You might also like
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- Gabriel India LTD Sanand: Gauge R& R Study Average and Range Method Based On Tolerance - Data SheetDocument5 pagesGabriel India LTD Sanand: Gauge R& R Study Average and Range Method Based On Tolerance - Data SheetAmit YadavNo ratings yet
- R&R Study: 1 2 3 4 5 6 7 8 9 10 Average Op / Trial SampleDocument3 pagesR&R Study: 1 2 3 4 5 6 7 8 9 10 Average Op / Trial SampleluminyNo ratings yet
- 10% To 30% Error - May Be Acceptable Based Upon Importance of ApplicationDocument3 pages10% To 30% Error - May Be Acceptable Based Upon Importance of ApplicationktyeoNo ratings yet
- Battery Business PlanDocument6 pagesBattery Business PlanAbdullah Hasan MhaiskarNo ratings yet
- Design Air Flow (L/S) Design Pressure Drop (Pa) Calculated Pressure Drop (Pa)Document3 pagesDesign Air Flow (L/S) Design Pressure Drop (Pa) Calculated Pressure Drop (Pa)Rami OmarNo ratings yet
- Statistical Process Control StudyDocument1 pageStatistical Process Control StudyKishan Royal VirkNo ratings yet
- Cp Cpk CalculationDocument6 pagesCp Cpk Calculationjavier tamayoNo ratings yet
- Results Format AGRIPRODocument20 pagesResults Format AGRIPROhelenaNo ratings yet
- Control Chart (Template)Document7 pagesControl Chart (Template)Rudi PurnamaNo ratings yet
- Averages (X Bar Chart) : Gage R AnalysisDocument1 pageAverages (X Bar Chart) : Gage R AnalysisFernando BeltránNo ratings yet
- Self Consolidating Concrete Mix Design (Aci 237) : MaterialDocument14 pagesSelf Consolidating Concrete Mix Design (Aci 237) : MaterialHishmat Ezz AlarabNo ratings yet
- Projected Profit/Loss and Actual Costs for Construction BudgetDocument5 pagesProjected Profit/Loss and Actual Costs for Construction BudgetEl ChapoNo ratings yet
- Raw Sales Plan Dec'22 - R3Document1 pageRaw Sales Plan Dec'22 - R3Gokulnath Kongunadu SingamNo ratings yet
- Codi de Zener SMDDocument6 pagesCodi de Zener SMDartola14No ratings yet
- KEP-22-23-01 Lifting Price ListDocument25 pagesKEP-22-23-01 Lifting Price ListShekhar Pratap SinghNo ratings yet
- 1.14.1 MTC-11372 - Tube - 1 TUBINGDocument1 page1.14.1 MTC-11372 - Tube - 1 TUBINGgroupj.sr.servicesNo ratings yet
- 830 Series: Silicon 28V Hyperabrupt Varactor DiodesDocument7 pages830 Series: Silicon 28V Hyperabrupt Varactor DiodesBILAL KIYANINo ratings yet
- Abc Pvt. LTD.: Statistical Process Control StudyDocument1 pageAbc Pvt. LTD.: Statistical Process Control StudySAURAV KAUSHALNo ratings yet
- Load Schedule and ComputationDocument2 pagesLoad Schedule and Computationzandro padillaNo ratings yet
- Operating Instructions - Ketos Test Ring - Oct14Document2 pagesOperating Instructions - Ketos Test Ring - Oct14aravindanNo ratings yet
- EpsfDocument1 pageEpsfandry hardianNo ratings yet
- مدحتDocument14 pagesمدحتHesham MosadNo ratings yet
- Img 20230802 0003Document1 pageImg 20230802 0003Teratai KragilanNo ratings yet
- DLA600 Service ManualDocument11 pagesDLA600 Service ManualDSV InnovationsNo ratings yet
- Valeron Spec SheetDocument1 pageValeron Spec SheetSenthilkumar NarayananNo ratings yet
- Sanofi India Limited, Ankleshwar: SR - No. Location Chamber Pipe Dia Pipe Length Sump Capacity (KLD) Pump Capacity (m3/hr)Document5 pagesSanofi India Limited, Ankleshwar: SR - No. Location Chamber Pipe Dia Pipe Length Sump Capacity (KLD) Pump Capacity (m3/hr)Jatin WadiaNo ratings yet
- Datasheet InfineonDocument12 pagesDatasheet InfineonjuliolocNo ratings yet
- MSA StudyDocument15 pagesMSA StudyJAVIERNo ratings yet
- Tan Delta Trafo Mobile Gi Tambun 05112020Document3 pagesTan Delta Trafo Mobile Gi Tambun 05112020dedy roy candra sihombingNo ratings yet
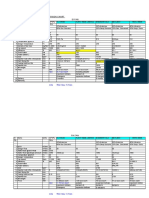
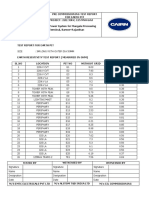
- Assitant Engineer Executive Engineer Superintending Engineer 220KV GSS Tinwari 220KV GSS Tinwari RVPNL, JodhpurDocument3 pagesAssitant Engineer Executive Engineer Superintending Engineer 220KV GSS Tinwari 220KV GSS Tinwari RVPNL, Jodhpuraryan vyasNo ratings yet
