You might also like
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- 06 Tool Wear, Life and MachinabilityDocument45 pages06 Tool Wear, Life and MachinabilityRebanta SarkarNo ratings yet
- Mod6 - Tool Life & Tool MaterialDocument45 pagesMod6 - Tool Life & Tool MaterialSatish Raja Dhulipala100% (1)
- Me 305 - 11Document16 pagesMe 305 - 11me210003069No ratings yet
- Machinabilitytool Life & Tool Wear 4 in 1Document9 pagesMachinabilitytool Life & Tool Wear 4 in 1dsdvdNo ratings yet
- Tool Failure Causes and PredictionDocument9 pagesTool Failure Causes and PredictionshivaNo ratings yet
- Cutting Tool TechnologyDocument5 pagesCutting Tool TechnologyROHAN DESAINo ratings yet
- 14 Failure of Cutting Tools and Tool LifeDocument11 pages14 Failure of Cutting Tools and Tool LifePRASAD326100% (8)
- Taylor 1Document24 pagesTaylor 1YOSUE ROSALES RIVERA YARESINo ratings yet
- Modelling and Analysis of Micro Drill BitDocument4 pagesModelling and Analysis of Micro Drill BitMr. S. Thiyagu Asst Prof MECHNo ratings yet
- Tool LifeDocument17 pagesTool LifeAmman Butt100% (1)
- ToolsDocument2 pagesToolsJordan MosesNo ratings yet
- l2.104 Ecture-02-Part-2-Tool Wear and Tool LifeDocument24 pagesl2.104 Ecture-02-Part-2-Tool Wear and Tool LifeNexhat QehajaNo ratings yet
- MP II - Lecture 5 - Tool Failure and Tool LifeDocument45 pagesMP II - Lecture 5 - Tool Failure and Tool LifeArif Hossain100% (1)
- ObjectDocument2 pagesObjectJordan MosesNo ratings yet
- Module 3Document4 pagesModule 3rahul231023No ratings yet
- Cutting Tool Materials and Cutting FluidsDocument21 pagesCutting Tool Materials and Cutting FluidsRam27092003 GermanNo ratings yet
- 2 Machining Operations and Machine ToolsDocument57 pages2 Machining Operations and Machine Toolssakali aliNo ratings yet
- Mahendra Covered TopicDocument26 pagesMahendra Covered TopicMahendra SinghNo ratings yet
- 4.1 and 4.2 Tool Wear Mechanism and Types of Tool DamageDocument35 pages4.1 and 4.2 Tool Wear Mechanism and Types of Tool DamageTAMILARASAN MNo ratings yet
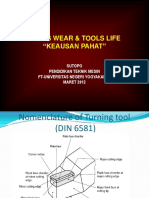
- Tools Wear & Tools Life "Keausan Pahat": Sutopo Pendidikan Teknik Mesin Ft-Universitas Negeri Yogyakarta MARET 2012Document17 pagesTools Wear & Tools Life "Keausan Pahat": Sutopo Pendidikan Teknik Mesin Ft-Universitas Negeri Yogyakarta MARET 2012M Nur FuadyNo ratings yet
- A Review On Use of Damping Materials To Reduce Vibrations During Turning in Lathe MachineDocument4 pagesA Review On Use of Damping Materials To Reduce Vibrations During Turning in Lathe MachineEditor IJTSRDNo ratings yet
- The Influence of Variation in Cutting Speed On Wear Rate of Uncoated and Coated Carbide Cutting ToolsDocument8 pagesThe Influence of Variation in Cutting Speed On Wear Rate of Uncoated and Coated Carbide Cutting ToolsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Thermal Aspect, Tool Wear and Tool Life: By: Dr. Pawan Sharma Assistant Professor SVNIT, SuratDocument45 pagesThermal Aspect, Tool Wear and Tool Life: By: Dr. Pawan Sharma Assistant Professor SVNIT, SuratShubham BorseNo ratings yet
- Failure of Cutting Tools and Tool LifeDocument8 pagesFailure of Cutting Tools and Tool LifePPSwainNo ratings yet
- Failure of Cutting Tools and Tool LifeDocument9 pagesFailure of Cutting Tools and Tool LifeAmanpreet SinghNo ratings yet
- Tool Wear, Tool LifeDocument25 pagesTool Wear, Tool LifeG7 SsrNo ratings yet
- Failure of ToolDocument8 pagesFailure of ToolPROD DOPENo ratings yet
- Lecture 10 (Cutting Tool Technology)Document18 pagesLecture 10 (Cutting Tool Technology)hashir siddiquiNo ratings yet
- StudyoncuttingtoollifeDocument8 pagesStudyoncuttingtoollifeArun NalawadeNo ratings yet
- Physics Based MachiningDocument22 pagesPhysics Based MachiningGirija MNo ratings yet
- Reference Material Cluster 1 2 3Document40 pagesReference Material Cluster 1 2 3VENKATA RAGHAVENDRA SAI KUMAR SAMBHARANo ratings yet
