Document Title: Weld Standards, SteelDocument16 pagesTransamerican Manufacturing Group: Document Title: Weld Standards, SteelQuoc VinhNo ratings yet
- Transamerican Manufacturing Group: Document Title: Weld Standards, SteelDocument16 pagesTransamerican Manufacturing Group: Document Title: Weld Standards, SteelQuoc VinhNo ratings yet
- 6.1.13 Specification For Earthing and Lightning ProtectionDocument35 pages6.1.13 Specification For Earthing and Lightning ProtectionMohamed FaroukNo ratings yet
- DRP001-OUF-SPE-C-000-008-B2 (Drainage Material & Workmanship)Document15 pagesDRP001-OUF-SPE-C-000-008-B2 (Drainage Material & Workmanship)Kannan MurugesanNo ratings yet
- UK 33kV Protection GuideDocument35 pagesUK 33kV Protection GuidesjcgraceNo ratings yet
- 123-ODE-ELE-A-RA-000001 - Revb - Outer Dowsing OWF - Concept Electrical System ReportDocument101 pages123-ODE-ELE-A-RA-000001 - Revb - Outer Dowsing OWF - Concept Electrical System ReportAshiqRahimanNo ratings yet
- AGP-GPS-ANOGP-Z02-0001 - A01 Piping Design Basis PDFDocument47 pagesAGP-GPS-ANOGP-Z02-0001 - A01 Piping Design Basis PDFRubén100% (1)
- BRS1-SP-E-BRS-0014.RD1 Cathodic Protection SpecificationDocument31 pagesBRS1-SP-E-BRS-0014.RD1 Cathodic Protection SpecificationABDELKADERNo ratings yet
- QP - phl.S.001 R1 - Corporate Philosophy For Fire & SafetyDocument17 pagesQP - phl.S.001 R1 - Corporate Philosophy For Fire & Safetyprabha haranNo ratings yet
- SI-E1-2009-R001-Structural Calculation-15-05-20 PDFDocument138 pagesSI-E1-2009-R001-Structural Calculation-15-05-20 PDFரதி சுரேஷ்100% (1)
- Refrigeration ClassificationDocument67 pagesRefrigeration ClassificationshishirendraNo ratings yet
- GB1516 Sac 240 CV SP 0005 - ADocument29 pagesGB1516 Sac 240 CV SP 0005 - AkkkkNo ratings yet
- 8211 - S-000-1310-001-01 Yel Spec WindDocument84 pages8211 - S-000-1310-001-01 Yel Spec WindWasi SamiNo ratings yet
- Lightning Direct HandbookDocument136 pagesLightning Direct HandbookCHI KIN POONNo ratings yet
- Blasting and PaintingDocument64 pagesBlasting and PaintingSyahril Aizal Ahmad75% (4)
- Superseded: Transport and Main Roads Specifications MRTS03 Drainage, Retaining Structures and Protective TreatmentsDocument79 pagesSuperseded: Transport and Main Roads Specifications MRTS03 Drainage, Retaining Structures and Protective TreatmentsSteven Lamborghini MurciélagoNo ratings yet
- H 231Document18 pagesH 231EdirwinJoseChirinosNo ratings yet
- API 620 Appendix R Tanks For Storage of Refrigerated Product PDFDocument16 pagesAPI 620 Appendix R Tanks For Storage of Refrigerated Product PDFFatih FıratNo ratings yet
- Part V-Project SpecificationsDocument101 pagesPart V-Project Specificationsilsa100% (1)
- Plastic - Pallets and Test SpecificationDocument24 pagesPlastic - Pallets and Test SpecificationKhaledAhmedNo ratings yet
- S-0000-13A0-001 - 2B - 0001 - FC - Specification For Painting and Color CodingDocument57 pagesS-0000-13A0-001 - 2B - 0001 - FC - Specification For Painting and Color CodingWoon Czen NgNo ratings yet
- Doha North Sewerage Treatment & Associated WorksDocument67 pagesDoha North Sewerage Treatment & Associated WorksLito MendozaNo ratings yet
- 6.0 Meter Square Steel Lighting With 4 Projectors and Square LightDocument84 pages6.0 Meter Square Steel Lighting With 4 Projectors and Square LightAlaa Al-habashNo ratings yet
- SEWA-E-C-001 Fiber Optic CableDocument34 pagesSEWA-E-C-001 Fiber Optic Cablezaheer2931100% (1)
- 1012 Ed3 Protection of Lighthouses and Other Aids To Navigation Against Damage From Lightning May 2013Document39 pages1012 Ed3 Protection of Lighthouses and Other Aids To Navigation Against Damage From Lightning May 2013Ilmiyawan SyafNo ratings yet
- SSP Seco SS06 Sysw PLN 00018 - 03 PDFDocument42 pagesSSP Seco SS06 Sysw PLN 00018 - 03 PDFwan marzukiNo ratings yet
