You might also like
- Electrical Wiring Diagram Books PDFDocument109 pagesElectrical Wiring Diagram Books PDFHillaryNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Kessler Transfer Case PDFDocument27 pagesKessler Transfer Case PDFazamen100% (1)
- Installation Procedures Offshore Jacket CompiledDocument62 pagesInstallation Procedures Offshore Jacket CompiledLucasNo ratings yet
- How To Make A DIY Taser Stun Gun A Step-By-Step GuideDocument7 pagesHow To Make A DIY Taser Stun Gun A Step-By-Step GuideHudson PicoreliNo ratings yet
- Anson PDFDocument4 pagesAnson PDFKhaled Mahran67% (3)
- Linear 2 Manual CompleteDocument115 pagesLinear 2 Manual CompleteDjvionico PerezNo ratings yet
- Actuator Catalogue CompleteDocument22 pagesActuator Catalogue Completeprashantsingh0450% (2)
- Bow ThrusterDocument249 pagesBow ThrusterNikolay Kirov100% (1)
- Sk75sr-3e S5yt0023e02 Shop Manual - Part3Document300 pagesSk75sr-3e S5yt0023e02 Shop Manual - Part3PHÁT NGUYỄN THẾ100% (4)
- Chery - SQR477F 1.5L 16V Sohc L4Document4 pagesChery - SQR477F 1.5L 16V Sohc L4ferran_alfonso0% (2)
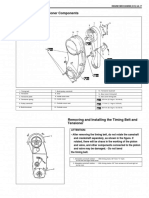
- Chrysler IIIH Engine Assembly Pentastar 3.6 SYNCHRONIZATIONDocument22 pagesChrysler IIIH Engine Assembly Pentastar 3.6 SYNCHRONIZATIONScribdTranslationsNo ratings yet
- MRL W Line: Modular Machine Roomless Electric ElevatorDocument28 pagesMRL W Line: Modular Machine Roomless Electric ElevatorMohd Abu AjajNo ratings yet
- CLG908E (Yanmar ) OM 202003002-EN PDFDocument178 pagesCLG908E (Yanmar ) OM 202003002-EN PDFDedi rahmatNo ratings yet
- Choke Valve MSPDocument26 pagesChoke Valve MSPabbas1368No ratings yet
- ELME 817 Manual PDFDocument20 pagesELME 817 Manual PDFniko67% (3)
- VOLVO EC210 NLC EC210NLC EXCAVATOR Service Repair Manual PDFDocument16 pagesVOLVO EC210 NLC EC210NLC EXCAVATOR Service Repair Manual PDFfjjsjekdmme67% (3)
- FTA1000 Submittal With ATS (125 HP +)Document15 pagesFTA1000 Submittal With ATS (125 HP +)Arley Naranjo Zulets100% (1)
- A0312624 - en - PLM Manual Roller Assembly For Compact Pellet Mill V05Document28 pagesA0312624 - en - PLM Manual Roller Assembly For Compact Pellet Mill V05jose100% (1)
- Power Wheel Service Manual Model 8 Double Reduction Shaft and Spindle Output DrivesDocument4 pagesPower Wheel Service Manual Model 8 Double Reduction Shaft and Spindle Output DrivesFreddy Martínez AvendañoNo ratings yet
- Imo 004enDocument4 pagesImo 004enHASBUL AZIZI BIN MAHMUNNo ratings yet
- Transfer Case Assembly GROUP 295 30000 Series Transfer Case Service 1. Disassembly NoteDocument22 pagesTransfer Case Assembly GROUP 295 30000 Series Transfer Case Service 1. Disassembly NoteJordan RaveloNo ratings yet
- EsrhstrhdrtjDocument2 pagesEsrhstrhdrtjThylaneNo ratings yet
- Reassembly of Basic EngineDocument19 pagesReassembly of Basic EnginePepe AlNo ratings yet
- Group 9 Front Axle and Rear AxleDocument71 pagesGroup 9 Front Axle and Rear AxleHậu MinhNo ratings yet
- 43.88UK Mechanical Seal Replacement Instructions TCDocument4 pages43.88UK Mechanical Seal Replacement Instructions TCMohammed Mostafa El HaddadNo ratings yet
- Group 8 Turning Joint: 1. Removal and InstallDocument5 pagesGroup 8 Turning Joint: 1. Removal and InstallDavidNo ratings yet
- RT3 Straight BladeDocument34 pagesRT3 Straight Bladecamohunter71No ratings yet
- Pinion Assemblies - AssembleDocument4 pagesPinion Assemblies - Assemblemijael1393No ratings yet
- Pre Carga de Piñon de DiferencialDocument3 pagesPre Carga de Piñon de Diferencialmamani aquio juannNo ratings yet
- Articulated Hitch GroupDocument4 pagesArticulated Hitch Groupcristian chuquicondor torresNo ratings yet
- Packer Systems Technical Unit Model "M" Expansion Joint, Sizes 2-3/8, 2-7/8, 3-1/2, and 4-1/2Document4 pagesPacker Systems Technical Unit Model "M" Expansion Joint, Sizes 2-3/8, 2-7/8, 3-1/2, and 4-1/2eberthson hernandezNo ratings yet