- Key 2Document22 pagesKey 2Jury.rahulNo ratings yet
- THEORY of METAL CUTTING-Cutting Tool, Cutting Fluid & Machining EconomicsDocument17 pagesTHEORY of METAL CUTTING-Cutting Tool, Cutting Fluid & Machining EconomicsIzi75% (4)
- Unit III - Tool Wear, Tool LifeDocument40 pagesUnit III - Tool Wear, Tool LifeMr. Swapnil S. JadhavNo ratings yet
- Tool WearDocument11 pagesTool WearRam27092003 GermanNo ratings yet
- Tool WearDocument12 pagesTool WearSharath Kumar Bm100% (1)
- Manufacturing Tech. IIDocument13 pagesManufacturing Tech. IIanon_376852568No ratings yet
- Cutting Tool TechonologyDocument61 pagesCutting Tool TechonologyKaan OkkalıNo ratings yet
- Theory of Tool Wear and Surface RoughnessDocument12 pagesTheory of Tool Wear and Surface RoughnessjssrikantamurthyNo ratings yet
- Study On Cutting Tool Life: August 2013Document8 pagesStudy On Cutting Tool Life: August 2013Tony StarkNo ratings yet
- Tool Wear MechanismDocument9 pagesTool Wear MechanismDevansh AgrawalNo ratings yet
- CH 23Document61 pagesCH 23Anonymous 9yhXGZVNo ratings yet
- Machining MechAnalysis CHPT 4Document81 pagesMachining MechAnalysis CHPT 4Brahim MouchaneNo ratings yet
- Hard Coating of Tool-Report PDFDocument43 pagesHard Coating of Tool-Report PDFRam TejaNo ratings yet
- Built Up Edge (BUE) in Turning Applications Causes & EffectsDocument4 pagesBuilt Up Edge (BUE) in Turning Applications Causes & EffectsJo MarbeNo ratings yet
- Experiment p1 Metal Cutting ProcessDocument13 pagesExperiment p1 Metal Cutting Processvipin_shrivastava25No ratings yet
- Production Engineering Day 3 Merchant'S CircleDocument6 pagesProduction Engineering Day 3 Merchant'S CircleLibin AbrahamNo ratings yet
- Electrochemical DeburringDocument8 pagesElectrochemical DeburringBARANINo ratings yet
- Module-5: Tool Wear & Tool LifeDocument10 pagesModule-5: Tool Wear & Tool LifeYashas KattemaneNo ratings yet
- 072 DEW Werkstoffauswahl Kaltarbeit GBDocument40 pages072 DEW Werkstoffauswahl Kaltarbeit GBFebrian JhaNo ratings yet
- 4.3 TWE With Class NotesDocument16 pages4.3 TWE With Class NotesTAMILARASAN MNo ratings yet
- Tool Wear & Tool Life, MachinabilityDocument7 pagesTool Wear & Tool Life, MachinabilityHOD TD GITNo ratings yet
- FMP-302 Lecture 6 - Tool Material - Life - FailureDocument42 pagesFMP-302 Lecture 6 - Tool Material - Life - FailureMuhammad WaseemNo ratings yet
- 2-Tool Wear, Tool Life, and Economics of Metal CuttingDocument13 pages2-Tool Wear, Tool Life, and Economics of Metal CuttingOKELLO JOB LAZARUSNo ratings yet
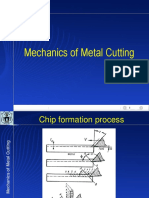
- Mechanics of Metal CuttingDocument47 pagesMechanics of Metal CuttingSasi ReddyNo ratings yet
- Mechanism of Chip FormationDocument31 pagesMechanism of Chip FormationSasi ReddyNo ratings yet
- Mechanism of Chip FormationDocument20 pagesMechanism of Chip FormationSasi ReddyNo ratings yet
- Tool GeometryDocument18 pagesTool GeometrySasi ReddyNo ratings yet
- Mechanics of Metal CuttingDocument30 pagesMechanics of Metal CuttingSasi ReddyNo ratings yet
- Thermal Aspects of Machining: Heat Generation and Cutting TemperaturesDocument18 pagesThermal Aspects of Machining: Heat Generation and Cutting TemperaturesSasi ReddyNo ratings yet
- Department of Mechanical Engineering, NIT W Subject: ME251 Dynamics of MachineryDocument2 pagesDepartment of Mechanical Engineering, NIT W Subject: ME251 Dynamics of MachineryPRAJWAL SHYAM BHOSALENo ratings yet
- Cme Lab 2Document1 pageCme Lab 2Sasi ReddyNo ratings yet
- Tool Geometry - ProblemsDocument14 pagesTool Geometry - ProblemsSasi ReddyNo ratings yet
- Lecture 4 - Submerged Arc WeldingDocument8 pagesLecture 4 - Submerged Arc WeldingSasi ReddyNo ratings yet
- Butt welding - calculations - batches 1-6Document8 pagesButt welding - calculations - batches 1-6Sasi ReddyNo ratings yet
- TCS NQT Previous Year PaperDocument156 pagesTCS NQT Previous Year Papergunda prashanthNo ratings yet