- In Amenas Gas Project Algeria: P03 10/12/03 Issued For Purchase J Neely J Pile J Pile R WalkerDocument2 pagesIn Amenas Gas Project Algeria: P03 10/12/03 Issued For Purchase J Neely J Pile J Pile R WalkerDaoued HaouesNo ratings yet
- In Amenas Gas Project Algeria: P03 20 Jan 04 Issued For Purchase J Neely J Pile J Pile R WalkerDocument3 pagesIn Amenas Gas Project Algeria: P03 20 Jan 04 Issued For Purchase J Neely J Pile J Pile R WalkerDaoued HaouesNo ratings yet
- In Amenas Gas Project Algeria: 6877 TE XE 99 61 37470 P01Document17 pagesIn Amenas Gas Project Algeria: 6877 TE XE 99 61 37470 P01Daoued HaouesNo ratings yet
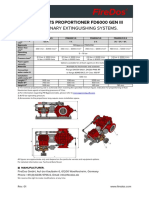
- Quick Facts FireDos Proportioners GENIII FD6000Document1 pageQuick Facts FireDos Proportioners GENIII FD6000Daoued HaouesNo ratings yet
- Pse10 0029Document8 pagesPse10 0029Daoued HaouesNo ratings yet
- Line List: System 60 - Firewater SystemDocument20 pagesLine List: System 60 - Firewater SystemDaoued HaouesNo ratings yet
- Tor 62Document1 pageTor 62topoginoNo ratings yet
- Haier HRF-661FF ASSDocument15 pagesHaier HRF-661FF ASSyayayalNo ratings yet
- LLFC 61... Series - Well Glass - CobDocument1 pageLLFC 61... Series - Well Glass - CobTekinit SolutionsNo ratings yet
- Chemical Milling, Chemical Blanking and Photochemical Blanking"Document5 pagesChemical Milling, Chemical Blanking and Photochemical Blanking"Michele0% (1)
- High Alumina Ceramic Hex TileDocument2 pagesHigh Alumina Ceramic Hex TileMehmet TürkerNo ratings yet
- Chapter 11Document5 pagesChapter 11Justin CruiceNo ratings yet
- Adsorption Isotherm of Acetic Acid Solutions On Activated CarbonDocument7 pagesAdsorption Isotherm of Acetic Acid Solutions On Activated Carboneiddnew67% (6)
- O4435k MilDocument86 pagesO4435k MilJuan G. Gonzalez F.No ratings yet
- Metallurgical Industrial Furnaces 4Document5 pagesMetallurgical Industrial Furnaces 4Mining ReviewNo ratings yet
- Sensors SwitchesDocument77 pagesSensors Switcheswellbr123No ratings yet
- PVC AdditiveDocument35 pagesPVC AdditivePinyaporn VeerapraditNo ratings yet
- CycloneDocument25 pagesCycloneAna Marie AllamNo ratings yet
- TDS EN PluxbentonN PDFDocument1 pageTDS EN PluxbentonN PDFusr1suNo ratings yet
- Wellcare Oil Tools Private LimitedDocument4 pagesWellcare Oil Tools Private LimitedPedro Andrés GarzonNo ratings yet
- Industrial Meter CatalogDocument84 pagesIndustrial Meter CataloghotnatkapoorNo ratings yet
- Gas Turbine - Combustion Chamber. MaykDocument69 pagesGas Turbine - Combustion Chamber. MaykAlvaro Vicente100% (3)
- Environmental Green Chemistry Applications of Nanoporous CarbonsDocument24 pagesEnvironmental Green Chemistry Applications of Nanoporous CarbonsIvan AlcomendrasNo ratings yet
- Paper Plane (AZIT-CX) :: Assembly InstructionsDocument1 pagePaper Plane (AZIT-CX) :: Assembly Instructionsvalanarasu73No ratings yet
- Concept Paper On Solid Waste ManagementDocument1 pageConcept Paper On Solid Waste ManagementYashimera Laid Maape60% (5)
- ASTM-A-325-02 Standard Specification For Structural Bolts. Steel, Heat Treated, 120 - 105 Ksi Minimum Tensile Strength PDFDocument8 pagesASTM-A-325-02 Standard Specification For Structural Bolts. Steel, Heat Treated, 120 - 105 Ksi Minimum Tensile Strength PDFFattahi KarimNo ratings yet
- Product, Services and Brands: Assignment#4 Semester Fall-2020Document3 pagesProduct, Services and Brands: Assignment#4 Semester Fall-2020Aliza IshraNo ratings yet
- 20.12 - GEK72281f Steam Purity Recommendations For Steam TurbinesDocument14 pages20.12 - GEK72281f Steam Purity Recommendations For Steam TurbinesLIUNo ratings yet
- TurningDocument10 pagesTurningShanmugam BalasubramaniamNo ratings yet
- Strain Gauge e CatalogDocument22 pagesStrain Gauge e CatalogBreno MouraNo ratings yet
- Kamel 2004Document5 pagesKamel 2004Tetra Ethayle RahatNo ratings yet
- Surface Coating IndustriesDocument8 pagesSurface Coating IndustriesdaabgchiNo ratings yet
- Latvia Civil Engineering 2013Document373 pagesLatvia Civil Engineering 2013Daniel RangelNo ratings yet