- Tire ChangerDocument12 pagesTire ChangerVang ThaoNo ratings yet
- Booster Pump Service ManualDocument11 pagesBooster Pump Service ManualSGI AUTOMOTIVE PVT LTDNo ratings yet
- GR - WRDSP - Tech LiteratureDocument7 pagesGR - WRDSP - Tech LiteratureDigger Downhole ToolsNo ratings yet
- A 1020Document16 pagesA 1020Pong KrubNo ratings yet
- Clutch Hino 2.5Document4 pagesClutch Hino 2.5Yeam_90No ratings yet
- Overhauling The Flywheel CoverDocument1 pageOverhauling The Flywheel CoverIanNo ratings yet
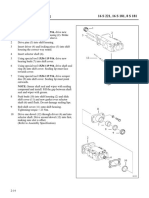
- Adjusting Shift Fork 16 S 221, 16 S 181, 8 S 181Document3 pagesAdjusting Shift Fork 16 S 221, 16 S 181, 8 S 181ThylaneNo ratings yet
- Harbor Freight Manual Tire MachineDocument12 pagesHarbor Freight Manual Tire MachineWilliam BaltesNo ratings yet
- Owner's Manual & Safety InstructionsDocument12 pagesOwner's Manual & Safety InstructionsYohanes AssefaNo ratings yet
- Agri-Fab: Owners ManualDocument8 pagesAgri-Fab: Owners Manualkhans.martinNo ratings yet
- Stainless-Steel-Ball-Valves F262 Pentair Seat Seal ReplacementDocument4 pagesStainless-Steel-Ball-Valves F262 Pentair Seat Seal Replacementred patriotNo ratings yet
- Group 6 Turning Joint: 1. Disassembly and AssemblyDocument4 pagesGroup 6 Turning Joint: 1. Disassembly and AssemblySaidi JalelNo ratings yet
- 43 88 - Mechanical - Seal - Replacement - Instructions - TCDocument4 pages43 88 - Mechanical - Seal - Replacement - Instructions - TCAlan MercesNo ratings yet
- Gerlinger LC30 Torque-Hub Final Drive ServiceDocument16 pagesGerlinger LC30 Torque-Hub Final Drive ServiceRubenNo ratings yet
- Brakes: Removal and Installation Power Brake Vacuum Booster - R. H. DDocument0 pagesBrakes: Removal and Installation Power Brake Vacuum Booster - R. H. DLuis Alberto OrtegaNo ratings yet
- $RXRU65HDocument31 pages$RXRU65HChomiNo ratings yet
- MN 03007Document16 pagesMN 03007hyarub9No ratings yet
- Ge Ge752 User Manual 61 62Document2 pagesGe Ge752 User Manual 61 62RICHARDNo ratings yet
- Choke Technical Manual - RADocument16 pagesChoke Technical Manual - RAGuilherme Vanni100% (1)
- 03-04 SID Rear Service Guide - Rev - BDocument5 pages03-04 SID Rear Service Guide - Rev - Bmaxpower2004No ratings yet
- 1986-1988 SuzukiSamurai Clutch ManualDocument10 pages1986-1988 SuzukiSamurai Clutch ManualHatnean CristianNo ratings yet
- Group 7 RCV Lever: 1. Removal and InstallDocument15 pagesGroup 7 RCV Lever: 1. Removal and InstallRafał DworakNo ratings yet
- TM 9-2330-397-14P M1112 Trailer, Tank, Water 400 Gallon Part 3Document130 pagesTM 9-2330-397-14P M1112 Trailer, Tank, Water 400 Gallon Part 3AdvocateNo ratings yet
- Manual - 3 Speed HubsDocument1 pageManual - 3 Speed HubsmaqhfirahNo ratings yet
- Suzuki APV Service ManualDocument7 pagesSuzuki APV Service ManualdhgdfgNo ratings yet
- Service Manual SM17 - 002 - 083.00: Latching Boom Mechanism RetrofitDocument24 pagesService Manual SM17 - 002 - 083.00: Latching Boom Mechanism RetrofitErissonNo ratings yet
- Baker A-5 SemidisassenblyDocument7 pagesBaker A-5 SemidisassenblyabodolkuhaaNo ratings yet
- Holland Hitch AdjustmentDocument4 pagesHolland Hitch AdjustmentMarlin StraubNo ratings yet
- Grundfosliterature 1578Document26 pagesGrundfosliterature 1578pb1976No ratings yet
- 35-590096 - Section 5Document20 pages35-590096 - Section 5Fábio FariaNo ratings yet
- Remove & Install Supplemental Steering PumpDocument9 pagesRemove & Install Supplemental Steering PumpMehdi ChakrouneNo ratings yet
- Group 3 Gear Box: 1. StructureDocument4 pagesGroup 3 Gear Box: 1. StructureTaha RdmanNo ratings yet
- Operating Instructions Dixie Cerradora de LatasDocument22 pagesOperating Instructions Dixie Cerradora de LatasMario Amieva BalsecaNo ratings yet