- FlywheelsDocument2 pagesFlywheelsSasi ReddyNo ratings yet
- 2020 12 SP English CoreDocument15 pages2020 12 SP English CoreDEEPA RATHINo ratings yet
- Lecture 4 - Resistance Spot WeldingDocument8 pagesLecture 4 - Resistance Spot WeldingSasi ReddyNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument68 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNo ratings yet
- Lecture 4 - Submerged Arc WeldingDocument8 pagesLecture 4 - Submerged Arc WeldingSasi ReddyNo ratings yet
- Structural Steel SpecificationDocument11 pagesStructural Steel SpecificationnoufalNo ratings yet
- Genral NotesDocument1 pageGenral NotesArjay AletaNo ratings yet
- Corrosion Resistance With Electroplating C12!6!11 & 12Document10 pagesCorrosion Resistance With Electroplating C12!6!11 & 12horascanmanNo ratings yet
- BSPT Thread Sizes and DimensionsDocument3 pagesBSPT Thread Sizes and DimensionsOrlando Rebelo100% (1)
- Aluminum TempersDocument5 pagesAluminum TempersLeonard ChoNo ratings yet
- Modules, Tools, Aplications ZUND G3, S3 and L3Document8 pagesModules, Tools, Aplications ZUND G3, S3 and L3Sérgio VieiraNo ratings yet
- API-1000-11 - Rev - 0WPSAPI5L x42-x52 PDFDocument3 pagesAPI-1000-11 - Rev - 0WPSAPI5L x42-x52 PDFSailesh SharmaNo ratings yet
- ConstructionDocument63 pagesConstructionpulilathaNo ratings yet
- QQ P 416 - FDocument18 pagesQQ P 416 - Fkabardey46No ratings yet
- (1903-7C1910) Air Handling Unit & Modular Air Handling Unit 10.25Document27 pages(1903-7C1910) Air Handling Unit & Modular Air Handling Unit 10.25d.gitaNo ratings yet
- Design Recommendations For Precast Concrete Structures: Reported by ACI-ASCE Committee 550Document8 pagesDesign Recommendations For Precast Concrete Structures: Reported by ACI-ASCE Committee 550nathanNo ratings yet
- FormworkDocument12 pagesFormworkalomartaylorNo ratings yet
- Basic MaterialsDocument7 pagesBasic MaterialsCristina Marie BatoNo ratings yet
- DIN EN 1171 Resilient Wedge Gate Valve: - StatementDocument45 pagesDIN EN 1171 Resilient Wedge Gate Valve: - StatementshaonaaNo ratings yet
- Ufgs 07 41 13.16 Metal Roof PanelsDocument12 pagesUfgs 07 41 13.16 Metal Roof PanelssharethefilesNo ratings yet
- BRC Machine Design ProblemsDocument19 pagesBRC Machine Design ProblemsBrilliantJohnMalandacRubiaNo ratings yet
- Iqbal MTWEEKLY 300323Document8 pagesIqbal MTWEEKLY 300323iqbal alfurqon100% (1)
- Tender BOQ for 11kV Power EvacuationDocument3 pagesTender BOQ for 11kV Power EvacuationVamsi PavuluriNo ratings yet
- Materials PricesDocument26 pagesMaterials PricesmateojullieanneNo ratings yet
- Norma - ASTM E3-11 2017 - Standard Guide For Preparation of Metallographic SpecimensDocument12 pagesNorma - ASTM E3-11 2017 - Standard Guide For Preparation of Metallographic SpecimensBacana CwbNo ratings yet
- Wardrobe User ManualDocument5 pagesWardrobe User ManualAdnan Ul HaqNo ratings yet
- Sheet Metal BenderDocument11 pagesSheet Metal BenderramjoceNo ratings yet
- Mục 64 Keo dán nguội băng tải Devcon R flex 15565Document2 pagesMục 64 Keo dán nguội băng tải Devcon R flex 15565Việt Hùng NghiêmNo ratings yet
- Accessories, Closet, Toilet Paper Holder, TX720ACRBDocument1 pageAccessories, Closet, Toilet Paper Holder, TX720ACRBRima MercyNo ratings yet
- Design Jacking Pipa Australia STDDocument10 pagesDesign Jacking Pipa Australia STDDaniel SalehNo ratings yet
- ERHARD Air BEG ENDocument8 pagesERHARD Air BEG ENvladNo ratings yet
- 4 - ASME IX Exam (61 Q&A)Document10 pages4 - ASME IX Exam (61 Q&A)Dada KhalandarNo ratings yet
- 4STY 20CL PozorrubioCS On Micropile FoundationDocument65 pages4STY 20CL PozorrubioCS On Micropile FoundationKaren Balisacan Segundo RuizNo ratings yet
- Technical Specification Main WarehouseDocument4 pagesTechnical Specification Main Warehouseadr_kharisma100% (2)
- Restoration of Crown HallDocument8 pagesRestoration of Crown HallDipti AgrahariNo ratings yet