- COMPARISONDocument6 pagesCOMPARISONJKKNo ratings yet
- Aceclofenac 100mg +paracetamol 325tabletsDocument1 pageAceclofenac 100mg +paracetamol 325tabletsBIONIAL HEALTHCARENo ratings yet
- Chennai IIIDocument18 pagesChennai IIISenthil KumarNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement Consumableskeymal9195No ratings yet
- PO No - 52 (Schwing Stetter BP Material CP 30)Document3 pagesPO No - 52 (Schwing Stetter BP Material CP 30)pnmbbsrz1.acilNo ratings yet
- V20spareparts Mando HidraulicoDocument108 pagesV20spareparts Mando HidraulicoMiguel Angel Santos PintadoNo ratings yet
- 7480H - Catalog - Mobile - Fuel - Filtration - Filtors Racor PDFDocument98 pages7480H - Catalog - Mobile - Fuel - Filtration - Filtors Racor PDFFrank Felipe Cruz ChavezNo ratings yet
- Electric Fire Pump Price ListDocument40 pagesElectric Fire Pump Price ListOrlando Balcoba IIINo ratings yet
- Earth PitDocument2 pagesEarth PitramNo ratings yet
- Avox Systems: Realized byDocument28 pagesAvox Systems: Realized byAndrew100% (1)
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesAhmad KamilNo ratings yet
- Photoconductive Cell: VT300 SeriesDocument1 pagePhotoconductive Cell: VT300 SeriesMohamed El GlafiNo ratings yet
- Curvas y PartesDocument434 pagesCurvas y PartesPAHOLA ANDREA ARDILA PUERTONo ratings yet
- Curvas y Partes PDFDocument429 pagesCurvas y Partes PDFdfvdfvNo ratings yet
- RSUD LABORATORY SUPPLIES INVENTORYDocument24 pagesRSUD LABORATORY SUPPLIES INVENTORYYonnasNo ratings yet
- Bdi 03-2 20220221Document192 pagesBdi 03-2 20220221Matema1 - Prof. Marcos José NovakoskiNo ratings yet
- Metallurgical Laboratory: Bond Screen Analysis Data FormDocument7 pagesMetallurgical Laboratory: Bond Screen Analysis Data FormpujanggaNo ratings yet
- SPC V.M. %Document3 pagesSPC V.M. %Dhananjay PatilNo ratings yet
- Certex - Product - Catalogue - Technical Section - Guides - Safe Use - Operating Instructions EtcDocument82 pagesCertex - Product - Catalogue - Technical Section - Guides - Safe Use - Operating Instructions EtcAmirNo ratings yet
- Breakdown Attachment Geodipa - TenderDocument1 pageBreakdown Attachment Geodipa - TenderHarryNo ratings yet
- PPEDisposals PM 08 SLExtractDocument1 pagePPEDisposals PM 08 SLExtractJosephine LimNo ratings yet
- Weld Consumable Calculation SummaryDocument10 pagesWeld Consumable Calculation SummaryAhmad KamilNo ratings yet
- MIL-HDBK-217F: 9.14 Resistors, Variable, Composition Specification Style Description MIL-R-94 RVDocument1 pageMIL-HDBK-217F: 9.14 Resistors, Variable, Composition Specification Style Description MIL-R-94 RVgokulNo ratings yet
- Wheel Loaders Drivelines & Construction EquipmentDocument3 pagesWheel Loaders Drivelines & Construction EquipmentEric CNo ratings yet
- Learning Evidence - 1 - Quality - Tools - 2433 - 2070 - 2310 - 2461 - 2089Document11 pagesLearning Evidence - 1 - Quality - Tools - 2433 - 2070 - 2310 - 2461 - 2089David Heriberto Ruano RamirezNo ratings yet
- Lumax Quality System: Gauge TypeDocument4 pagesLumax Quality System: Gauge TypeHarkesh KumarNo ratings yet
- Green renewable biofuel study reportDocument10 pagesGreen renewable biofuel study reportMokhsein AbdullahNo ratings yet
- Лебёдка RE-8000-10000-12000-12000X-1Document20 pagesЛебёдка RE-8000-10000-12000-12000X-1SanyaKlimNo ratings yet
- Triangulation ForecastsDocument4 pagesTriangulation Forecastsramblingman50% (2)
- Gabriel India LTD Sanand: Gauge R& R Study Average and Range Method Based On Tolerance - Data SheetDocument6 pagesGabriel India LTD Sanand: Gauge R& R Study Average and Range Method Based On Tolerance - Data SheetAmit YadavNo ratings yet
- Gauge R& R Study Average and Range Method Based On Tolerance - Data SheetDocument5 pagesGauge R& R Study Average and Range Method Based On Tolerance - Data SheetAmit YadavNo ratings yet