- Service Instructions RE530 531Document6 pagesService Instructions RE530 531Ηρακλης ΤσαπραζηςNo ratings yet
- Sherwood 29000 - Tech GuideDocument8 pagesSherwood 29000 - Tech GuidePaško KelavaNo ratings yet
- Q.346 - Pats OH ENGINE CLG922EDocument2 pagesQ.346 - Pats OH ENGINE CLG922EDedi rahmatNo ratings yet
- 4.hydraulic System of B160 PDFDocument55 pages4.hydraulic System of B160 PDFDedi rahmat100% (1)
- 0维修手册目录Document3 pages0维修手册目录Dedi rahmatNo ratings yet
- 2.160C Operation and Maintenance PDFDocument59 pages2.160C Operation and Maintenance PDFDedi rahmat100% (1)
- 3.160dozer Driven Componet PDFDocument53 pages3.160dozer Driven Componet PDFDedi rahmat100% (1)
- 1.summarize of Dozer PDFDocument24 pages1.summarize of Dozer PDFDedi rahmat100% (1)
- 5.electrical System of B160Document19 pages5.electrical System of B160Dedi rahmat100% (1)
- 2.160C Operation and Maintenance - DikonversiDocument59 pages2.160C Operation and Maintenance - DikonversiDedi rahmat100% (1)
- Awh 651 EslabonDocument9 pagesAwh 651 EslabonMaria de GuerreroNo ratings yet
- Arcam Rcube Service Manual: Andy Moore Issue 1Document24 pagesArcam Rcube Service Manual: Andy Moore Issue 1Limbo67No ratings yet
- Redwood Comm User Guide II-107768Document41 pagesRedwood Comm User Guide II-107768Alexander RamosNo ratings yet
- 2013-g2.0 Dohc Mfi Control SystemDocument1 page2013-g2.0 Dohc Mfi Control SystemautocomputerNo ratings yet
- Chapter 3-Lighting Scheme and Bell CircuitsDocument89 pagesChapter 3-Lighting Scheme and Bell CircuitsyeabmotherNo ratings yet
- MFZ Marantec Contorl-CS310 User Manual / Instalation ManualDocument52 pagesMFZ Marantec Contorl-CS310 User Manual / Instalation ManualJernej SevšekNo ratings yet
- Elektra 400Document33 pagesElektra 400Daniel RiveraNo ratings yet
- Section-1 Temperature Gauges S. No. Description SpecificationDocument5 pagesSection-1 Temperature Gauges S. No. Description SpecificationMani SunNo ratings yet
- SQ 05.2 - SQ 14.2 Auma Norm: Technical Data Part-Turn Actuators For Open-Close Duty With 3-Phase AC MotorsDocument3 pagesSQ 05.2 - SQ 14.2 Auma Norm: Technical Data Part-Turn Actuators For Open-Close Duty With 3-Phase AC MotorsLASCARZAMFIRESCUNo ratings yet
- Wind Warning SystemDocument8 pagesWind Warning Systemchristianson_87No ratings yet
- Electrical Power ToolsDocument32 pagesElectrical Power ToolsMa Cecelia Borja100% (1)
- Nippon Sharyo Nes Yr2013Document16 pagesNippon Sharyo Nes Yr2013nicoleNo ratings yet
- 3SE52500BC05 Datasheet enDocument4 pages3SE52500BC05 Datasheet endesignNo ratings yet
- Touch Lamp Circuit DiagramDocument4 pagesTouch Lamp Circuit DiagramedwardNo ratings yet
- Leeson Manual Speed Master ScrthyristorDocument60 pagesLeeson Manual Speed Master ScrthyristorJay ChimchomeNo ratings yet
- Kelmo Electric Actuator Driven Compact Ball Valves: MAS Sakti EmailDocument2 pagesKelmo Electric Actuator Driven Compact Ball Valves: MAS Sakti EmailJohnIbanesNo ratings yet
- Cornado 2258eDocument22 pagesCornado 2258eJostin Castillo HurtadoNo ratings yet
- DH48SDocument2 pagesDH48SGold JoshuaNo ratings yet
- Smart Digital XL - Dda: Installation and Operating InstructionsDocument54 pagesSmart Digital XL - Dda: Installation and Operating InstructionsKundaiNo ratings yet
- Manuale Di Installazione, Uso e Manutenzione Dynamicroll Frigo 1 (ENG)Document34 pagesManuale Di Installazione, Uso e Manutenzione Dynamicroll Frigo 1 (ENG)Marlon joel Rojas vilchezNo ratings yet
- Chassis ElectricalDocument111 pagesChassis Electricaltruckman1000No ratings yet
- 2003 Peugeot 406 Break 65020Document177 pages2003 Peugeot 406 Break 65020Jimmy AlemanNo ratings yet
- Getting Started: Keysight I3070 In-Circuit Test SystemDocument8 pagesGetting Started: Keysight I3070 In-Circuit Test SystemSergio BustillosNo ratings yet