- Gauge R&R Study Average and Range MethodDocument6 pagesGauge R&R Study Average and Range MethodAmit YadavNo ratings yet
- Priyanka 25.04.2022Document11 pagesPriyanka 25.04.2022Amit YadavNo ratings yet
- Front Fork Specification Test Plan - 2021-2022: Gabriel India Limted SanandDocument4 pagesFront Fork Specification Test Plan - 2021-2022: Gabriel India Limted SanandAmit YadavNo ratings yet
- Health and Safety Policy TemplateDocument2 pagesHealth and Safety Policy TemplateFatin Nabilah100% (3)
- Bba Project CertificatesqwDocument6 pagesBba Project CertificatesqwROHIT_ROS27No ratings yet
- En 42Document2 pagesEn 42Meghan GhoneNo ratings yet
- SM SeriesDocument36 pagesSM SeriesGiorgiana RosuNo ratings yet
- Aerospace SEP2012Document80 pagesAerospace SEP2012maruka33No ratings yet
- Assessment Cycle in SapDocument9 pagesAssessment Cycle in SapSunando Narayan BiswasNo ratings yet
- 5SDocument30 pages5SPrema Nanda HottaNo ratings yet
- Pam enDocument502 pagesPam enozanNo ratings yet
- Handbook H-28 (1957) Part-IDocument217 pagesHandbook H-28 (1957) Part-IPaulo Vicentin NetoNo ratings yet
- Sample Answer of Code EthicsDocument3 pagesSample Answer of Code EthicsEngku Hafsyam100% (5)
- 27 C 128Document12 pages27 C 128andrewNo ratings yet
- ApaveMare Training 2013Document41 pagesApaveMare Training 2013fbarakaNo ratings yet
- Task 14 - Engine Windmilling Imbalance LoadsDocument75 pagesTask 14 - Engine Windmilling Imbalance LoadsdddotyNo ratings yet
- HSE Permit to Work for PT Urban Asia IndustriDocument1 pageHSE Permit to Work for PT Urban Asia IndustriHendri AnurNo ratings yet
- Product Data Leaflet Marine ApplicationsDocument4 pagesProduct Data Leaflet Marine Applicationsareli_valeriaNo ratings yet
- Extension and diversification of cable productionDocument42 pagesExtension and diversification of cable productionidlaurapNo ratings yet
- Development IV in Microsoft Dynamics AX2009 (Full)Document240 pagesDevelopment IV in Microsoft Dynamics AX2009 (Full)vcoussemNo ratings yet
- NDT LEVEL II UT Technician Resume CV Format CV Sample Model Example BioData Template Cover Letter PDFDocument3 pagesNDT LEVEL II UT Technician Resume CV Format CV Sample Model Example BioData Template Cover Letter PDFJeevanandam ShanmugaNo ratings yet
- AMERONDocument32 pagesAMERONadvis79No ratings yet
- Petroleum Exploration & Production POLICY 2012: Government of Pakistan Ministry of Petroleum & Natural ResourcesDocument54 pagesPetroleum Exploration & Production POLICY 2012: Government of Pakistan Ministry of Petroleum & Natural ResourcesabdullahiqbalNo ratings yet
- SP 22 Explanatory Handbook On Codes For Earthquake Engineering - Google SearchDocument2 pagesSP 22 Explanatory Handbook On Codes For Earthquake Engineering - Google Searchvasudeo_eeNo ratings yet
- CAS Turbine Systems PowerPoint Presentation Revised 10-24-14 Compatibility ModeDocument14 pagesCAS Turbine Systems PowerPoint Presentation Revised 10-24-14 Compatibility ModeJJNo ratings yet
- Workshop On SAP PMDocument45 pagesWorkshop On SAP PMR K Shrivastava100% (2)
- Farah SadafDocument17 pagesFarah SadafJaveria AminNo ratings yet
- Gunny Bags Inventory Case AnalysisDocument3 pagesGunny Bags Inventory Case AnalysisAnish Gulati100% (1)
- Nokia - Flexi OutdoorCase - Quick Installation Guide PDFDocument10 pagesNokia - Flexi OutdoorCase - Quick Installation Guide PDFRalaivao Solofohery Dieu-donnéNo ratings yet
- Introduction to ARON ERP Consulting Services CompanyDocument14 pagesIntroduction to ARON ERP Consulting Services CompanyHoang PhuNo ratings yet
- Cablevision Your Passport To Cable 1984Document20 pagesCablevision Your Passport To Cable 1984rivest266No ratings yet
- Internal Audit Checklist - MaintenanceDocument2 pagesInternal Audit Checklist - MaintenanceSachin Ramdurg92% (12)
- CBIS Life Cycle Stages in 40 CharactersDocument3 pagesCBIS Life Cycle Stages in 40 CharactersJemmy AuraNet50% (2)